一种THR工艺焊接结构和方法与流程
本申请涉及thr焊接工艺领域,尤其是涉及一种thr工艺焊接结构和方法。
背景技术:
1、随着电子技术的快速发展,对pcba生产一次合格率和成本及生产周期要求也越来越高,随之应运而生的thr技术也被越来越关注,但是在电子元器件日益多样化及对pcba的高质量低成本短周期追求的趋势下,其现有的thr技术日显掣肘。
2、thr是利用一种安装有许多针管的特殊模板,调整模板位置,使模板通孔与插装元器件的焊盘通孔对齐,使用刮刀将模板上的焊膏漏印到焊盘上,然后安装插装元器件,最后插装元器件和贴片元器件一起通过回流焊完成焊接。
3、在一些电子元器件组装应用场景中无法避免透锡不足、空洞缺少锡等问题,使得工厂无法获得理想的一次合格率,甚至产生维修后的可靠性风险和产品报废。
技术实现思路
1、在一种thr工艺焊接结构和方法中,为了改善透锡不足、空洞缺少锡的问题,本申请提供thr工艺焊接结构和方法。
2、为解决上述问题,本申请的技术方案为:
3、一种thr工艺焊接结构,包括:
4、焊盘,印刷于pcb板上;
5、通孔,开设于所述焊盘上,并通过锡膏实现和thc引脚连接;
6、模板,可拆卸连接于所述焊盘表面,所述模板上开设有和所述通孔耦合的流通槽、以及位于所述流通槽侧翼并与其连通的侧翼槽。
7、本申请的thr工艺焊接结构,在第一平面内,所述侧翼槽呈狭条形状,所述流通槽具有中心点,所述流通槽边缘任意点至所述中心点的距离差值在预设阈值范围内;其中,所述第一平面平行于pcb板表面。
8、本申请的thr工艺焊接结构,所述流通槽在所述第一平面内的最大宽度为d,所述thc引脚插入所述通孔的插入部的最大宽度为d1,d=(0.6~1)*d1;
9、其中,预设阈值越大,d1系数越大。
10、本申请的thr工艺焊接结构,在第一平面上,所述流通槽呈圆形开设;所述侧翼槽数量为二,且对称设置于所述流通槽两侧;
11、且所述流通槽直径小于所述通孔直径d2,所述流通槽和所述通孔同轴设置。
12、一种thr工艺焊接方法,应用于所述的thr工艺焊接结构,包括以下步骤:
13、基于特征参数在模板上开设出流通槽和侧翼槽;其中,所述流通槽和所述通孔连通并同轴设置,所述流通槽具有中心点,所述流通槽边缘任意点至所述中心点的距离差值在预设阈值范围内,所述侧翼槽的数量为复数个,且侧翼槽均匀环设于所述流通槽的周向;
14、向所述流通槽和所述侧翼槽内注入预定量的锡膏;
15、将电子元器件的thc引脚进行插装;
16、通过预设装置进行回流焊接;
17、将所述模板拆卸下。
18、本申请的thr工艺焊接方法,获取预设特征参数的方法包括:
19、查询/测量以获取所述特征参数至少包括thc引脚需要插入pcb板所述通孔部分最大直径或对角线d1、所述焊盘上的所述通孔直径d2、所述焊盘外侧壁距其内侧壁的间距为单边焊环宽度e、pcb板的厚度h1;
20、基于所述特征参数计算出锡膏填充体积vs;
21、基于锡膏填充体积vs推算出锡膏印刷体积v,计算出所述流通槽和所述侧翼槽的尺寸参数。
22、本申请的thr工艺焊接方法,通过,vh=h1×π×(d1/2)2,v1=h1×π×(d2/2)2,计算得出所述通孔体积vh,thc引脚穿过所述通孔的体积v1,根据vs=(vh-v1),计算出锡膏填充体积vs;
23、锡膏填充体积为一定比例下锡膏印刷体积,v=(0.8~1)vs。
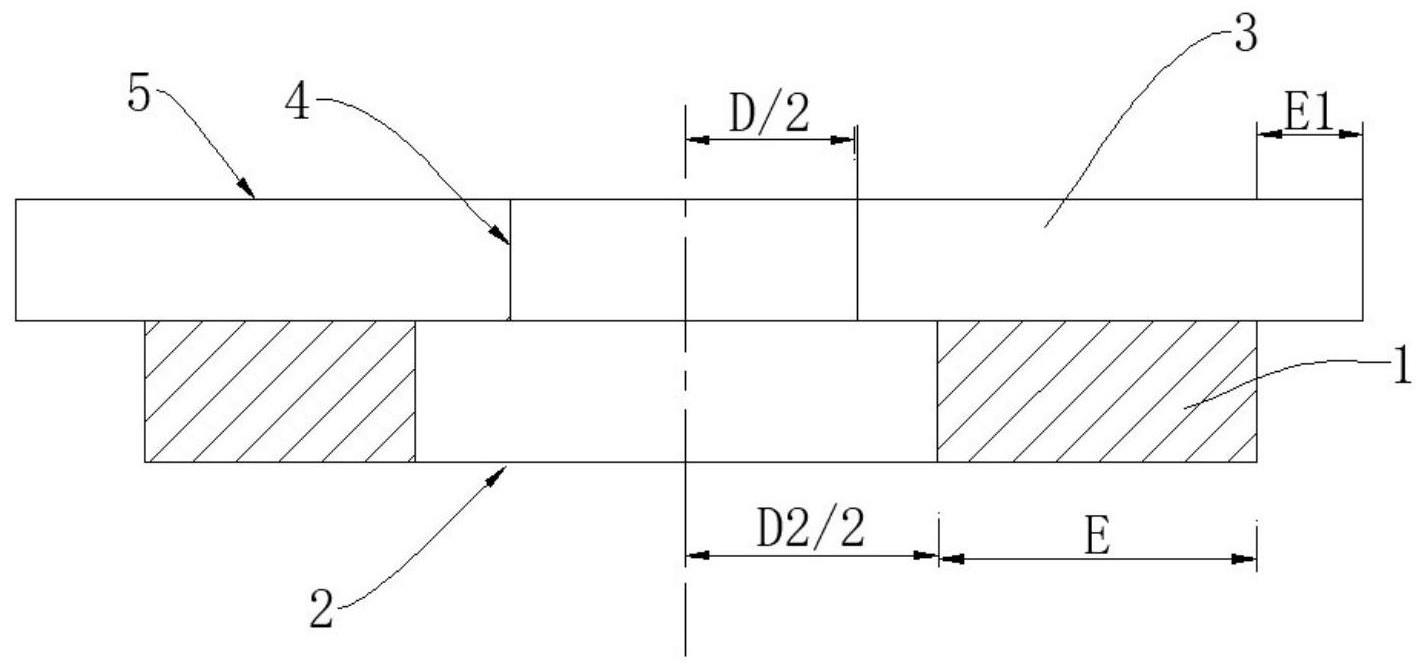
24、本申请的thr工艺焊接方法,所述侧翼槽数量为二,在第一平面内,所述侧翼槽的尺寸参数包括其长度l和宽度w;
25、通过,v=hπl2,所述模板厚度h在0.15~0.2mm,由此计算出l参数;
26、所述侧翼槽长度l=(d2-d)/2+e+e1,其中e1为所述侧翼槽在第一平面延伸至超出所述焊盘的距离;
27、所述侧翼槽宽度w≤0.3mm。
28、本申请的thr工艺焊接方法,所述流通槽的尺寸参数包括其直径d,d=(0.6~1)×d1。
29、本申请的thr工艺焊接方法,在所述流通槽在第一平面内呈圆形开设,d=(0.6~1)d1中,d1系数为0.7;在v=(0.8~1)vs中,vs系数为1。
30、本申请由于采用以上技术方案,使其与现有技术相比具有以下的优点和积极效果:
31、在模板上开设有流通槽和侧翼槽,组合形成“腕表”的开设方式,再在流通槽和侧翼槽内注入锡膏,一方面在锡膏表面涨力作用下,减小thc引脚把锡膏带出来的可能性从而保证了锡膏存量达到设计量的标准,也就保证了thr的质量;另一方面,thc引脚无论从正面还是反面插入pcb板时也都可以减小锡膏被带出的可能性,同样提高thr的质量。
技术特征:
1.一种thr工艺焊接结构,其特征在于,包括:
2.根据权利要求1所述的thr工艺焊接结构,其特征在于,在第一平面内,所述侧翼槽呈狭条形状,所述流通槽具有中心点,所述流通槽边缘任意点至所述中心点的距离差值在预设阈值范围内;其中,所述第一平面平行于pcb板表面。
3.根据权利要2所述的thr工艺焊接结构,其特征在于,所述流通槽在所述第一平面内的最大宽度为d,所述thc引脚插入所述通孔的插入部的最大宽度为d1,d=(0.6~1)*d1;
4.根据权利要求3所述的thr工艺焊接结构,其特征在于,在第一平面上,所述流通槽呈圆形开设;所述侧翼槽数量为二,且对称设置于所述流通槽两侧;
5.一种thr工艺焊接方法,应用于权利要求1至权利要求4任意一所述的thr工艺焊接结构,其特征在于,包括以下步骤:
6.根据权利要求5所述的thr工艺焊接方法,其特征在于,获取特征参数的方法包括:
7.根据权利要求6所述的thr工艺焊接方法,其特征在于:通过,vh=h1×π×(d1/2)2,v1=h1×π×(d2/2)2,计算得出所述通孔体积vh,thc引脚穿过所述通孔的体积v1,根据vs=(vh-v1),计算出锡膏填充体积vs;
8.根据权利要求7所述的thr工艺焊接方法,其特征在于:所述侧翼槽数量为二,在第一平面内,所述侧翼槽的尺寸参数包括其长度l和宽度w;
9.根据权利要求8所述的thr工艺焊接方法,其特征在于:所述流通槽的尺寸参数包括其直径d,d=(0.6~1)×d1。
10.根据权利要求9所述的thr工艺焊接结构,其特征在于:在所述流通槽在第一平面内呈圆形开设,d=(0.6~1)d1中,d1系数为0.7;在v=(0.8~1)vs中,vs系数为1。
技术总结
本申请提供了一种THR工艺焊接结构和方法,涉及THR工艺领域,包括PCB板,设置于PCB板上的模板,模板上开设有和所述通孔连通的流通槽,以及位于所述流通槽侧翼并连通所述流通槽的侧翼槽;该流通槽和侧翼槽的开设参数通过测量和计算得出,注入锡膏,在锡膏表面涨力作用下,THC引脚不会把锡膏带出来从而保证了锡膏存量达到设计量的标准,也就保证了THR的质量。
技术研发人员:芮立红,蔡桥江,郑春风
受保护的技术使用者:浙江中控技术股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!