一种钎焊工艺的散热器的制作方法
本技术具体涉及一种钎焊工艺的散热器,属于液冷电源的散热器。
背景技术:
1、现有市场上液冷电源的散热器安装方式主要包括以下几种:
2、1、功率发热器件直接紧贴铝底板散热,散热回路短,散热快,但是占用空间大,铝底板利用率低;to247封装功率器件的耗散功率在45w左右;
3、2、功率发热器件紧贴铝型材或散热罐散热,铝型材或散热罐的底部涂硅脂然后贴铝底板散热;因为铝型材或散热罐、铝底板的接触面平整度有微小缝隙,涂导热硅脂导热,热阻大,散热效果差,一般情况下,to247封装功率器件的耗散功率在25w左右;
4、3、开模具定制l形状型材,功率器件紧贴l型材散热,开模费用高,受模具形状影响,线路板的布局难度大;一般情况下,to247封装功率器件的耗散功率在35w左右;
5、4、开模具压铸异形状型材,功率器件紧贴型材散热,开模费用高,压铸散热器成本高,产品开发周期长;
6、上述几种散热器和安装结构均存在一定的弊端,因此,亟待研发出一款能够很好应用于液冷电源功率发热器件散热的散热器。
技术实现思路
1、为解决上述问题,本实用新型提出了一种钎焊工艺的散热器,结构布局紧凑,散热效率高,功率器件温升低。
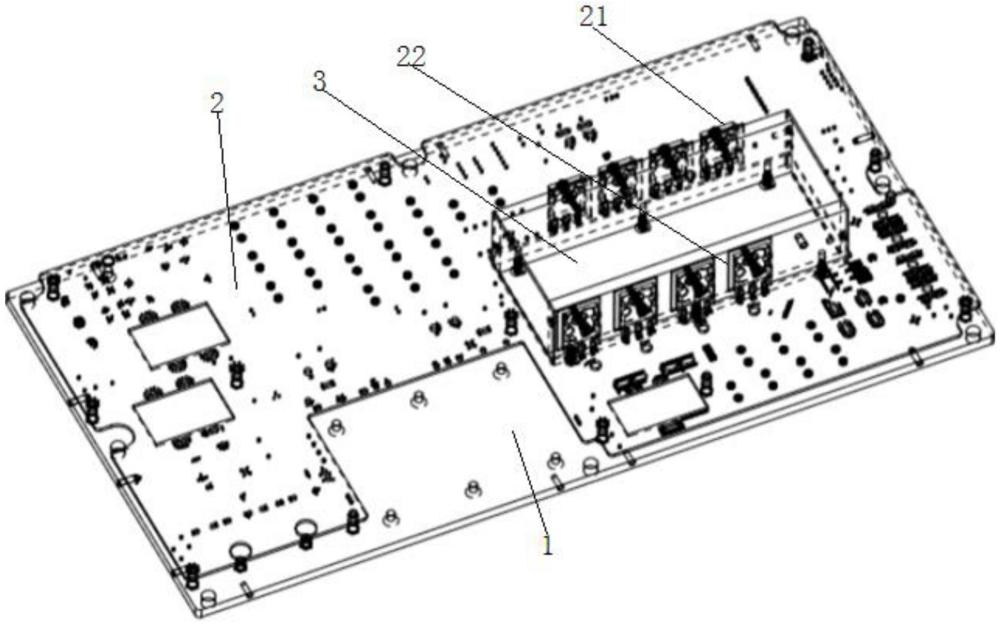
2、本实用新型的钎焊工艺的散热器,包括铝底板,所述铝底板上安装有电源pcb板和散热器;所述电源pcb板的功率管通过陶瓷片贴合到散热器上,并通过螺丝与散热器紧固;所述散热器通过钎焊工艺与铝底板一体焊接,所述散热器和铝底板表面不平整缝隙通过钎焊料填充并热熔焊接为一体。
3、散热器与铝底板焊接一体,形成钎焊底板,其各类散热罐根据要求钎焊在规定位置上;这样在组装时,省去了涂抹硅脂,打螺丝等工序,可有效提高作业效率;底板和散热罐采用钎焊工艺,使底板和散热罐结合更紧密,热传导效率更高,可有效提高散热性能;降低热阻,利于功率器件散热;降低散热器、铝罐和铝底板表面的加工平整度要求、减少铝底板加工预留螺钉位置;减少生产的人工操作工作量。
4、进一步地,所述散热器为与各功率器件匹配的一个或多个散热罐和/或一个或多个散热铝型材。
5、进一步地,所述散热罐内钎焊有换热管路;所述换热管路接入到风冷循环管路或水冷循环管路;加强散热罐独立的散热效果,在散热器内部温度、散热罐温度或铝底板达到温度设定的极限值时,触发风冷循环管路或水冷循环管路,风冷循环管路或水冷循环管路将风冷工介或水冷工介灌入换热管路,通过换热管路直接带走散热罐吸收的温度,快速降低散热罐温度,使其进入安全工作范围内。
6、与现有技术相比,本实用新型的钎焊工艺的散热器,结构布局紧凑,使用钎焊工艺将铝型材或散热罐与铝底板一体焊接,组装工艺简单,使用散热效果好,热阻低,功率器件温升低,延长功率器件寿命等优点,可广泛推广使用。
技术特征:
1.一种钎焊工艺的散热器,包括铝底板,所述铝底板上安装有电源pcb板和散热器;所述电源pcb板的功率管通过陶瓷片贴合到散热器上,并通过螺丝与散热器紧固;其特征在于:所述散热器通过钎焊工艺与铝底板一体焊接,所述散热器和铝底板表面不平整缝隙通过钎焊料填充并热熔焊接为一体。
2.根据权利要求1所述的钎焊工艺的散热器,其特征在于:所述散热器为与各功率器件匹配的一个或多个散热罐和/或一个或多个散热铝型材。
3.根据权利要求2所述的钎焊工艺的散热器,其特征在于:所述散热罐内钎焊有换热管路;所述换热管路接入到风冷循环管路或水冷循环管路。
技术总结
本技术公开了一种钎焊工艺的散热器,包括铝底板,所述铝底板上安装有电源PCB板和散热器;所述电源PCB板的功率管通过陶瓷片贴合到散热器上,并通过螺丝与散热器紧固;所述散热器通过钎焊工艺与铝底板一体焊接,所述散热器和铝底板表面不平整缝隙通过钎焊料填充并热熔焊接为一体。本技术的钎焊工艺的散热器,结构布局紧凑,使用钎焊工艺将铝型材或散热罐与铝底板一体焊接,组装工艺简单,使用散热效果好,热阻低,功率器件温升低,延长功率器件寿命等优点,可广泛推广使用。
技术研发人员:王建廷,杨俊锋,张振伟,田林松
受保护的技术使用者:深圳市联明电源股份有限公司
技术研发日:20230713
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!