在电路板的镀金层上高效高精密粘贴胶带的装置及方法与流程
本发明涉及在电路板的镀金层上贴胶带的,特别是在电路板的镀金层上高效高精密粘贴胶带的装置及方法。
背景技术:
1、电子元件组件包括单面电路板、双面电路板、pcb板、多层印制电路板、印制电路板等,这些电子元件组件是控制器的核心组成部分,其能够发挥着重要作用,即能够控制数控机床、切割设备等的自动运行。某电路板1的顶表面上成型出有多道镀金层2,如图1所示,多道镀金层2由前往后顺次间隔设置。工艺上要求在各道镀金层2的顶表面上均覆盖上一层胶带3,如图2所示,胶带3的作用是避免在周转电路板1的过程中镀金层2受损,以起到保护镀金层2的作用。
2、车间内在电路板1上的各个镀金层2上贴胶带的操作方法:取出一个胶带,将胶带的一端先预先粘贴在第一道镀金层2的左端部上,而后沿着镀金层2的长度方向赶胶带,以将胶带与镀金层2之间的气泡驱赶出来,当胶带的右端部贴到镀金层2的右端部后,即可将整根胶带全部贴在镀金层2上;重复以上操作,即可在各道镀金层2上均粘贴一层胶带。
3、然而,车间内的操作方法虽然能够在镀金层2上贴胶带,但是在技术上仍然存在以下技术缺陷:
4、i、需要人工将胶带的一端预先粘接在镀金层2的左端部上,而后沿着镀金层2的长度方向赶胶带,整个动作都需人工来完成,这不仅增加了工人的工作强度,而且还增加了贴胶带时间,进而极大的降低了贴胶带效率。
5、ii、工人用手沿镀金层2的长度方向赶胶带时,胶带在力的作用下沿着其自身长度方向拉伸,造成当胶带全部贴在镀金层2上后,被拉伸的胶带沿其长度方向复位收缩,进而导致有一部分镀金层2并没有被胶带覆盖到,从而降低了贴胶带的质量,存在贴胶带精度低的技术缺陷。因此,亟需一种极大提高贴胶带效率、极大提高贴胶带精度的装置及方法。
技术实现思路
1、本发明的目的在于克服现有技术的缺点,提供一种极大提高贴胶带效率、极大提高贴胶带精度、自动化程度高的在电路板的镀金层上高效高精密粘贴胶带的装置及方法。
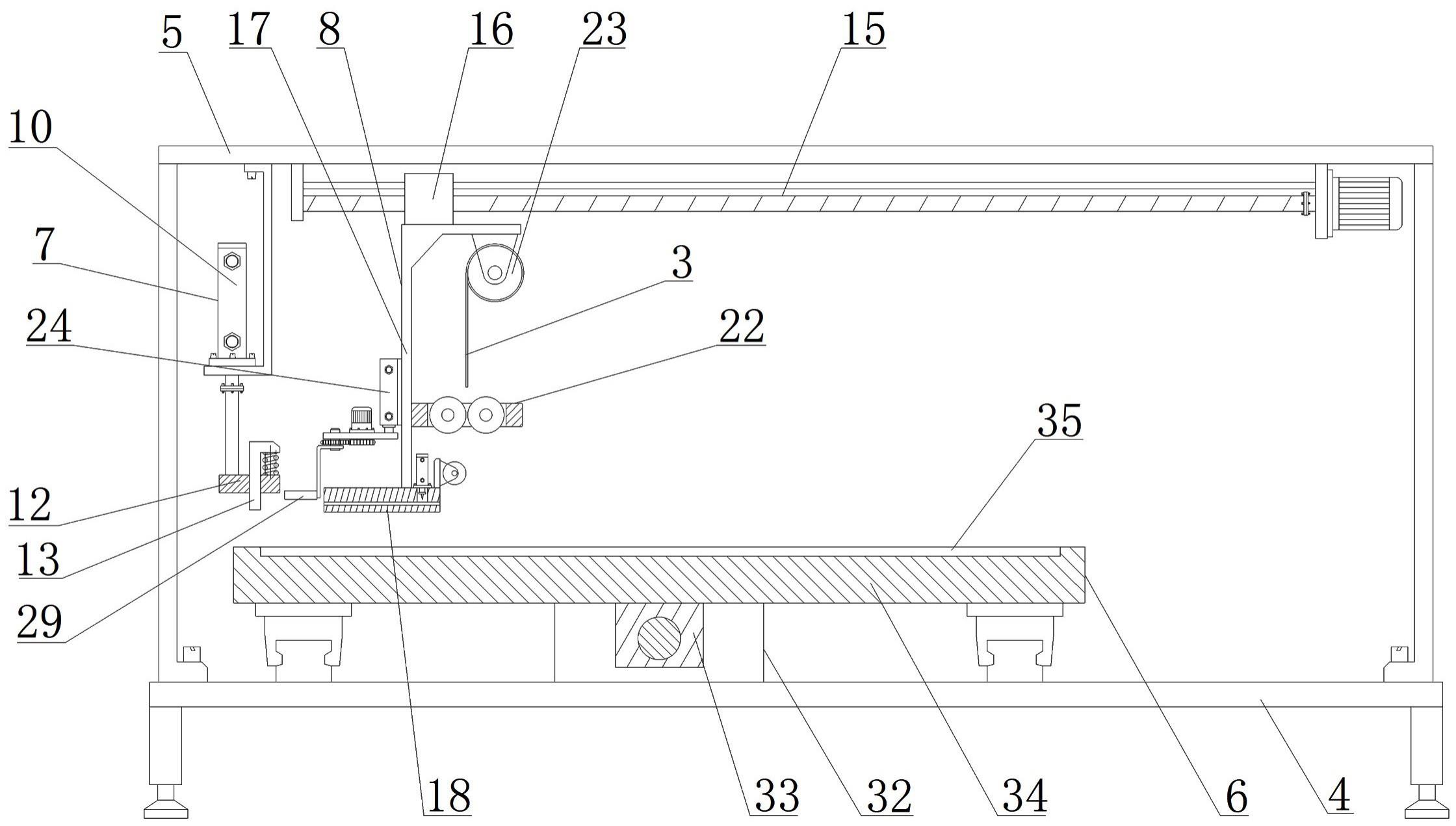
2、本发明的目的通过以下技术方案来实现:在电路板的镀金层上高效高精密粘贴胶带的装置,它包括设置于工作台上的龙门架,所述工作台的台面上设置有用于输送电路板的输送机构,所述龙门架横梁的底表面上设置有用于粘贴胶带的预粘贴机构和用于赶胶带与镀金层之间气泡的赶胶带机构;
3、所述预粘贴机构包括固设于横梁上的支架、固设于支架左端面上的压紧气缸,压紧气缸的活塞杆贯穿支架设置,且延伸端上连接有固定杆,固定杆的底端固设有压板,压板内设置有l板,l板的垂直板滑动贯穿压板设置,l板的水平板设置于压板的正上方,l板的水平板与压板之间固设有立式弹簧;
4、所述赶胶带机构设置于预粘贴机构的右侧,赶胶带机构包括固设于横梁上的水平丝杆螺母副,水平丝杆螺母副的水平螺母的底表面上焊接有连接板,连接板的底表面上焊接有水平设置的导向套,导向套的导向孔与l板的垂直板左右相对立设置,导向套的顶表面上开设有连通其导向孔的通槽,通槽的正上方设置有固设于导向套顶表面上的裁切气缸,裁切气缸的活塞杆伸入于通槽内,且延伸端上固设有切刀;
5、所述连接板的右端面上设置有送胶带机构和放卷盘,放卷盘设置于送胶带机构的上方且旋转安装于连接板上,放卷盘上缠绕有多圈胶带,连接板的左端面上固设有升降气缸,升降气缸活塞杆的作用端上固设有升降板,升降板的底表面上经转轴旋转安装有两个前后设置的从动齿轮,两个从动齿轮相啮合,两个转轴的底部固焊接有向下延伸的支板,支板设置于导向套的左侧,两个支板的左端面上均焊接有赶胶块,两个赶胶块的内端面相接触,升降板的顶表面上固设有往复电机,往复电机的输出轴贯穿升降板设置,且延伸端上连接有主动齿轮,主动齿轮与后侧的从动齿轮相啮合。
6、所述工作台的底表面上设置有多根支撑于地面上的支撑腿。
7、所述输送机构包括设置于工作台台面上的纵向丝杆螺母副,纵向丝杆螺母副的纵向螺母的顶表面上固设有定位台,定位台的顶表面上开设有定位槽,定位槽的外轮廓与电路板的外轮廓相配合,定位槽的深度小于电路板的厚度。
8、所述导向套的顶表面上旋转安装有位于裁切气缸右侧的牵引轮。
9、所述导向套的导向孔的内壁上涂覆有特氟龙层。
10、所述送胶带机构包括焊接于连接板右端面上的围框,围框内且位于其前后边上旋转安装有驱动滚筒和从动滚筒,驱动滚筒与从动滚筒相切,围框的后边上固设有驱动电机,驱动电机的输出轴与驱动滚筒的一端相连接。
11、所述裁切气缸设置于连接板的右侧。
12、该装置还包括控制器,所述控制器与压紧气缸的电磁阀、升降气缸的电磁阀、裁切气缸的电磁阀、往复电机、驱动电机经信号线电连接。
13、在电路板的镀金层上高效高精密粘贴胶带的方法,它包括以下步骤:
14、s1、工人将电路板由上往下嵌入于输送机构的定位台的定位槽内,由于定位槽的外轮廓与电路板的外轮廓相配合,从而实现了电路板的定位,此时电路板上的第一道镀金层的左端部刚好处于压板和两个赶胶块的正下方;
15、s2、将放卷盘上的胶带的首端部牵引出来,将胶带的首端部绕过牵引轮,而后将胶带从右往左穿过导向套的导向孔,随后将胶带的首端部靠在l板的垂直板上,从而实现了对胶带的首端部定位;
16、s3、在第一道镀金层的顶表面上贴一层胶带,其具体操作步骤为:
17、s31、胶带首端部的预粘贴:控制预粘贴机构的压紧气缸的活塞杆向下伸出,活塞杆带动固定杆向下运动,固定杆带动压板向下运动,压板带动l板向下运动,l板的垂直板压在定位台的顶表面上,而后压板相对于静止的l板的向下运动,压板将胶带的首端部压在镀金层左端部的顶表面上,从而实现了对胶带首端部的预粘贴;
18、s32、控制赶胶带机构的升降气缸的活塞杆向下伸出,活塞杆带动升降板向下运动,升降板带动往复电机、主动齿轮、两个从动齿轮向下运动,两个从动齿轮带动对应的支板向下运动,支板带动赶胶块向下运动,当升降气缸的活塞杆完全伸出后,两个赶胶块刚好压在胶带的顶表面上;
19、s33、控制往复电机启动,往复电机带动主动齿轮做往复的顺逆时针旋转,主动齿轮带动与其相啮合的从动齿轮做往复的顺逆时针旋转,该从动齿轮带动另一个从动齿轮做顺逆时针旋转,两个从动齿轮的转轴带动赶胶块做同步的顺逆时针旋转,转轴带动与其相连的赶胶块做同步的顺逆时针旋转,两个赶胶块将胶带与镀金层之间的气泡朝镀金层的外边缘赶;
20、s34、控制驱动电机启动,驱动电机带动驱动滚筒旋转,在驱动滚筒和从动滚筒的配合下,位于放卷盘上的胶带逐渐放卷出来,同时控制水平丝杆螺母副的伺服电机启动,水平丝杆螺母副的水平螺母从左往右做直线运动,水平螺母带动连接板向右做直线运动,进而带动导向套和赶胶块同步向右做直线运动,赶胶块逐渐沿着镀金层的长度方向将胶带粘贴法在镀金层上;当驱动电机旋转到设定圈数后,控制器立即控制驱动电机关闭,同时控制裁切气缸的活塞杆向下伸出,活塞杆带动切刀向下运动,切刀将位于导向套内的胶带切断;当赶胶块向右运动到镀金层的外侧后,从而最终在第一道镀金层的顶表面上贴一层胶带;
21、s35、在第一道镀金层的顶表面上贴好一层胶带后,控制往复电机关闭,随后控制压紧气缸的活塞杆向上缩回,压紧气缸带动压板向上复位,随后控制升降气缸的活塞杆向上缩回,以使两个赶胶块向上复位,复位后,控制水平丝杆螺母副的伺服电机反转,以使两个赶胶块运动到初始位置;
22、s4、控制纵向丝杆螺母副的伺服电机启动,伺服电机带动纵向螺母向前运动,纵向螺母带动定位台向前运动,当定位台向前运动到设定行程后,控制器控制纵向丝杆螺母副的伺服电机关闭,此时电路板上的第二道镀金层刚好处于贴胶带工位;重复步骤s3的操作,即可在第二道镀金层的顶表面上贴一层胶带;
23、s5、如此重复步骤s4的操作多次,即可在电路板上的各个镀金层的顶表面上粘贴一层胶带。
24、本发明具有以下优点:本发明极大提高贴胶带效率、极大提高贴胶带精度、自动化程度高。
- 还没有人留言评论。精彩留言会获得点赞!