基于机器视觉的贴装误差实时校正方法及系统与流程
本发明涉及贴片机控制,具体地涉及一种基于机器视觉的贴装误差实时校正方法及系统。
背景技术:
1、贴片机在进行实贴之前,通常先识别已经传入并固定的基板上的两个mark(标记)点,计算基板伸缩比、夹持角度,进而按照修正后的坐标作为实际贴装和cpk检测的参考理论坐标。
2、以上校正过程无误的话,可以保证在进行轴摆动补偿校正的贴装位置贴装精度是达标的,但是在其他区域贴装或者在不同温度下贴装,可能出现精度下降情况(贴装偏差平均值增大或标准差增大或两者都增大)。因此需要对贴装区域的xy坐标进行校正。
3、目前有以下两种方法来进行理论坐标校正补偿:
4、插值补偿:使用布满点阵圆形点的玻璃治具,按照理论位置运行到每个圆形点,拍摄这些圆形点的图像,计算各点位定位误差,实际贴装时按照具体坐标线性插值补偿。然而缺点是:为了满足使用要求,玻璃治具需要覆盖所有可能的贴装区域,该方法受环境温度变化和治具本身加工精度有限影响,实际补偿效果很有限。
5、动态误差补偿:建立温度变化、运动距离两个变量和坐标误差校正值之间的数学关系,模型拟合度高,能够实现单轴在不同运动距离、温度下动态坐标校正。然而缺点是:需要多点测温再进行计算,且没有考虑x轴和y轴的耦合,实际使用时难度大,工程意义有限。
6、因此,目前的贴装精度校正方案没有考虑轴形变、坐标系倾斜带来的影响,校正完毕后,存在其他贴装区域贴装精度无法保证的情况。
技术实现思路
1、本发明的目的是克服现有技术存在的问题,提供一种基于机器视觉的贴装误差实时校正方法及系统,提高了贴装精度,还克服了受每台机器的结构差异和装配差异、或者同一台机器在不同温度条件下运行,贴片机贴装平面坐标误差在不同机器上表现不一致的问题。
2、为了实现上述目的,本发明第一方面提供一种基于机器视觉的贴装误差实时校正方法,所述方法基于贴片机贴装平面坐标误差校正,包括以下步骤:
3、识别待贴装基板图像上的标记点,获取理论坐标;
4、标定贴装平面坐标系倾斜误差、x和y轴形变误差以及待贴装基板夹持倾斜误差,根据标记点的所述理论坐标得到消除坐标系倾斜误差、x和y轴形变误差以及待贴装基板夹持倾斜误差后的理论基板贴装坐标;
5、以标记点的理论基板贴装坐标为参照进行贴装。
6、优选地,所述标定贴装平面坐标系倾斜误差、x和y轴形变误差以及待贴装基板夹持倾斜误差,根据标记点的所述理论坐标得到消除坐标系倾斜误差、x和y轴形变误差以及待贴装基板夹持倾斜误差后的实际坐标包括以下过程:
7、标定贴片机平面坐标系x轴和y轴的夹角;
8、将待贴装基板上标记点的理论坐标转换为x轴和y轴的夹角为的倾斜平面坐标系坐标;
9、建立消除轴形变误差的坐标与倾斜平面坐标系坐标的转换关系;
10、计算待贴装基板在机器内部的夹持角度,依据所述转换关系,建立消除坐标系倾斜误差、x和y轴形变误差以及待贴装基板夹持倾斜误差的理论基板贴装坐标与所述理论坐标的关系式,根据关系式进行多项式拟合计算出x轴和y轴形变的具体参数;
11、根据x轴和y轴形变的具体参数和所述关系式得到所述理论基板贴装坐标。
12、优选地,所述标定贴片机平面坐标系x轴和y轴的夹角具体为:
13、贴片机传送轨道传入玻璃治具并固定;
14、驱动贴装头移动,按照理论坐标依次运动到玻璃治具上的标记点位置,使用贴装头上的基准相机获取玻璃治具图像;
15、基于玻璃治具图像识别并计算出每个标记点的坐标;
16、取各行点阵,每行拟合成直线,所有按行拟合的直线平均斜率记为;
17、取各列点阵,每列拟合成直线,所有按列拟合的直线平均斜率为;
18、得到的计算公式如下:
19、。
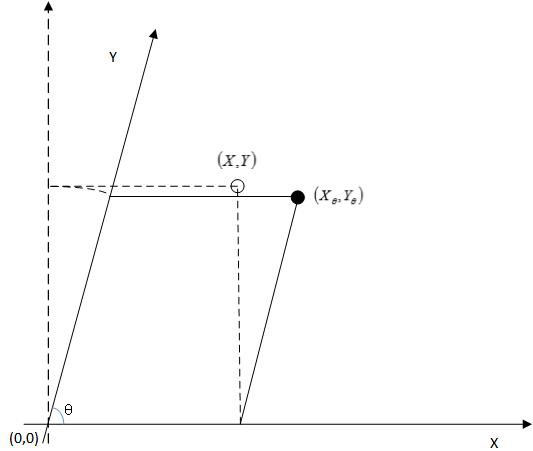
20、优选地,所述将待贴装基板上标记点的理论坐标转换为x轴和y轴的夹角为的倾斜平面坐标系坐标的转换公式如下:
21、 其中,为理论坐标,为倾斜平面坐标系坐标。
22、优选地,所述建立消除轴形变误差的坐标与倾斜平面坐标系坐标的转换关系公式如下:
23、
24、其中,(x,y)为理论坐标,(xdefor,ydefor)为消除轴形变误差的坐标,kx1、kx2、ky1、ky2、bx、by均为待求解的所述x轴和y轴形变的具体参数。
25、优选地,所述计算待贴装基板在机器内部的夹持角度具体为:
26、选取待贴装基板上的两个标记点,计算待贴装基板在机器内部的夹持角度,公式如下:
27、
28、
29、=-
30、其中,、(xfidb,yfidb)分别为待贴装基板上的两个标记点在倾斜坐标系下的理论坐标,为、两点连线和x轴的夹角,分别为两个标记点在倾斜坐标系下的实际识别坐标,为两点连线和x轴的夹角,为所述夹持角度;
31、所述理论基板贴装坐标与所述理论坐标的关系式为:
32、
33、其中,为理论基板贴装坐标,
34、;
35、;
36、;
37、;
38、;
39、。
40、优选地,所述根据关系式进行多项式拟合计算出x轴和y轴形变的具体参数公式如下:
41、
42、
43、
44、
45、
46、。
47、优选地,所述建立消除轴形变误差的坐标与倾斜平面坐标系坐标的转换关系公式如下:
48、,
49、所述理论基板贴装坐标与所述理论坐标的关系式为:
50、,
51、为理论基板贴装坐标,
52、;
53、;
54、;
55、;
56、;
57、;
58、;
59、;
60、;
61、;
62、;
63、;
64、进而得到x轴和y轴形变的具体参数公式如下:
65、
66、
67、
68、
69、
70、。
71、本发明第二方面提供一种基于机器视觉的贴装误差标定系统,包括:
72、运动控制模块,用于驱动贴装头在贴片机xy坐标系中运动到指定的坐标位置,驱动调宽轴运动至预设的轨道宽度以放入玻璃治具,驱动传送轨道运送治具至指定区域并夹持固定;
73、图像采集模块,包括玻璃治具和基准相机,用于通过基准相机采集玻璃治具图像;
74、图像识别模块,用于识别玻璃治具上标记点的实际识别坐标,获取各标记点的实际识别坐标和理论坐标的偏差;
75、数据存储系统:用于存储图像识别模块得到的玻璃治具各标记点的实际识别坐标和理论坐标的偏差;
76、坐标计算模块:用于根据图像识别模块识别结果和数据存储系统存储的偏差计算贴片机x轴和y轴形变的具体参数。
77、本发明第三方面提供一种基于机器视觉的贴装误差实时校正系统,包括:
78、运动控制模块,用于驱动贴装头在贴片机xy坐标系中运动到指定的坐标位置,驱动调宽轴运动至预设的轨道宽度以放入玻璃治具或待贴装基板,驱动传送轨道运送玻璃治具或待贴装基板至指定区域夹持固定,以及用于根据误差修正模块获取的待贴装基板标记点的理论基板贴装坐标,进行贴装;
79、图像识别模块,用于识别玻璃治具或待贴装基板图像上的标记点,获取理论坐标;
80、误差修正模块,用于标定贴装平面坐标系倾斜误差、x和y轴形变误差以及待贴装基板夹持倾斜误差,根据标记点的所述理论坐标得到消除坐标系倾斜误差、x和y轴形变误差以及待贴装基板夹持倾斜误差后的理论基板贴装坐标。
81、通过上述技术方案,本发明考虑到轴形变、坐标系倾斜、待贴装基板夹持角度情况造成的误差影响,基于贴片机贴装平面坐标对轴形变、坐标系倾斜、待贴装基板夹持角度造成的误差进行标定,从而得到修正后的理论贴装坐标作为实际贴装和cpk检测的参考理论坐标,不仅提高了贴装精度,还克服了受每台机器的结构差异和装配差异、或者同一台机器在不同温度条件下运行,贴片机贴装平面坐标误差在不同机器上表现不一致的问题。
- 还没有人留言评论。精彩留言会获得点赞!