软性电路板制造贴片定位粘接装置及其使用方法与流程
本发明涉及软性电路板制造,尤其涉及软性电路板制造贴片定位粘接装置及其使用方法。
背景技术:
1、柔性电路板(flexible printed circuit,简称fpc),是以聚酰亚胺或聚酯薄膜为基材制成的一种印刷电路板,fpc具有配线密度高、重量轻、厚度薄、弯折性好的特点。
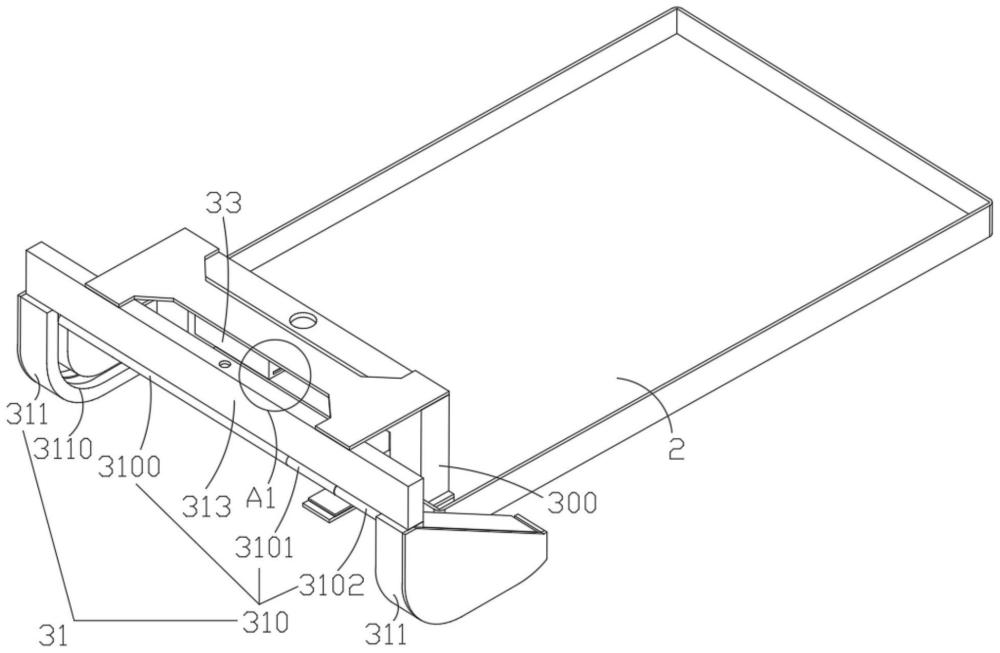
2、图1示出了一种fpc1,该fpc1整体类似t形,由长边10和短边11组成,短边11靠近长边10的端部。图2至图3示出了一种框体2,该框体2呈矩形,框体2的一侧边开设有通槽20。在进行背光源产品的前段组装时,框体2内贴有第一泡沫胶21、背面贴有第二泡沫胶22,fpc1的长边10相背的两个宽侧面可以进一步细分成与第一泡沫胶21贴合的第一贴胶面、与其他外部组件接触的第一接触面100,短边11从通槽20穿出,弯折后与第二泡沫胶22贴合,fpc1的短边11相背的两个宽侧面可以进一步细分成与第二泡沫胶22贴合贴合的第二贴胶面110、与其他外部组件接触的第二接触面111。
3、目前,fpc1的定位粘接都是通过人工实现,所存在的不足包括:生产人员操作水平的差异导致定位粘接效果的不一致;生产人员难以长时间保持高度专注,导致生产效率不稳定。
4、因此,需研发出用于定位粘接的自动化装置,以解决人工操作导致的粘接效果和生产效率不稳定的问题。
技术实现思路
1、有鉴于此,本发明的目的是提供软性电路板制造贴片定位粘接装置及其使用方法,以解决人工操作导致的粘接效果和生产效率不稳定的问题。
2、为实现上述目的,
3、本发明提供一种软性电路板制造贴片定位粘接装置,用于粘接fpc和框体;框体的侧面设有通槽,框体内贴有第一泡沫胶,框体的背面贴有第二泡沫胶;fpc包括长边和短边,长边包括第一贴胶面和第一接触面,短边包括第二贴胶面;包括:
4、定位组件,用于在贴片时对框体进行定位;以及
5、真空吸附头,用于吸附第一接触面;以及
6、牵拉组件,用于对短边的末端进行牵拉,使其朝框体的背面弯折,直至第二贴胶面与第二泡沫胶贴合;以及
7、机械手,用于带动所述真空吸附头和所述牵拉组件沿框体的长度方向和高度方向移动,所述真空吸附头所到达的位置依次为横移起点位、横移终点位、贴胶位,位于横移起点位时,第一贴胶面位于第一泡沫胶的斜上方,短边对准通槽,位于横移终点位时,第一贴胶面位于第一泡沫胶的正上方,短边穿出通槽,位于贴胶位时,第一贴胶面与第一泡沫胶贴合;以及
8、工控机,用于电连接并控制所述牵拉组件和所述机械手。
9、在一些实施例中,所述真空吸附头呈叉状,且包括三个吸附叉齿;短边靠近长边的右端;三个所述吸附叉齿,第一个所述吸附叉齿用于吸附第一接触面的左侧,第二个所述吸附叉齿用于吸附第一接触面的右侧,第三个所述吸附叉齿用于吸附第一接触面的中间区域,第三个所述吸附叉齿和第二个所述吸附叉齿关于短边呈对称分布。
10、在一些实施例中,所述软性电路板制造贴片定位粘接装置还包括防弯曲组件,用于在所述机械手移动时防止短边弯曲;短边包括第二接触面;
11、所述防弯曲组件包括吊片、第一双面胶纸;所述第一双面胶纸包括相背的第一粘接面、第二粘接面;所述第一粘接面用于贴合并粘接所述吊片,所述第二粘接面用于贴合并粘接第二接触面;所述第一粘接面的粘接强度大于所述第二粘接面的粘接强度;所述吊片与所述真空吸附头固定。
12、在一些实施例中,所述防弯曲组件还包括连接片;所述连接片叠放在所述吊片靠近所述真空吸附头的一端;所述连接片与所述吊片固定;第二个所述吸附叉齿和第三个所述吸附叉齿相对的侧表面,均设置有与所述连接片对应的卡槽;所述连接片的两端分别与两个所述卡槽的内壁固定。
13、在一些实施例中,所述软性电路板制造贴片定位粘接装置还包括与所述真空吸附头固定的收纳盒;所述收纳盒位于第一个所述吸附叉齿和第三个所述吸附叉齿之间,且用于收纳双面胶带;双面胶带用第一双面胶纸缠绕而成;所述收纳盒的侧面设有用于抽出双面胶带的抽拉口。
14、在一些实施例中,所述牵拉组件包括:
15、第二双面胶纸,用于粘接短边的末端进行牵拉;以及
16、牵拉轴,其与短边对应的区域缠绕有所述第二双面胶纸;以及
17、呈对称分布的两个导向座,两个所述导向座相对的侧表面均设置有与所述牵拉轴的端部适配的导向槽,所述导向槽呈l形,所述牵拉轴沿所述导向槽移动时,短边的末端朝框体的背面弯折,直至第二贴胶面与第二泡沫胶贴合;以及
18、两个伸缩气囊,其与所述牵拉轴的两端分别对应,所述伸缩气囊固定在所述导向槽内,且较之所述牵拉轴更靠近所述导向槽的出口;以及
19、抽放气盒,其两端分别与两个所述导向座固定,所述机械手用于带动所述抽放气盒移动;
20、两根连接管,分别穿设固定在所述抽放气盒的两端,用于连接所述伸缩气囊;以及
21、充放气组件,用于对所述抽放气盒进行充气或放气,并与所述工控机电连接并受其控制。
22、在一些实施例中,所述导向槽的槽底嵌设有磁铁;所述伸缩气囊的内部固定安装有与所述磁铁对应的铁块。
23、在一些实施例中,所述牵拉轴由沿其长度方向依次设置的第一轴体、第二轴体以及第三轴体组成;所述第一轴体以及所述第三轴体均为硬质轴;所述第二轴体为封闭气囊;所述第二轴体与短边对应;所述第二双面胶纸缠绕在所述第二轴体上;所述第一轴体的一端与一个所述导向座的所述导向槽适配,所述第一轴体的另一端与所述第二轴体的一端固定,所述第二轴体的另一端与所述第三轴体的一端固定,所述第三轴体的另一端与另一个所述导向座的所述导向槽适配。
24、在一些实施例中,所述定位组件包括用于吸附框体的真空吸附盘;所述真空吸附盘设置有与框体适配的定位槽;所述软性电路板制造贴片定位粘接装置还包括对所述真空吸附盘和所述真空吸附头进行抽真空的抽真空组件;所述抽真空组件与所述工控机电连接并受其控制。
25、本发明还提供一种软性电路板制造贴片定位粘接方法,应用如上所述的软性电路板制造贴片定位粘接装置,包括如下步骤:
26、定位组件对贴有第一泡沫胶和第二泡沫胶的框体进行定位;
27、机械手在工控机的控制下,带动真空吸附头和牵拉组件移动至预设的fpc取料处,所述真空吸附头吸附第一接触面;
28、所述机械手在所述工控机的控制下,带动所述真空吸附头和所述牵拉组件移动至横移起点位,使得第一贴胶面位于第一泡沫胶的斜上方,短边对准通槽;
29、所述机械手在所述工控机的控制下,带动所述真空吸附头和所述牵拉组件从横移起点位开始,沿框体的长度方向移动,直至到达横移终点位,使得第一贴胶面位于第一泡沫胶的正上方,短边穿出通槽;
30、所述机械手在所述工控机的控制下,带动所述真空吸附头和所述牵拉组件从横移终点位开始,沿框体的高度方向移向第一泡沫胶,直至第一贴胶面挤压第一泡沫胶并与其贴合;
31、所述牵拉组件在所述工控机的控制下,对短边的末端进行牵拉,使其朝框体的背面弯折,直至第二贴胶面与第二泡沫胶贴合,即完成fpc的贴片定位粘接工作。
32、与现有技术相比,本发明的有益效果在于:fpc的贴片定位粘接可以通过机器完成,实现自动化,无需人工贴合,使得粘接效果和生产效率更为稳定。设备具体的工作过程如下:
33、定位组件对贴有第一泡沫胶和第二泡沫胶的框体进行定位;
34、机械手在工控机的控制下,带动真空吸附头和牵拉组件移动至预设的fpc取料处,真空吸附头吸附第一接触面;
35、机械手在工控机的控制下,带动真空吸附头和牵拉组件移动至横移起点位,使得第一贴胶面位于第一泡沫胶的斜上方,短边对准通槽;
36、机械手在工控机的控制下,带动真空吸附头和牵拉组件从横移起点位开始,沿框体的长度方向移动,直至到达横移终点位,使得第一贴胶面位于第一泡沫胶的正上方,短边穿出通槽;
37、机械手在工控机的控制下,带动真空吸附头和牵拉组件从横移终点位开始,沿框体的高度方向移向第一泡沫胶,直至第一贴胶面挤压第一泡沫胶并与其贴合;
38、牵拉组件在工控机的控制下,对短边的末端进行牵拉,使其朝框体的背面弯折,直至第二贴胶面与第二泡沫胶贴合,即完成fpc的贴片定位粘接工作。
- 还没有人留言评论。精彩留言会获得点赞!