一种发热盘结构的制作方法
本技术涉及一种发热盘结构。
背景技术:
1、现有的发热盘一般是由铝材导热板和发热管焊接一起,铝材导热板通过铝材压铸成型,且发热管为圆形贴合在发热管底面,这种结构导热效率低,导热板生产环境恶劣,且生产困难。
技术实现思路
1、为解决上述问题,本实用新型提出一种发热盘结构,旨在解决现有的发热盘生产困难的问题。
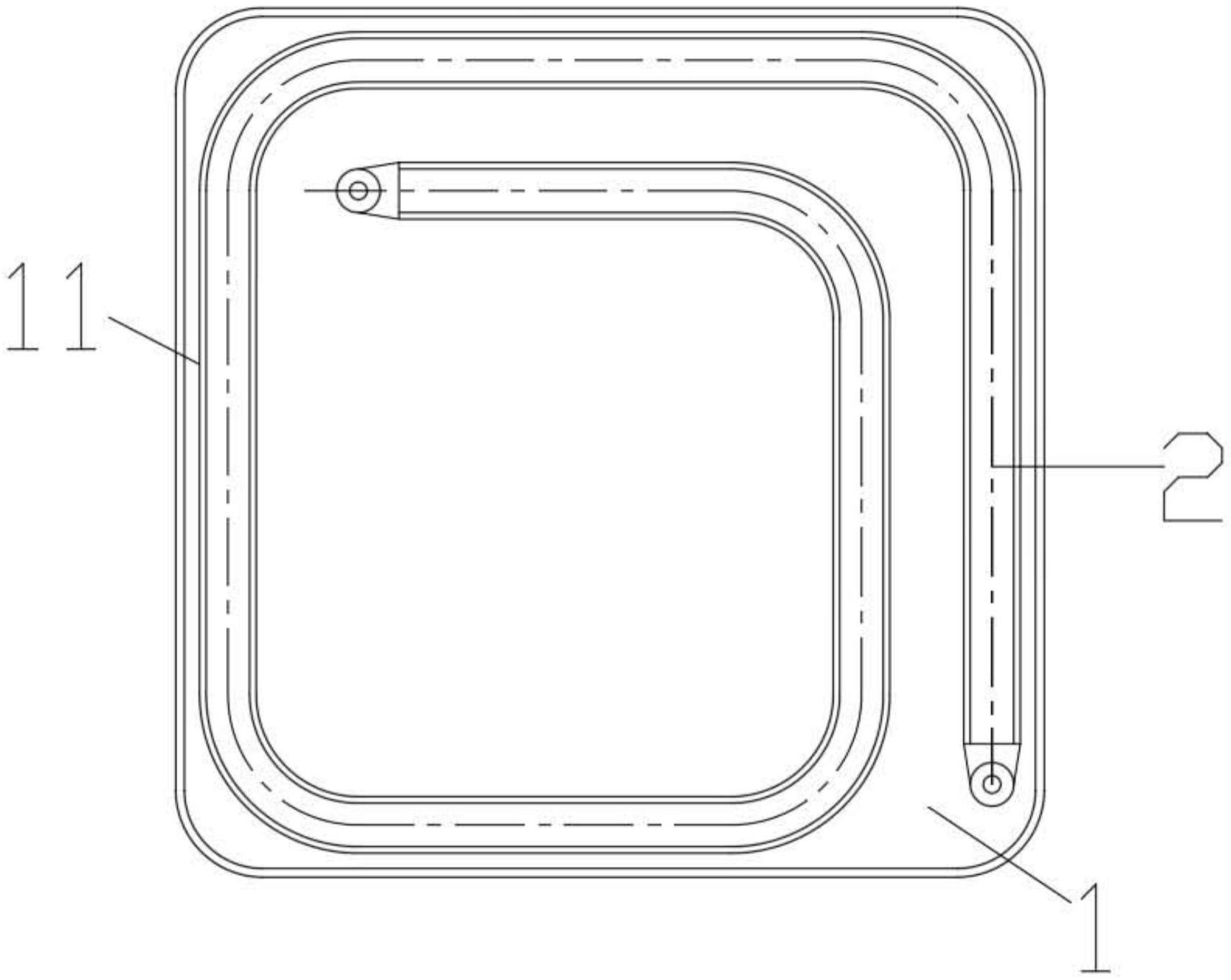
2、本实用新型提出一种发热盘结构,包括冲压成型的导热板和发热管,所述发热管焊接在导热板的下端面上,所述导热板的上端面形成导热面,所述导热面上设置有石墨烯涂层。
3、通过设置冲压成型的导热板,降低了导热板的生产难度,在常态下即可形成所需形状的导热板,提高了生产速度,同时在导热板的导热面上设置有保温涂层,使得发热盘发热后温度持续更长,提高了热效率。
4、于一个或多个实施例中,所述导热板上冲压形成安装槽以形成限位,使得生产更加标准化,提高生产速度和标准化程度,所述发热管焊接在所述安装槽上。
5、于一个或多个实施例中,所述安装槽包括安装面和两侧面,所述发热管与安装面以及两侧面均接触以提高导热板和发热管的接触面积,从而提高热交换效率,发热管向导热板导热速度更快。
6、于一个或多个实施例中,所述导热板的外边沿设置有向下延伸的裙边以聚热使得向外辐射的热量向内集中,降低热量损耗,提高热量利用率。
7、于一个或多个实施例中,所述发热管底面形成平面,该平面与导热板的安装面贴合以提高接触面积,提高热交换效率。
8、于一个或多个实施例中,所述发热管的截面形成梯形,发热管形成梯形,提高了发热管和发热盘接触面积,减少了发热管向外辐射热量的面积,降低热量损坏。
9、于一个或多个实施例中,所述导热板和发热管均为铝材成型,所述导热板和发热管之间设置有铝焊层。
10、于一个或多个实施例中,所述发热管盘旋设置,发热管的长度大于发热盘周长。
11、本实用新型的有益效果:通过设置冲压成型的导热板,降低了导热板的生产难度,在常态下即可形成所需形状的导热板,提高了生产速度,同时在导热板的导热面上设置有保温涂层,使得发热盘发热后温度持续更长,提高了热效率。
技术特征:
1.一种发热盘结构,其特征在于,包括冲压成型的导热板和发热管,所述发热管焊接在导热板的下端面上,所述导热板的上端面形成导热面,所述导热面上设置有石墨烯涂层。
2.根据权利要求1所述的发热盘结构,其特征在于,所述导热板上冲压形成安装槽,所述发热管焊接在所述安装槽上。
3.根据权利要求2所述的发热盘结构,其特征在于,所述安装槽包括安装面和两侧面,所述发热管与安装面以及两侧面均接触。
4.根据权利要求1所述的发热盘结构,其特征在于,所述导热板的外边沿设置有向下延伸的裙边以聚热。
5.根据权利要求1所述的发热盘结构,其特征在于,所述发热管底面形成平面,该平面与导热板的安装面贴合。
6.根据权利要求5所述的发热盘结构,其特征在于,所述发热管的截面形成梯形。
7.根据权利要求1所述的发热盘结构,其特征在于,所述导热板和发热管均为铝材成型,所述导热板和发热管之间设置有铝焊层。
8.根据权利要求1所述的发热盘结构,其特征在于,所述发热管盘旋设置,发热管的长度大于发热盘周长。
技术总结
本技术提出一种发热盘结构,包括冲压成型的导热板和发热管,所述发热管焊接在导热板的下端面上,所述导热板的上端面形成导热面,所述导热面上设置有石墨烯涂层,通过设置冲压成型的导热板,降低了导热板的生产难度,在常态下即可形成所需形状的导热板,提高了生产速度,同时在导热板的导热面上设置有保温涂层,使得发热盘发热后温度持续更长,提高了热效率。
技术研发人员:徐国洪
受保护的技术使用者:江门市德力克斯科技有限公司
技术研发日:20220706
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!