一种厚铜板或超厚铜箔板线路图形制作工艺的制作方法
本发明涉及pcb加工,特别涉及一种厚铜板或超厚铜箔板线路图形制作工艺。
背景技术:
1、随着电子设备的迅猛发展,印制线路板的需求越来越大,目前印制线路板已经广泛运用到所有电子设备中,小至微电子以及超精器件,大到汽车、军工、航空航天产品,甚至深入到航空航天产品中的运载火箭、应用卫星、载人飞船、空间站、深空探测飞行器等宇航产品。由于航空航天产品使用的特殊环境决定了航空航天产品对可靠性的要求高,电路板产品随着功率器件的性能提升,电路板所承受的电流从毫安级发展到安培级,尤其是大功率电源产品,常规hoz、1oz产品无法满足电流要求,厚铜产品、超厚铜产品应运而生。该产品可传输电流达到5a~100a级,另电源板要求电压不断的提升,例如激光器电源及军品类大功率电源要承载电压达1000v~4000v。所以对线路板耐电压及导热方面不断的提升性能指标。
2、现有技术中,对厚铜产品、超厚铜产品线路制作使用碱性或酸性蚀刻方式制作,该工艺有线路侧蚀大问题,密集线路和孤立线路蚀刻能力不一致,导致线路电阻、电感不合格。
技术实现思路
1、本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种厚铜板或超厚铜箔板线路图形制作工艺,能够改善药水蚀刻带来侧蚀大带来的电阻、电感不合格问题。
2、根据本发明的第一方面,提供一种厚铜板或超厚铜箔板线路图形制作工艺,包括以下步骤:
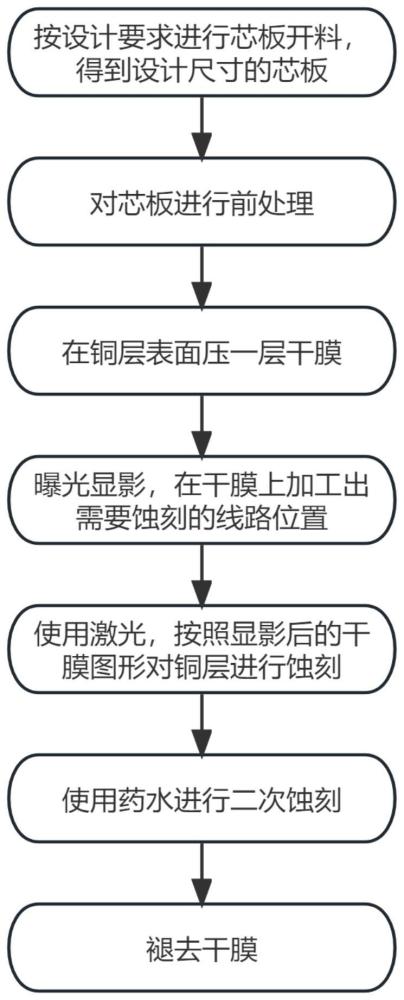
3、步骤一:按设计要求进行芯板开料,得到设计尺寸的芯板;
4、步骤二:对芯板进行前处理;
5、步骤三:在铜层表面压一层干膜;
6、步骤四:曝光显影,在干膜上加工出需要蚀刻的线路位置;
7、步骤五:使用激光,按照显影后的干膜图形对铜层进行蚀刻;
8、步骤六:使用药水进行二次蚀刻;
9、步骤七:褪去干膜。
10、根据本发明实施例的一种厚铜板或超厚铜箔板线路图形制作工艺,至少具有如下有益效果:一种厚铜板或超厚铜箔板线路图形制作工艺包括以下步骤:步骤一:按设计要求进行芯板开料,得到设计尺寸的芯板;步骤二:对芯板进行前处理;步骤三:在铜层表面压一层干膜步骤四:曝光显影,在干膜上加工出需要蚀刻的线路位置;步骤五:使用激光,按照显影后的干膜图形对铜层进行蚀刻;步骤六:使用药水进行二次蚀刻;步骤七:褪去干膜。通过在药水蚀刻前增加激光蚀刻,减少药水蚀刻的深度,能够使得线路底边的斜面高度更小,大幅提升线路的电阻电感合格率。
11、根据本发明所述的一种厚铜板或超厚铜箔板线路图形制作工艺,在步骤五中,设定成品铜层厚度x,则激光蚀刻加工去除的铜层厚度为:x-1oz。
12、根据本发明所述的一种厚铜板或超厚铜箔板线路图形制作工艺,在步骤五中需要增加用于定位的mark点。
13、根据本发明所述的一种厚铜板或超厚铜箔板线路图形制作工艺,在步骤五中增加的mark点为至少四个,四个mark点分别位于板边的四角。
14、根据本发明所述的一种厚铜板或超厚铜箔板线路图形制作工艺,在步骤四中,显影的实际宽度小于设计成品宽度1oz。
15、根据本发明所述的一种厚铜板或超厚铜箔板线路图形制作工艺,在步骤二中,前处理工艺包括以下步骤:
16、s1:水预浸洗去铜表面上的杂质并使铜层面润湿;
17、s2:采用5~10%的硫酸溶液进行喷淋,喷淋时间小于1min;
18、s3:采用毛刷清洁铜层;
19、s4:采用压力水流清洗铜层;
20、s5:采用挤水辊吸取板材表面水分;
21、s6:采用冷风吹干板材;
22、s7:采用热风对板材进行烘干。
23、根据本发明所述的一种厚铜板或超厚铜箔板线路图形制作工艺,在步骤s3中,分为粗刷和精刷两次刷版,粗刷的刷辊为300目,精刷的刷辊为500目。
24、根据本发明所述的一种厚铜板或超厚铜箔板线路图形制作工艺,在步骤s4中,压力水洗的压力要保持在12.5bar以上。
25、根据本发明所述的一种厚铜板或超厚铜箔板线路图形制作工艺,在步骤s7中,烘干段的温度控制在75~85℃之间。
26、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种厚铜板或超厚铜箔板线路图形制作工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种厚铜板或超厚铜箔板线路图形制作工艺,其特征在于,在步骤五中,设定成品铜层厚度x,则激光蚀刻加工去除的铜层厚度为:x-1oz。
3.根据权利要求1所述的一种厚铜板或超厚铜箔板线路图形制作工艺,其特征在于,在步骤五中需要增加用于定位的mark点。
4.根据权利要求3所述的一种厚铜板或超厚铜箔板线路图形制作工艺,其特征在于,在步骤五中增加的mark点为至少四个,四个mark点分别位于板边的四角。
5.根据权利要求2所述的一种厚铜板或超厚铜箔板线路图形制作工艺,其特征在于,在步骤四中,显影的实际宽度小于设计成品宽度1oz。
6.根据权利要求1所述的一种厚铜板或超厚铜箔板线路图形制作工艺,其特征在于,在步骤二中,前处理工艺包括以下步骤:
7.根据权利要求6所述的一种厚铜板或超厚铜箔板线路图形制作工艺,其特征在于,在步骤s3中,分为粗刷和精刷两次刷版,粗刷的刷辊为300目,精刷的刷辊为500目。
8.根据权利要求6所述的一种厚铜板或超厚铜箔板线路图形制作工艺,其特征在于,在步骤s4中,压力水洗的压力要保持在12.5bar以上。
9.根据权利要求6所述的一种厚铜板或超厚铜箔板线路图形制作工艺,其特征在于,在步骤s7中,烘干段的温度控制在75~85℃之间。
技术总结
本发明公开了一种厚铜板或超厚铜箔板线路图形制作工艺,涉及PCB加工技术领域,改善药水蚀刻带来侧蚀大带来的电阻、电感不合格问题。一种厚铜板或超厚铜箔板线路图形制作工艺包括以下步骤:步骤一:按设计要求进行芯板开料,得到设计尺寸的芯板;步骤二:对芯板进行前处理;步骤三:在铜层表面压一层干膜步骤四:曝光显影,在干膜上加工出需要蚀刻的线路位置;步骤五:使用激光,按照显影后的干膜图形对铜层进行蚀刻;步骤六:使用药水进行二次蚀刻;步骤七:褪去干膜。通过在药水蚀刻前增加激光蚀刻,减少药水蚀刻的深度,能够使得线路底边的斜面高度更小,大幅提升线路的电阻电感合格率。
技术研发人员:马辰采,刘江,荀宗献,黄德业
受保护的技术使用者:珠海杰赛科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!