一种通孔焊盘孔上表贴器件的焊接方法与流程
本发明涉及印制板焊接,具体为一种通孔焊盘孔上表贴器件的焊接方法。
背景技术:
1、电子产品试制尤其是军工电子产品新研阶段,经常需要在通孔焊盘孔上焊接表贴器件,以对器件及电路板的功能进行验证。但是由于通孔焊盘孔的特点,焊接时焊锡容易沿通孔壁流入非焊接面并进行堆积,且焊点处容易出现空洞等情况,进而严重影响焊接质量。再者,在通孔焊盘上焊接表贴器件时,表贴器件的引脚仅能与通孔焊盘孔周边部分形成接触,很难形成一个高质量的可靠焊点。
2、因此,有必要设计一种新的通孔焊盘孔上表贴器件的焊接方法,以解决上述问题。
技术实现思路
1、为了解决表贴器件焊接到通孔焊盘孔上时,存在的容易出现焊接空洞、焊锡沿通孔壁流下并堆积在非焊接面、引脚焊接面小等问题,本发明提供了一种通孔焊盘孔上表贴器件的焊接方法,该焊接方法能够大幅度提高表贴器件焊点的可靠性。
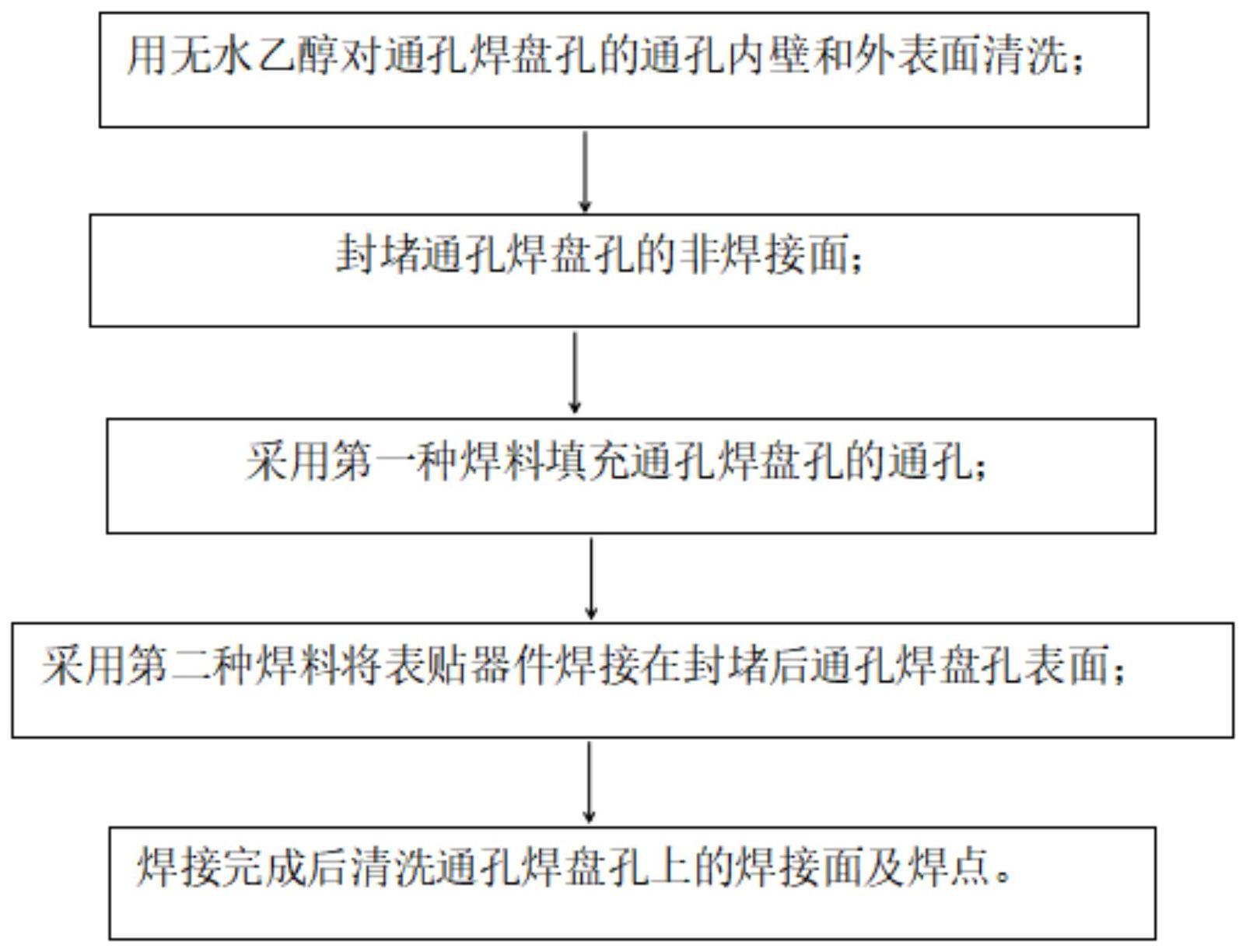
2、实现发明目的的技术方案如下:一种通孔焊盘孔上表贴器件的焊接方法,焊接方法包括以下步骤:
3、s2、封堵通孔焊盘孔的非焊接面;
4、s3、采用第一种焊料填充通孔焊盘孔的通孔;
5、s4、采用第二种焊料将表贴器件焊接在封堵后通孔焊盘孔表面;
6、其中,第一种焊料熔点>焊接温度>第二种焊料熔点。
7、在一个实施例中,所述焊接方法还包括:
8、s1、在采用第一种焊料封堵通孔焊盘孔的非焊接面前,用无水乙醇对通孔焊盘孔的通孔内壁和外表面清洗。
9、进一步地,步骤s2中,封堵通孔焊盘孔的非焊接面的方法为:用耐温材料对通孔焊盘孔的非焊接面进行覆盖防护,其中耐温材料熔点>所述第一种焊料熔点。
10、更进一步地,步骤s2中,所述耐温材料的外表面涂覆有阻焊胶,且阻焊胶熔点>耐温材料熔点>第一种焊料熔点。
11、更进一步地,步骤s2中,所述耐温材料为胶带,具体的,该胶带的熔点大于400℃,胶带的设置是为了防止第一种焊料从通孔焊盘孔的通孔内流入非焊接面。
12、进一步地,步骤s3中,所述采用第一种焊料填充通孔焊盘孔的通孔,方法包括:
13、s31、采用厚度为通孔焊盘孔深度0.15倍~0.20倍的钢网,将膏状的所述第一种焊料印刷于所述钢网上;
14、s32、基于回流焊或红外返修台,将所述钢网上的膏状的第一种焊料加热熔融至所述通孔内;
15、s33、多次重复上述步骤s31~s32,直至所述通孔内所述第一种焊料上表面与所述通孔焊盘孔上表面齐平。
16、进一步地,步骤s4中,所述采用第二种焊料将表贴器件焊接在封堵后通孔焊盘孔表面,方法包括:
17、s41、依据封堵后通孔焊盘孔的尺寸,修剪表贴器件引脚,使表贴器件引脚的长度为通孔焊盘孔直径的1.1倍~2.0倍;
18、s42、基于回流焊或红外返修台,采用膏状的所述第二种焊料将表贴器件焊接至封堵后通孔焊盘孔表面。
19、在一个实施例中,所述焊接方法还包括:
20、s5、焊接完成后清洗通孔焊盘孔上的焊接面及焊点。
21、在一个改进的实施例中,上述第一种焊料为熔点302℃的pb90/sn10锡膏,所述第二种焊料为熔点183℃的pb63/sn37锡膏。
22、优选的,上述焊接温度为260℃。
23、与现有技术相比,本发明的有益效果是:本发明公开的通孔焊盘孔上表贴器件的焊接方法,可以提高了表贴器件的焊接面,能够形成高可靠性的焊点,且能够避免焊料经通孔流入并堆积在非焊接面上,还能够避免出现焊接空洞的情况出现,可以大大提高焊接质量。
24、再者,在印制板研制阶段,在需要将通孔器件更换为表贴器件进行验证时,不需要重制印制板,大幅度降低了的研发成本。
技术特征:
1.一种通孔焊盘孔上表贴器件的焊接方法,其特征在于,焊接方法包括以下步骤:
2.根据权利要求1所述的通孔焊盘孔上表贴器件的焊接方法,其特征在于,所述焊接方法还包括:
3.根据权利要求1所述的通孔焊盘孔上表贴器件的焊接方法,其特征在于,封堵通孔焊盘孔的非焊接面的方法为:用耐温材料对通孔焊盘孔的非焊接面进行覆盖防护,其中耐温材料熔点>所述第一种焊料熔点。
4.根据权利要求3所述的通孔焊盘孔上表贴器件的焊接方法,其特征在于,所述耐温材料的外表面涂覆有阻焊胶,且阻焊胶熔点>耐温材料熔点>第一种焊料熔点。
5.根据权利要求3所述的通孔焊盘孔上表贴器件的焊接方法,其特征在于,所述耐温材料为胶带。
6.根据权利要求1所述的通孔焊盘孔上表贴器件的焊接方法,其特征在于,所述采用第一种焊料填充通孔焊盘孔的通孔,方法包括:
7.根据权利要求1所述的通孔焊盘孔上表贴器件的焊接方法,其特征在于,所述采用第二种焊料将表贴器件焊接在封堵后通孔焊盘孔表面,方法包括:
8.根据权利要求1所述的通孔焊盘孔上表贴器件的焊接方法,其特征在于,所述焊接方法还包括:
9.根据权利要求1~8任一项所述的通孔焊盘孔上表贴器件的焊接方法,其特征在于,所述第一种焊料为熔点302℃的pb90/sn10锡膏,所述第二种焊料为熔点183℃的pb63/sn37锡膏。
10.根据权利要求9所述的通孔焊盘孔上表贴器件的焊接方法,其特征在于,所述焊接温度为260℃。
技术总结
本发明提供了一种通孔焊盘孔上表贴器件的焊接方法,包括以下步骤:封堵通孔焊盘孔的非焊接面;采用第一种焊料填充通孔焊盘孔的通孔;采用第二种焊料将表贴器件焊接在封堵后通孔焊盘孔表面;其中,第一种焊料熔点>焊接温度>第二种焊料熔点。本发明提供的焊接方法能够解决解决表贴器件焊接到通孔焊盘孔上时,存在的容易出现焊接空洞、焊锡沿通孔壁流下并堆积在非焊接面、引脚焊接面小等问题,可以形成高可靠性的焊点,能够大幅度提高焊接质量。
技术研发人员:尹传道
受保护的技术使用者:陕西千山航空电子有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!