一种连续性真空快压机的制作方法
本技术涉及连续式快压机,特别是涉及一种连续性真空快压机。
背景技术:
1、在柔性线路板产品的制造过程中,需要将软质膜层贴合在硬质片的表面上,即在硬质片的上下表面上贴上一层软质的膜层,一般通过快压机实现。
2、专利号为cn210026577u的中国专利公开了一种连续式自动快压机,包括进料机、快压机及出料机,进料机设置在快压机的进料一侧,出料机设置在快压机的出料一侧,快压机设置在进料机和出料机之间,但是该快压机在热压合工序中,产品贴合依然不够平整,产品表面易存在气泡,得到的产品的质量较差。
3、因此,为了解决这一问题,需要提出一种连续性真空快压机。
技术实现思路
1、本实用新型的目的是克服了现有技术的问题,提供了一种产品的品质佳且生产效率高效的连续性真空快压机。
2、为了达到上述目的,本实用新型采用以下方案:
3、一种连续性真空快压机,包括放料装置和收料装置,还包括位于放料装置和收料装置之间的真空快压装置;所述真空快压装置包括:
4、机架,其两侧设有分别与放料装置和收料装置相通且位置相对应的膜片输入口和膜片输出口;
5、定模组件,其设在机架上;
6、推动装置,其设在所述机架上且位于所述定模组件的下方;
7、动模组件,所述推动装置与所述动模组件连接且推动所述动模组件相对所述定模组件上下移动;在所述动模组件的上端面与定模组件的下端面相压合时,所述动模组件的上端面与定模组件的下端面之间具有分别与所述膜片输入口和膜片输出口位置相连通的压合型腔;
8、无痕密封圈结构,所述动模组件的上端面与定模组件的下端面上均设有位置可相对应且用于密封所述压合型腔的外周侧的所述无痕密封圈结构;
9、真空抽气流道,其设在所述定模组件上且与所述压合型腔相连通,并用于与真空装置相连通。
10、进一步地,所述定模组件包括由上至下依次连接的定模安装板、定模加热板、定模导热板和定模压合板;所述动模组件包括由下至上依次连接的动模安装板、动模加热板、动模导热板和动模压合板;在所述动模组件的上端面与定模组件的下端面相压合时,所述定模压合板和动模压合板之间具有所述压合型腔。
11、进一步地,所述无痕密封圈结构包括扁状密封圈片和曲边密封圈片;所述扁状密封圈片的内圈边侧与所述曲边密封圈片的内圈边侧密封连接;所述曲边密封圈片的外圈边侧相对所述扁状密封圈片的外圈边侧方向倾斜朝上延伸设置;所述扁状密封圈片和曲边密封圈片之间形成夹角环槽。
12、进一步地,所述扁状密封圈片的内圈边侧与所述曲边密封圈片的内圈边侧之间的连接处为夹角部;所述定模压合板和动膜压合板上均设有圈体定位环槽和角部定位环槽;所述角部定位环槽设在所述圈体定位环槽的内槽壁上;所述扁状密封圈片嵌入所述圈体定位环槽内;所述夹角部嵌入所述角部定位环槽内;所述定模压合板和动膜压合板上均连接有用于压紧所述扁状密封圈片的外圈边侧的紧固压环片;所述曲边密封圈片的外圈边侧伸出所述圈体定位环槽外。
13、进一步地,所述扁状密封圈片的内圈边侧的厚度比扁状密封圈片的内圈边侧的厚度厚;所述曲边密封圈片的内圈边侧的厚度比曲边密封圈片的外圈边侧的厚度厚;所述曲边密封圈片为弧形密封圈片。
14、进一步地,所述曲边密封圈片的外圈边侧的俯视角度投影在所述扁状密封圈片的外圈边侧的俯视角度投影外。
15、进一步地,所述真空抽气流道包括抽气流道槽、第一抽气流道和第二抽气流道;所述抽气流道槽设在定模压合板上;所述第一抽气流道设在所述抽气流道槽内且纵向垂直经过所述定模压合板、定模导热板和定模压合板;所述第二抽气流道设在所述定模加热板内且与所述第一抽气流道相连通。
16、进一步地,所述抽气流道槽呈条形槽;所述抽气流道槽相对所述定模压合板的前后方向延伸设置形成。
17、进一步地,所述抽气流道槽至少有2条;每条抽气流道槽内至少有2条所述第一抽气流道。
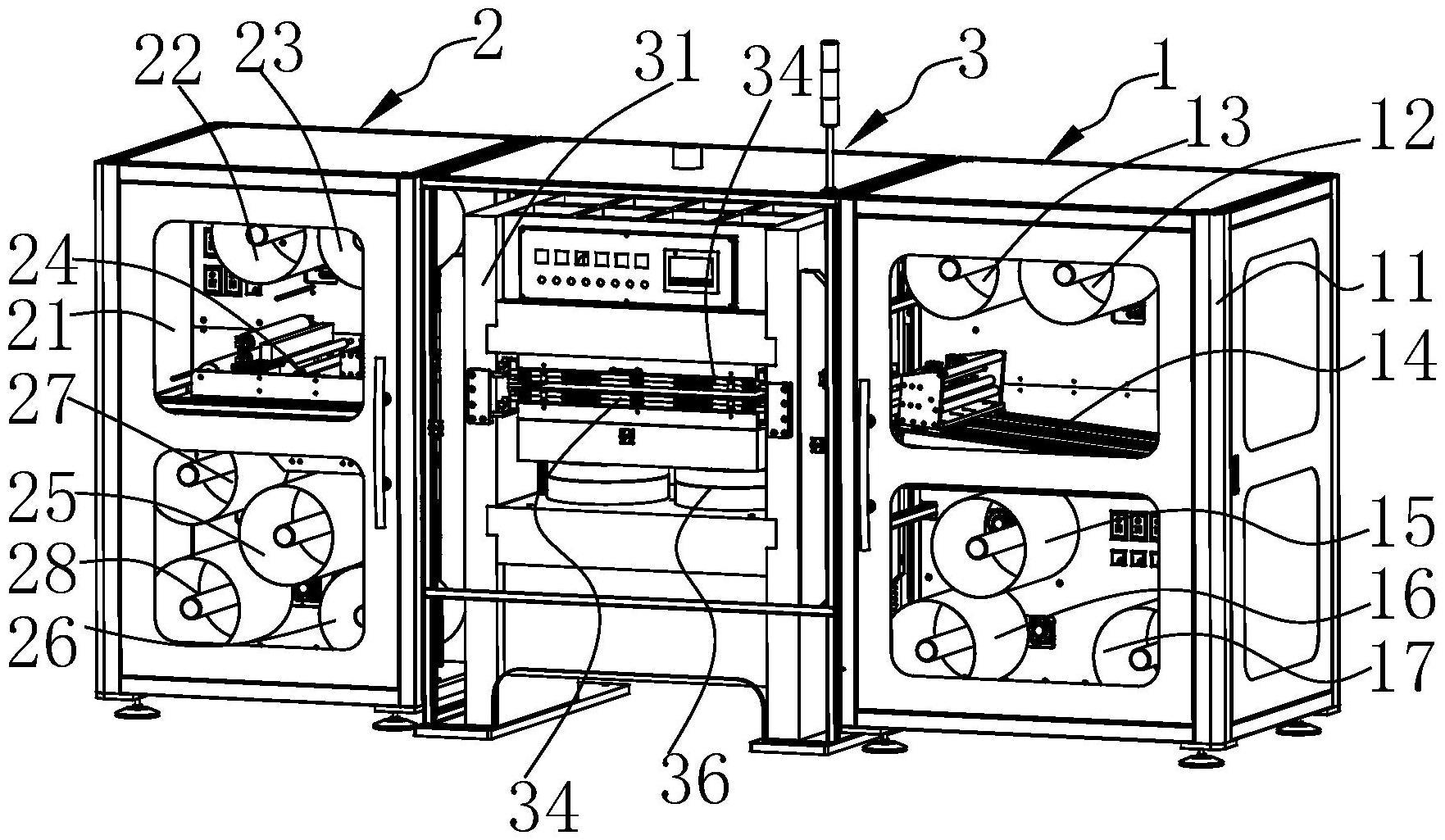
18、进一步地,所述放料装置包括放料机壳、上离型膜卷放装置、上玻纤布卷放装置、膜片集合输送装置、下离型膜卷放装置、下玻纤布卷放装置和待压产品卷放装置;所述上离型膜卷放装置和上玻纤布卷放装置设在所述放料机壳上端;所述膜片集合输送装置对应所述膜片输入口的位置设在所述放料机壳上,所述下离型膜卷放装置、下玻纤布卷放装置和待压产品卷放装置位于所述膜片集合输送装置的下方且设在所述放料机壳下端上;
19、所述收料装置包括收料机壳、上离型膜收卷装置、上玻纤布收卷装置、膜片分散输送装置、下离型膜收卷装置、下玻纤布收卷装置和产品收卷装置和辅料收卷装置;所述上离型膜收卷装置和上玻纤布收卷装置设在所述收料机壳上端;所述膜片分散输送装置对应所述膜片输出口的位置设在所述收料机壳上,所述下离型膜收卷装置、下玻纤布收卷装置、产品收卷装置和辅料收卷装置位于所述膜片分散输送装置的下方且设在所述收料机壳下端上。
20、与现有的技术相比,本实用新型具有如下优点:
21、1、本实用新型在放料装置和收料装置之间设置真空快压装置,对真空快压装置进行改进,在动模组件的上端面与定模组件的下端面之间设置位置相对的一对无痕密封圈结构,待压产品从放料装置经过膜片输入口进入机架内,直至待压产品置于动模组件和定模组件之间,接着推动装置推动该动模组件向定模组件移动,使动模组件的上端面与定模组件的下端面压合在一起,再利用真空装置对真空抽气流道抽气,使压合型腔形成真空环境,有利于待压产品上的软质膜层更好地贴合在硬质片,减少待压产品上的气泡,加快待压产品压合成型,产品的品质佳,提高生产效率,同时,在无痕密封圈结构的作用下,可以避免产品的表面无压痕,对产品起到良好的保护作用,从而达到良好的良品率。
22、2、本实用新型从进料、压合、收料工序,全部依靠设备完成,不需要人工操作,自动化高,生产率高效。
技术特征:
1.一种连续性真空快压机,包括放料装置和收料装置,其特征在于,还包括位于放料装置和收料装置之间的真空快压装置;所述真空快压装置包括:
2.根据权利要求1所述的连续性真空快压机,其特征在于,所述定模组件包括由上至下依次连接的定模安装板、定模加热板、定模导热板和定模压合板;所述动模组件包括由下至上依次连接的动模安装板、动模加热板、动模导热板和动模压合板;在所述动模组件的上端面与定模组件的下端面相压合时,所述定模压合板和动模压合板之间具有所述压合型腔。
3.根据权利要求2所述的连续性真空快压机,其特征在于,所述无痕密封圈结构包括扁状密封圈片和曲边密封圈片;所述扁状密封圈片的内圈边侧与所述曲边密封圈片的内圈边侧密封连接;所述曲边密封圈片的外圈边侧相对所述扁状密封圈片的外圈边侧方向倾斜朝上延伸设置;所述扁状密封圈片和曲边密封圈片之间形成夹角环槽。
4.根据权利要求3所述的连续性真空快压机,其特征在于,所述扁状密封圈片的内圈边侧与所述曲边密封圈片的内圈边侧之间的连接处为夹角部;所述定模压合板和动膜压合板上均设有圈体定位环槽和角部定位环槽;所述角部定位环槽设在所述圈体定位环槽的内槽壁上;所述扁状密封圈片嵌入所述圈体定位环槽内;所述夹角部嵌入所述角部定位环槽内;所述定模压合板和动膜压合板上均连接有用于压紧所述扁状密封圈片的外圈边侧的紧固压环片;所述曲边密封圈片的外圈边侧伸出所述圈体定位环槽外。
5.根据权利要求3或4所述的连续性真空快压机,其特征在于,所述扁状密封圈片的内圈边侧的厚度比扁状密封圈片的内圈边侧的厚度厚;所述曲边密封圈片的内圈边侧的厚度比曲边密封圈片的外圈边侧的厚度厚;所述曲边密封圈片为弧形密封圈片。
6.根据权利要求3或4所述的连续性真空快压机,其特征在于,所述曲边密封圈片的外圈边侧的俯视角度投影在所述扁状密封圈片的外圈边侧的俯视角度投影外。
7.根据权利要求2所述的连续性真空快压机,其特征在于,所述真空抽气流道包括抽气流道槽、第一抽气流道和第二抽气流道;所述抽气流道槽设在定模压合板上;所述第一抽气流道设在所述抽气流道槽内且纵向垂直经过所述定模压合板、定模导热板和定模压合板;所述第二抽气流道设在所述定模加热板内且与所述第一抽气流道相连通。
8.根据权利要求7所述的连续性真空快压机,其特征在于,所述抽气流道槽呈条形槽;所述抽气流道槽相对所述定模压合板的前后方向延伸设置形成。
9.根据权利要求7或8所述的连续性真空快压机,其特征在于,所述抽气流道槽至少有2条;每条抽气流道槽内至少有2条所述第一抽气流道。
10.根据权利要求1所述的连续性真空快压机,其特征在于,所述放料装置包括放料机壳、上离型膜卷放装置、上玻纤布卷放装置、膜片集合输送装置、下离型膜卷放装置、下玻纤布卷放装置和待压产品卷放装置;所述上离型膜卷放装置和上玻纤布卷放装置设在所述放料机壳上端;所述膜片集合输送装置对应所述膜片输入口的位置设在所述放料机壳上,所述下离型膜卷放装置、下玻纤布卷放装置和待压产品卷放装置位于所述膜片集合输送装置的下方且设在所述放料机壳下端上;
技术总结
本技术涉及连续式快压机技术领域,公开了一种连续性真空快压机,包括放料装置、收料装置和真空快压装置;真空快压装置包括机架、定模组件、推动装置、动模组件、无痕密封圈结构和真空抽气流道。推动装置与动模组件连接;在动模组件的上端面与定模组件的下端面相压合时,动模组件的上端面与定模组件的下端面之间具有压合型腔;动模组件的上端面与定模组件的下端面上均设有位置可相对应的无痕密封圈结构;真空抽气流道设在定模组件上且与压合型腔相连通。该连续性真空快压机可以减少待压产品上的气泡,加快待压产品压合成型,产品的品质佳,生产效率高效,且在无痕密封圈结构的作用下,可以避免产品的表面无压痕,对产品起到良好的保护作用。
技术研发人员:杨茂森
受保护的技术使用者:中山市精畅自动化设备有限公司
技术研发日:20230421
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!