电路板组装系统及方法与流程
电路板组装系统及方法
1.相关申请的交叉引用
2.本技术要求于2022年2月15日提交的序列号为63/310,407的美国临时专利申请的权益和优先权,该美国临时专利申请的公开内容据此通过引用以其整体并入,就如同在本文中完全阐述一样。
技术领域
3.本公开总体上涉及电路板组装系统和方法,包括可能涉及装配线的电路板组装系统和方法。
4.附图简述
5.虽然权利要求不限于特定的图示,但通过对各种示例的讨论可以获得对各个方面的理解。附图不一定是按比例的,并且某些特征可能被夸大或隐藏以更好地说明和解释示例的创新方面。此外,本文描述的示例性图示不是穷举的或不是以其它方式限制性的,并且实施例不限于在附图中示出的或在下面的详细描述中公开的精确形式和构型。示例性图示通过参考附图被详细地描述如下:
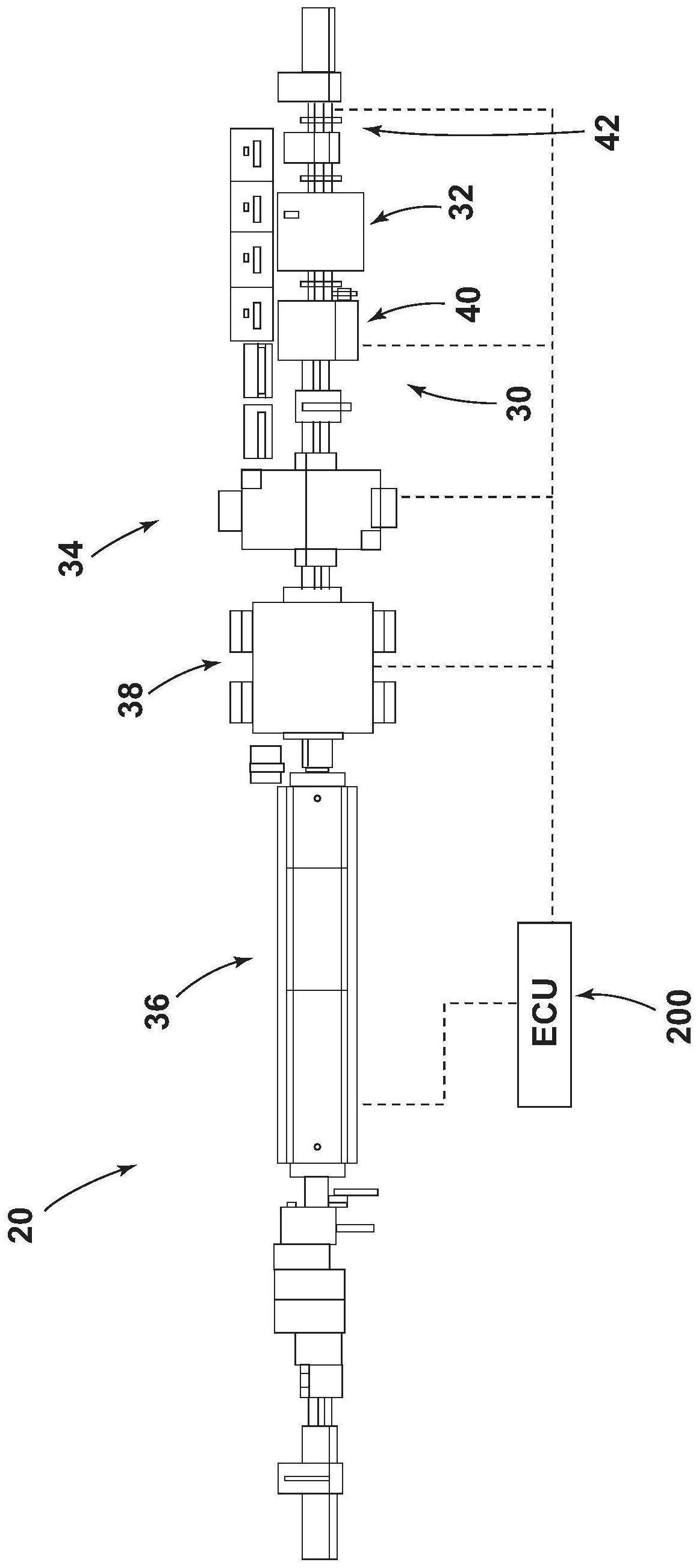
6.图1是总体上图示了根据本公开的教导的电路板组装系统的实施例的示意图。
7.图2是总体上图示了根据本公开的教导的具有焊膏的电路板的实施例的俯视图。
8.图3是总体上图示了根据本公开的教导的电路板组装系统的第二机器的实施例的透视图。
9.图4是总体上图示了根据本公开的教导的电路板组装系统的汇流条线材(bus bar wires)的实施例的侧视图。
10.图5是总体上图示了根据本公开的教导的具有焊膏和汇流条的电路板的实施例的俯视图。
11.图6是总体上图示了根据本公开的教导的具有焊膏和汇流条的电路板的实施例的部分侧视图。
12.图7是总体上图示了根据本公开的教导的具有焊膏、汇流条和电气部件的电路板的实施例的俯视图。
13.图8是总体上图示了根据本公开的教导的具有焊膏和电气部件的电路板的实施例的部分侧视图。
14.图9是总体上图示了根据本公开的教导的电路板组装系统的实施例的示意图。
15.图10是总体上图示了根据本公开的教导的电路板组装方法的实施例的流程图视图。
16.详细描述
17.现在将详细参考实施例,实施例的示例在附图中图示。在下面的详细描述中,阐述了许多具体细节,以便提供对所描述的各种实施例的彻底理解。然而,对于本领域的普通技术人员来说明显的是,可以在没有这些具体细节的情况下实践所描述的各种实施例。在其它情况下,未详细描述公知的方法、过程、部件、电路和网络,以便不会不必要地模糊实施例
的各个方面。
18.一些设计利用预成型的汇流条,这可能不允许足够的设计和/或制造灵活性,和/或可能涉及显著的包装成本。例如,预成型的汇流条可以装在带卷盘(tape reel)中,该带卷盘具有安装基板(例如,汇流条从其上移除)和/或在每个汇流条之间的空间。这样的构型可能会产生浪费(例如,安装基板)和/或可能会涉及到使用附加的卷盘(当可能从每个卷盘提供较少的汇流条时)。此外,预成型的汇流条可能会涉及到针对每种汇流条构型(例如,长度、形状等)的单独的卷盘,这可能会产生额外的浪费和/或需要额外的空间(例如,在机器内或机器附近)。一些设计利用经由通孔技术(through-hole-technology,tht)(比如经由汇流条钉子(staples))连接到电路板的汇流条。tht设计可能会涉及形成和放置钉子和/或将钉子压入电路板中的额外的组装步骤,这可能会涉及到相对大的机器来提供足够的插入力和/或部件来限制施加到电路板的应力。
19.在实施例中,比如在图1中总体上图示的,电路板组装系统20可包括装配线30,装配线30可包括一个或更多个机器,比如第一机器32、第二机器34、第三机器36、第四机器38、第五机器40和/或一个或更多个其它机器。第一机器32可以例如但不限于包括焊料施加器/施加机,其可以被构造成将焊料52(例如,焊膏和/或焊盘)施加到电路板50(例如,参见图2)。在一些情况下,电路板50可包括一个或更多个焊盘56(例如,参见图6和图8),并且焊料/焊膏52中的至少一些可以施加到一个或更多个焊盘56。如图9中总体上图示的,第二机器34可以例如但不限于包括汇流条机器,汇流条机器可以被构造为形成汇流条54(例如,表面安装器件(surface mount device,smd)汇流条),比如由一个或更多个汇流条线材60、60’(例如,参见图3和图4)形成汇流条54,和/或汇流条机器可以被构造为将汇流条54放置在电路板50和/或其焊料/焊膏52上(例如,参见图5和图6)。例如但不限于,一个或更多个汇流条线材60、60’可以作为原始线材卷盘60a、60a’被提供,该原始线材卷盘60a、60a’可以包括不同的线材料、镀层和/或横截面尺寸和/或横截面形状。装配线30的壁30a可以设置在卷盘60a、60a’和输送系统42之间(例如,参见图3)。汇流条线材60、60’可以在壁30a上延伸,比如延伸到第二机器34的其它部分中。
20.在实施例中,第三机器36可以例如但不限于包括焊接机器,比如回流焊接炉,该回流焊接炉可以被构造为将汇流条54和/或其它电气部件70焊接到电路板50,比如通过加热焊料/焊膏52来焊接。第四机器38可以例如但不限于包括一个或更多个拾取和放置机器/机器人,该拾取和放置机器/机器人可以被构造为将电气部件70放置在电路板50和/或其焊料/焊膏52上(例如,参见图7和图8)。例如,第四机器38可以包括多个机器/机器人,以更快地放置大量部件70和/或放置尺寸明显不同的部件70。第五机器40可以被构造为对施加到电路板50的焊料/焊膏52(例如,经由第一机器32施加的焊料/焊膏52)进行检查。例如,第五机器40可以进行光学检查,比如经由一个或更多个相机或其它光学装置。
21.在实施例中,第二机器34可以沿着装配线30设置在第一机器32和第三机器36之间,和/或设置在第一机器32和第四机器38之间。第四机器38可以设置在第二机器34和第三机器36之间。第二机器34可以邻近第一机器32或第五机器(例如,在组装方向上,在第一机器32或第五机器之后)设置,和/或邻近第三机器36或第四机器38(例如,在组装方向上,在第三机器36或第四机器38之前)设置。在一些构型中,第四机器38可以沿着装配线30设置在第二机器34之前。在一些情况下,系统20可包括一个或更多个用于插入tht部件的机器,该
tht部件比如tht连接器或继电器(relay),该tht部件可被构造用于回流炉温度。如果要插入tht部件,则可根据通孔回流焊(pin-in-paste)技术规范施加焊料/焊膏52。另外地或可选地,可经由设置在第三机器之后或设置在不同装配线处的机器添加/插入tht部件,该机器可被构造用于对tht部件进行波峰焊接。
22.在实施例中,装配线30可以包括输送系统42,输送系统42可以延伸进入、穿过和/或邻近第一机器32、第二机器34、第三机器36、第四机器38、第五机器40和/或一个或更多个其它机器(例如,参见图1)。例如但不限于,输送系统42可以延伸穿过第一机器32、第五机器40、第二机器34、第四机器38和/或第三机器36(例如,在一条直线上),以将电路板50和/或连接到电路板的汇流条54/部件70沿着装配线30移动。
23.在一些构型中,机器32至40可以包括一个或更多个机器部分,这些机器部分可以被构造为执行各种动作,并且可以是彼此独立的,也可以彼此不独立。例如但不限于,第二机器34可包括形成汇流条54的第一部分90、将汇流条54设置在电路板50上的第二部分92(例如,一个或更多个可移动衔引件(armature)和/或机械臂)、具有用于光学检查的一个或更多个传感器的第三部分94、和/或将空气从电路板50吹走的第四部分96(例如,风扇、泵和/或与外部压缩空气源连接的连接件)、以及其它可能的部分(例如,参见图9)。第二机器34的第一部分90可以例如包括用于切割汇流条54的刀片和/或锯82,和/或用于使汇流条54弯曲的一个或更多个弯曲模具/压力机84。第二机器34可以包括一个或更多个致动器86(例如,马达、缸、压力机等)和/或一个或更多个弯曲模具/压力机84,该一个或更多个致动器86致动第一部分90的元件,比如刀片/锯82。第一部分90可以包括馈送线(feeder line)98,馈送线98可以设置在卷盘60a、60a’和刀片/锯82之间,并且可以对准线材60、60’和/或朝向刀片/锯82推动线材60、60’。例如,馈送线98可以根据汇流条54、54’的期望长度馈送线材60、60’。馈送线98可以与装配线30成斜角或直角。
24.在一些实施例中,一个或更多个机器32至40可以包括公共部分和/或可以彼此至少部分地集成在一起。另外地或可选地,一个或更多个机器32至40可以与其它机器32至40分离。
25.根据实施例,比如在图10中大致图示的实施例,电路板组装方法100可包括提供电路板50(框102)。方法100可包括将焊料/焊膏52施加到电路板50(框104),比如经由第一机器32将焊料/焊膏52施加到电路板50。将焊料/焊膏52施加到电路板50可以包括装配线30的输送系统42将电路板50朝向第一机器32移动、将电路板50移动进入和/或穿过第一机器32。焊料/焊膏52可以施加到电路板50上的多个位置,并且可以以多种形状施加和/或施加到电路板50的焊盘56上。
26.在实施例中,方法100可以包括形成汇流条54(框106),比如经由第二机器34形成汇流条54。形成汇流条54可以包括切割汇流条54,比如经由一个或更多个刀片/锯82从一个或更多个汇流条线材60、60
′
切割出汇流条54,和/或使汇流条54成形。使汇流条54成形可包括第二机器34经由一个或更多个弯曲模具/压力机84使汇流条54弯曲,使得汇流条54包括一个或更多个弯曲部58。该一个或更多个弯曲部58可包括各种角度(比如锐角、直角和/或钝角)的弯曲部(例如,参见图5和图7)。在一些构型中,汇流条54可以在最终切割以从线材切下汇流条54之前先从线材60、60’弯曲,这可以便于固定。一个或更多个弯曲部58可以形成为使得汇流条54大体上平行于单个平面(例如,平行于电路板50),或者可以形成为使得
汇流条54的至少一些部分相对于电路板50以一个或更多个斜角或直角设置。例如,汇流条54可以被形成为在已经放置的部件上延伸(例如,像桥一样),比如经由一个或更多个弯曲模具/压力机,该一个或更多个弯曲模具/压力机可以被设置成平行于竖直方向和/或可以平行于竖直方向移动。在一些构型中,汇流条54可以形成有一个或更多个倒圆的(rounded)或圆形(round)的部分(例如,具有相应的曲率半径)。第二机器34可被构造为形成/切割不同长度的汇流条54。在一些情况下,汇流条54可以经由第一汇流条线材60和一个或更多个附加汇流条线材60’形成,以便提供具有增加的宽度和/或厚度/高度的汇流条54。汇流条54可以形成为具有多种横截面形状中的一种或更多种,比如矩形、正方形、圆形、椭圆形和/或三角形等。汇流条54可以在形成后镀锡/电镀(plated),以便于焊接,和/或汇流条线材60、60’可以被预先镀锡/电镀。
27.在一些实施例中,利用预先电镀的汇流条线材60、60’形成汇流条54、54’可导致汇流条54、54’的芯54a、54a’的至少一部分暴露(例如,未被镀层54b、54b’覆盖),比如当从线材切下汇流条54、54’时(例如,参见图6)。
28.根据实施例,方法100可包括将形成的汇流条54设置在电路板50上和/或电路板50上的焊料/焊膏52上(框108),比如经由第二机器34和/或另一机器。例如但不限于,第二机器34可以包括第二部分92(例如,拾取和放置部分),第二部分92可以包括一个或更多个可移动衔引件和/或机器人。在一些构型中,设置汇流条54(框108)可以包括经由光学检查系统(例如,自动光学检查系统)进行光学检查,该光学检查系统可以被包括在第二机器34的第三部分94和/或另一机器中,以便确认一些或每个汇流条54在电路板50上的正确放置。
29.在实施例中,方法100可以包括将一个或更多个电气部件70设置在电路板50上和/或电路板50上的焊料/焊膏52上(框110),比如经由第四机器38和/或另一机器。第四机器38可以例如但不限于包括拾取和放置机器和/或机器人。一个或更多个电气部件70可以例如包括smd,比如芯片/集成电路、运算放大器、保险丝、电阻器、电容器、电感器、晶体管和/或二极管等。设置一个或更多个电气部件70可以包括输送系统42将电路板50比如从第二机器34移动到第四机器38。当电路板50从第二机器34移动到第四机器38时,焊料/焊膏52可以已经设置在电路板50上,并且一个或更多个汇流条54可以与电路板50和/或焊料/焊膏52接触。在一些构型中,框110可以发生在框106之前和/或可以发生在框106、108之前和之后。
30.根据实施例,方法100可包括将一个或更多个汇流条54与电路板50焊接在一起(框112),比如经由第三机器36。一个或更多个电气部件70可以与一个或更多个汇流条54同时或大约同时地与电路板50焊接(例如,第三机器36可以同时将一个或更多个汇流条54和一个或更多个电气部件70与电路板50焊接)。焊接一个或更多个汇流条54可以包括输送系统42将电路板50比如从第四机器38移动到第三机器36。当电路板50从第四机器38移动到第三机器36时,焊料/焊膏52可以已经设置在电路板50上,并且一个或更多个汇流条54和/或一个或更多个电气部件70可以与电路板50和/或焊料/焊膏52接触。在一些构型中,系统20可以不包括第四机器38,和/或输送系统42可以将电路板50从第二机器34(例如,直接地)移动到第三机器36。
31.在实施例中,方法100可以包括形成用于与电路板50连接的一个或更多个另外的汇流条54’。例如,方法100可以包括在框106中形成第一汇流条54,在框108中将第一汇流条54设置在电路板50上,形成第二汇流条54’,比如通过重复框106,和/或将第二汇流条54’设
置在电路板50上,比如通过重复框108(例如,参见箭头120)。在一些构型中,第二汇流条54’可以至少部分地在第一汇流条54正在被设置在电路板50上时或已经被设置在电路板50上时并且在汇流条54被焊接之前形成。第二汇流条54’可以包括与第一汇流条54不同的长度和/或形状,或者可以不包括与第一汇流条54不同的长度和/或形状。
32.在一些构型中,具有不同长度和/或形状的多个汇流条54可以形成并放置在同一电路板50上。在一些情况下,第一汇流条54和第二汇流条54’可由汇流条线材60的相邻部分(adjacent portions)62、64形成(例如,参见图4)。使部分62、64从汇流条线材60切离可涉及将汇流条54的第二端与汇流条54’的第一端分离的切割操作。在一些情况下,切割操作包括从汇流条54、54’中的一者或两者暴露出芯54a、54a’,这可能导致一个或两个汇流条54、54’具有芯54a、54a’的未电镀或裸露部分。例如但不限于,第一汇流条54可包括未电镀部分66b,且第二汇流条54’可包括未电镀部分68a,该未电镀部分68a可在形成第一汇流条54期间形成(例如,同时形成)(例如,参见图6)。第一汇流条54可以包括另一个未电镀部分66a,该未电镀部分66a可以在形成先前的汇流条期间已经形成。第二汇流条可包括另一未电镀部分68b,该未电镀部分68b可在形成后续的/第三汇流条期间形成。例如,对于电镀线材60、60’,每个汇流条54、54’可以包括第一未电镀部分和第二未电镀部分,第一未电镀部分和第二未电镀部分设置在汇流条54、54’的相应端部处,并且在汇流条54、54’从线材60、60’的相邻部分分离期间形成。未电镀部分可包括芯54a、54a’的未被镀层54b、54b’覆盖的部分。
33.根据实施例,方法100可包括比如通过重复框102、104、106、108、110和/或112(例如,参见箭头130)组装第二电路板组件和/或一个或更多个另外的电路板组件。第二电路板组件可大致类似于图7所示并且可以包括相同或不同构型的焊料/焊膏52、汇流条54和/或电气部件70。在一些情况下,当一个或更多个电气部件70设置在第一电路板50上时,可以至少部分地形成用于第二电路板组件的汇流条54。第二电路板组件可包括第二电路板502和/或另外的电路板组件可包括附加电路板503(例如,参见图9)。
34.在实施例中,第二机器34可包括防护件(shield)80,该防护件80可被构造为限制汇流条颗粒(例如,由切割或锯切操作产生的刨花、灰尘等)的移动,这些汇流条颗粒可能在形成汇流条54期间由汇流条线材60、60’形成(例如,参见图9)。例如,防护件80可以被构造为限制颗粒到达当前电路板50(例如,汇流条54将要连接到的电路板)、一个或更多个先前电路板和/或一个或更多个随后的电路板的焊料/焊膏52。在一些构型中,第二机器34可以在电路板50附近形成汇流条54。例如但不限于,汇流条54可以形成在电路板50的大约三英尺/一米内,电路板50可能已经施加了焊膏52。在一些构型中,汇流条54的形成可以在低高度(例如,在输送系统42上的电路板50的水平面以下)进行,这可以限制颗粒移动和/或提高防护件80的有效性。另外地或可选地,第二机器34的第四部分96可被构造为提供远离输送系统42和/或电路板50的空气流动(例如,第二机器34可包括风扇和/或泵和/或被连接到风扇和/或泵)。
35.在不使用smd汇流条的系统中,颗粒可以通过将空气直接施加(例如风扇、喷头(sprayer)等)到电路板而从电路板移除。然而,由于系统20的实施例的电路板50可能包括了未焊接的焊料/焊膏52,因此这些颗粒可能会粘到焊料/焊膏52,使得颗粒不容易通过施加空气从电路板50移除。防护件80可以防止和/或限制颗粒到达电路板50,即使是汇流条54可能形成在电路板50附近。
36.根据实施例,电路板组件(例如,电路板50、502、503,其中一个或更多个汇流条54和/或一个或更多个电气部件70固定到这些电路板)可以经由焊接形成,比如不使用单独的紧固件,如钉子或螺钉,并且可以包括或可以不包括tht部件。在一些构型中,汇流条54和/或电气部件70可以不插入到电路板50中,并且可以不延伸到电路板50中或延伸穿过电路板50。
37.根据实施例,系统20可包括电子控制单元(ecu)200。ecu 200可以连接到(例如,经由有线和/或无线连接)装配线30、第一机器32、第二机器34、第三机器36、第四机器38和/或输送系统42中的一个或更多个和/或被配置为至少部分地控制装配线30、第一机器32、第二机器34、第三机器36、第四机器38和/或输送系统42中的一个或更多个。例如但不限于,ecu 200可以被配置为操作输送系统42以将电路板50移动到机器32至40和/或操作相应的机器32至40以组装电路板组件。ecu 200可以例如至少部分地控制第二机器34的第一部分90(例如,一个或更多个刀片/锯82、一个或更多个弯曲模具/压力机84、一个或更多个致动器86)、第二部分92、第三部分94和/或第四部分96的操作。
38.在实施例中,形成的汇流条54可以相对于装配线30设置在大体上相同的三维位置,这可以便于第二机器34(例如,第二部分92和/或其臂/衔引件)拾取汇流条54。相反,对于预成型汇流条(尤其是较长的汇流条)的卷盘,预成型汇流条的位置可能会变化,这可能会使汇流条的拾取更具挑战性(例如,不太精确/一致,更耗时等)。
39.本公开包括以下非限制性实施例:
40.1.一种设备,包括:电路板;以及固定到电路板的多个汇流条;其中,该多个汇流条包括由汇流条线材的相邻部分形成的第一汇流条和第二汇流条。
41.2.根据实施例1所述的设备,其中,第一汇流条包括第一汇流条第一未电镀部分,并且第二汇流条包括第二汇流条第一未电镀部分,第一汇流条第一未电镀部分和第二汇流条第一未电镀部分在第一汇流条的形成期间形成。
42.3.根据任一前述实施例所述的设备,其中,第一汇流条和第二汇流条是表面安装式的,并且不延伸到电路板中或延伸穿过电路板。
43.4.根据任一前述实施例所述的设备,其中,第一汇流条和第二汇流条不经由紧固件固定到电路板(例如,汇流条可以在没有分离的/离散的紧固件的情况下与电路板焊接)。
44.5.根据任一前述实施例所述的设备,其中,第二汇流条具有与第一汇流条不同的长度和/或不同的形状。
45.6.一种组装根据任一前述实施例所述的设备的方法,该方法包括:将焊膏施加到电路板;由汇流条线材形成第一汇流条;将第一汇流条设置在电路板上的焊膏上;由汇流条线材形成第二汇流条;将第二汇流条设置在电路板上的焊膏上;以及将第一汇流条和第二汇流条与电路板焊接。
46.7.根据实施例6所述的方法,包括将多个电子器件设置在焊膏上;其中,当多个汇流条与电路板焊接时,该多个电子器件与电路板焊接。
47.8.根据实施例6-7中任一项所述的方法,其中,形成第一汇流条和第二汇流条包括从汇流条线材切割出第一汇流条和第二汇流条。
48.9.根据实施例6-8中任一项所述的方法,其中,形成第一汇流条包括使第一汇流条弯曲。
49.10.根据实施例6-9中任一项所述的方法,包括由具有与汇流条线材不同的材料和/或横截面的第二汇流条线材形成第三汇流条。
50.11.根据实施例6-10中任一项所述的方法,其中,切割第一汇流条暴露出第一汇流条的芯和第二汇流条的芯。
51.12.根据实施例6-11中任一项所述的方法,其中,焊膏经由装配线的第一机器施加到电路板;第一汇流条和第二汇流条经由装配线的第二机器形成;第一汇流条和第二汇流条经由装配线的第二机器设置在焊膏上;以及第一汇流条和第二汇流条经由装配线的回流焊接炉进行焊接。
52.13.根据实施例6-12中任一项所述的方法,其中,第二机器沿着装配线设置在第一机器和回流焊接炉之间。
53.14.根据实施例6-13中任一项所述的方法,其中,第二机器包括防护件,防护件在形成多个汇流条期间限制颗粒从汇流条线材移动。
54.15.根据实施例6-14中任一项所述的方法,包括:将焊膏施加到第二电路板;由汇流条线材形成第二电路板第一汇流条;将第二电路板第一汇流条设置在第二电路板上的焊膏上;以及将第二电路板第一汇流条与第二电路板焊接。
55.16.根据实施例6-15中任一项所述的方法,其中,第二电路板第一汇流条至少部分地在多个汇流条设置在焊膏上时和在多个汇流条被焊接之前形成。
56.17.一种设备,包括电路板;以及汇流条,其固定到电路板,汇流条包括第一端和第二端;其中汇流条被电镀;第一端包括第一未电镀部分;且第二端包括第二未电镀部分。
57.18.根据实施例17所述的设备,其中,第一未电镀部分经由将汇流条从汇流条线材的第一相邻部分分离而形成;以及第二未电镀部分经由将汇流条从汇流条线材的第二相邻部分分离来形成。
58.19.根据实施例17或18所述的设备,包括固定到电路板的第二汇流条;
59.其中,第二汇流条由汇流条线材的第二相邻部分形成。
60.20.一种组装根据实施例17-19中任一项所述的设备的方法,该方法包括:将焊膏施加到电路板;由汇流条线材形成汇流条;以及将汇流条设置在电路板上的焊膏上;其中形成汇流条包括从汇流条线材的相邻部分切割出汇流条;以及从相邻部分切割出汇流条暴露出汇流条的芯以提供第一未电镀部分或第二未电镀部分。
61.22.根据任一前述实施例所述的设备或方法,其中,第一汇流条具有圆形横截面。
62.23.根据任一前述实施例所述的设备或方法,其中,第一汇流条具有矩形横截面。
63.24.根据任一前述实施例所述的设备或方法,其中,第二汇流条具有与第一汇流条不同的长度。
64.25.根据任一前述实施例所述的设备或方法,其中第二汇流条具有与第一汇流条不同的形状。
65.在示例中,ecu(例如,ecu 200)可以包括电子控制器和/或包括电子处理器,比如可编程微处理器和/或微控制器。在实施例中,ecu可以包括例如专用集成电路(asic)。ecu可以包括中央处理单元(cpu)、存储器(例如,非暂时性计算机可读存储介质)和/或输入/输出(i/o)接口。ecu可以被配置为利用以软件、硬件和/或其它介质实施的适当的编程指令和/或代码来执行各种功能,包括在本文中更详细地描述的那些功能。在实施例中,ecu可以
包括多个控制器。在实施例中,ecu可以连接到显示器,比如触摸屏显示器。
66.本文描述了用于各种设备、系统和/或方法的各种示例/实施例。阐述了很多具体细节以提供对在说明书中描述的和在附图中图示的示例/实施例的总体结构、功能、制造以及使用的彻底理解。然而,本领域的技术人员应理解,示例/实施例可以在没有这样的具体细节的情况下被实践。在其它情况下,公知的操作、部件以及元件没有被详细描述,以便不模糊在本说明书中描述的示例/实施例。本领域的普通技术人员应理解,在本文中描述的和图示的示例/实施例是非限制性示例,且因此可以认识到,在本文中所公开的特定结构和功能细节可以是代表性的且不一定限制实施例的范围。
67.在整个说明书中对“示例”、“在示例中”、“根据示例”、“各种实施例”、“根据实施例”、“在实施例中”或“实施例”等等的提及意指结合示例/实施例描述的特定特征、结构或特性被包括在至少一个实施例中。因此,短语“示例”、“在示例中”、“根据示例”、“在各种实施例中”、“根据实施例”、“在实施例中”、或“实施例”等等在整个说明书中的多个地方的出现并不一定都指相同的实施例。此外,特定特征、结构或特性可以在一个或更多个示例/实施例中以任何合适的方式组合。因此,结合一个实施例/示例图示或描述的特定特征、结构或特性可以不受限制地与一个或更多个其它实施例/示例的特征、结构、功能和/或特性整体或部分地组合,只要这种组合不是不合逻辑的或不起作用的。此外,可以进行许多修改以使特定情况或材料适应本公开的教导,而不脱离本公开的范围。
68.应当理解,对单个要素的提及不一定被如此限制,而是可以包括一个或更多个这样的要素。任何方向性提及(例如,正、负、上部、下部、向上、向下、左、右、向左、向右、顶部、底部、在......上方、在......下方、竖直、水平、顺时针方向和逆时针方向)仅用于识别的目的,以帮助读者理解本公开,并且不产生特别是关于示例/实施例的位置、定向或使用的限制。
[0069]“一个或更多个”包括由一个元件执行的功能、由多于一个元件执行的功能(例如,以分布式方式)、由一个元件执行的若干功能、由若干元件执行的若干功能,或上述的任何组合。
[0070]
还应理解,尽管在某些情况下,术语第一、第二等在本文中用于描述各种元件,但这些元件不应受这些术语的限制。这些术语只是用来区分一个元件和另一个元件。例如,第一元件可以称为第二元件,并且类似地,第二元件可以称为第一元件,而不脱离所描述的各种实施例的范围。第一元件和第二元件两者都是元件,但它们不是同一个元件。
[0071]
在本文所述的各种实施例的描述中使用的术语仅用于描述特定实施例的目的,而不意图进行限制。如在各种所描述的实施例和所附权利要求的描述中使用的,单数形式“一(a)”、“一(an)”和“所述(the)”旨在也包括复数形式,除非上下文另有明确指示。还应理解,如本文使用的术语“和/或”涉及并涵盖相关联的列出项目中的一个或更多个项目的任何和所有可能的组合。应进一步理解,当在本说明书中使用时,术语“包含(includes)”、“包含(including)”、“包括(comprises)”和/或“包括(comprising)”指定所陈述的特征、整体、步骤、操作、元件和/或部件的存在,但不排除一个或更多个其它特征、整体、步骤、操作、元件、部件和/或其组的存在或添加。
[0072]
对接合的提及(例如,附接、联接、连接等)应被广义地解释,并且可以包括元件的连接之间的中间构件、元件之间的相对移动、直接连接、间接连接、固定连接、可移动连接、
操作性连接、间接接触和/或直接接触。因此,对接合的提及并不一定意味着两个元件直接连接/联接以及彼此成固定关系。电气部件(如果有的话)的连接可以包括机械连接、电气连接、有线连接和/或无线连接等。本说明书中的“例如”和“比如”的使用应被广义地解释并且用于提供本公开的实施例的非限制性示例,并且本公开不限于这样的示例。
[0073]
虽然本文可结合特定序列中的一个或更多个步骤来描述过程、系统和方法,但是应当理解,可以通过不同顺序的步骤、通过同时执行的某些步骤、通过附加的步骤和/或通过省略的某些描述的步骤来实践这些方法。
[0074]
如本文所使用的,术语“如果”可选地被解释为意指“当......时”或“在......时”或“响应于确定”或“响应于检测”,视上下文而定。同样,短语“如果确定”或“如果检测到[所陈述的条件或事件]”可选地被解释为意指“在确定时”或“响应于确定”或“在检测到[所陈述的条件或事件]时”或“响应于检测到[所陈述的条件或事件]”,视上下文而定。
[0075]
在上面的描述中包含的或在附图中示出的全部内容应被解释为仅是说明性的而非限制性的。可以在细节或结构上做出改变而不偏离本公开。
[0076]
应理解的是,如本文所描述的计算机/记算装置、电子控制单元(ecu)、系统和/或处理器可以包括本领域已知的常规的处理设备,该处理设备能够执行存储在相关联的存储器中的预编程指令,其全部根据本文描述的功能来执行。就本文描述的方法以软件来实施的程度而言,得到的软件可以被存储在相关联的存储器中并且也可以构成用于执行这些方法的装置。这样的系统或处理器还可以是具有rom、ram、ram和rom、和/或非易失性存储器与易失性存储器的组合的类型,使得可以存储任何软件并还允许存储和处理动态生成的数据和/或信号。
[0077]
应进一步理解的是,根据本公开的制造物品可以包括非暂时性计算机可读存储介质,该非暂时性计算机可读存储介质具有在其上编码的用于实现本文所述的逻辑和其它功能的计算机程序。该计算机程序可以包括用于执行本文公开的方法中一个或更多个的代码。这样的实施例可以被配置为经由一个或更多个处理器(比如多个处理器)执行,该处理器被集成到单个系统中或者分布在通信网络上并通过通信网络连接在一起,并且通信网络可以是有线和/或无线的。用于实现结合一个或更多个实施例描述的特征中的一个或更多个特征的代码可以在由处理器执行时使多个晶体管从第一状态改变到第二状态。特定的改变模式(例如,哪些晶体管改变状态以及哪些晶体管不改变状态)可以至少部分地由逻辑和/或代码决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1