金属壳体组件及其制作方法和电子设备与流程
1.本发明涉及电子设备技术领域,具体的,涉及金属壳体组件及其制作方法和电子设备。
背景技术:
2.手机金属外壳由于天线信号屏蔽的原因,需要将整体金属切割开,形成断口,以防止天线信号被屏蔽,然后通常会采用注塑塑胶作为断口处的联通材料,加工简单,成本低。但是金属表面处理通常是阳极氧化,而塑胶不做处理保持原色,这样就会形成金属与塑胶的颜色差。如果塑胶宽度尺寸较小(目前通常在0.8-1.2mm),视觉上影响不大,但是如果对于天线需求更高的,比如5g手机,则塑胶宽度尺寸会加大很多,那塑胶与金属的差异就会很明显,严重影响手机的外观的一体视觉效果,形成外观视觉落差。
3.因此,关于金属壳体组件的研究有待深入。
技术实现要素:
4.本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的一个目的在于提出一种金属壳体组件,该金属壳体组件的视觉外观效果一致,无外观视觉落差。
5.在本技术的一个方面,本技术提供了一种金属壳体组件。根据本技术的实施例,该金属壳体组件包括:金属壳体本体,所述金属壳体本体具有至少一个断口,所述断口由所述金属壳体本体的内表面延伸至所述金属壳体本体的外表面;塑胶层,所述塑胶层设置在所述断口中,所述塑胶层的内表面与所述金属壳体本体的内表面齐平,且所述塑胶层的厚度小于所述金属壳体本体的厚度;仿金属层,所述仿金属层设置在所述断口内,且位于所述塑胶层的外表面上,其中,所述仿金属层的外观颜色与所述金属壳体本体的外观颜色的色差值δe≤2。由此,仿金属层的设置可以弥补断口处金属壳体本体的外观视觉效果的落差,使得金属壳体组件整体的外观视觉效果均匀一致,无外观视觉落差,实现金属壳体组件的全金属的外观效果,进而提升使用该金属壳体组件的外观表现力;而且,上述仿金属层的设置不会屏蔽天线信号。
6.在本技术的另一方面,本技术体提供了一种制作金属壳体组件的方法。根据本技术的实施例,制作金属壳体组件的方法包括:提供金属壳体本体,所述金属壳体本体具有至少一个断口,所述断口由所述金属壳体本体的内表面延伸至所述金属壳体本体的外表面;在所述断口中形成塑胶层,所述塑胶层的内表面与所述金属壳体本体的内表面齐平,且所述塑胶层的厚度小于所述金属壳体本体的厚度;在所述断口内形成仿金属层,且所述仿金属层位于所述塑胶层的外表面上,其中,所述仿金属层的外观颜色与所述金属壳体本体的外观颜色的色差值δe≤2。由此,上述制作方法中,仿金属层的设置可以弥补断口处金属壳体本体的外观视觉效果的落差,使得金属壳体组件整体的外观视觉效果均匀一致,无外观视觉落差,实现金属壳体组件的全金属的外观效果,进而提升使用该金属壳体组件的外观
表现力;而且,上述仿金属层的设置不会屏蔽天线信号;再者,上述制作方法简单、精准、易实施,且工艺成熟,便于工业化生产。
7.在本技术的又一方面,本技术提供了一种电子设备。根据本技术的实施例,该电子设备包括:前面所述的金属壳体组件;显示屏组件,所述显示屏组件与所述金属壳体组件相连,所述显示屏组件和所述金属壳体组件之间限定出安装空间;以及主板,所述主板设置在所述安装空间内且与所述显示屏组件电连接;天线组件,所述天线组件设置在所述金属壳体靠近所述显示屏组件的表面上,且与所述主板电连接。由此,该电子设备的具有全金属的外观效果,且没有外观视觉落差,具有较佳的外观表现力。本领域技术人员可以理解,该电子设备具有前面所述的金属壳体组件的所有特征和优点,在此不再过多赘述。
附图说明
8.图1是本技术一个实施例中金属壳体组件的结构示意图。
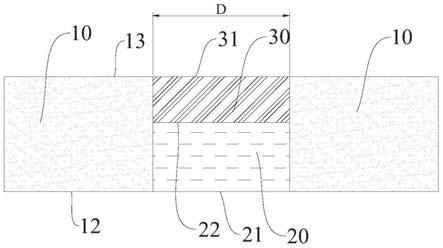
9.图2是图1中沿aa’的截面图。
10.图3是本技术另一个是实施例中金属壳体组件的结构示意图。
11.图4是本技术又一个实施例中制作金属壳体组件的方法流程图。
12.图5是本技术又一个实施例中金属壳体本体的结构示意图。
13.图6是图5中沿aa’的截面图。
14.图7是本技术又一个实施例中制作金属壳体组件的结构示意图。
15.图8是本技术又一个实施例中制作金属壳体组件的结构示意图。
16.图9是本技术一个实施例中采用烫印设备制作金属壳体组件的结构示意图。
17.图10是本技术一个实施例中采用烫印设备制作金属壳体组件的结构示意图。
18.图11是本技术又一个实施例中电子设备的结构示意图。
具体实施方式
19.下面详细描述本发明的实施例。下面描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。实施例中未注明具体技术或条件的,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。
20.在本技术的一个方面,本技术提供了一种金属壳体组件。根据本技术的实施例,参照图1(图1是从金属壳体组件的外观面看向金属壳体组件的俯视图)和图2(图2为图1中沿aa’的截面图),该金属壳体组件100包括:金属壳体本体10,金属壳体本体10具有至少一个断口11(用于避免电子设备的天线信号被金属壳体本体屏蔽),断口11由金属壳体本体10的内表面12延伸至金属壳体本体的外表面13;塑胶层20,塑胶层20设置在断口11中,塑胶层20的内表面21与金属壳体本体10的内表面12齐平,且塑胶层20的厚度小于金属壳体本体10的厚度;仿金属层30,仿金属层30设置在断口11内,且位于塑胶层20的外表面22上,其中,仿金属层的外观颜色与金属壳体本体的外观颜色的色差值δe≤2(比如δe为2、1.8、1.6、1.4、1.2、1、0.9、0.8、0.7、0.6、0.5、0.4、0.3、0.2、0.1等)。由此,仿金属层的设置可以弥补断口处金属壳体本体的外观色彩视觉效果的落差,使得金属壳体组件整体的外观色彩视觉效果均匀一致,无外观色彩视觉落差,实现金属壳体组件的全金属的外观效果,进而提升使用该
金属壳体组件的外观表现力;而且,上述仿金属层的设置不会屏蔽天线信号。
21.需要说明的是,上述“外表面”是指某一结构靠近金属壳体组件的外观面的表面,“内表面”即是指某一结构远离金属壳体组件的外观面的表面。比如:金属壳体本体10的外表面13即是指金属壳体本体靠近金属壳体组件的外观面的表面,金属壳体本体10的内表面12即是指金属壳体本体远离金属壳体组件的外观面的表面;塑胶层20的外表面22即是指塑胶层20靠近金属壳体组件的外观面的表面,塑胶层20的内表面21即是指塑胶层20远离金属壳体组件的外观面的表面;仿金属层30的外表面31即是仿金属层30靠近金属壳体组件的外观面的表面。
22.进一步的,仿金属层的外观颜色与所述金属壳体本体的外观颜色的色差值δe≤0.4。由此,在外观上,仿金属层的外观颜色和金属壳体本体的外观颜色更为接近,进一步提高两者的外观颜色的一致性,进而更好的实现金属壳体组件全金属的外观效果。
23.其中,色差值是通过色差仪测试得到的,具体的:通过色差异分别测试仿金属层的外观面颜色的l、a、b值,分别为记为l1、a1、b1,通过色差异分别测试金属壳体本体的外观面颜色的l、a、b值,分别为记为l2、a2、b2,然后通过公式δe=[(l1-l2)2+(a1-a2)2+(b1-b2)2]
1/2
。
[0024]
其中,金属壳体本体的具体材料没有特殊要求,本领域技术人员可以根据实际情况灵活选择。比如可以选择铁、铝、铝合金、镁合金或不锈钢等材料。进一步的,金属壳体本体为预先经过阳极氧化处理的金属壳体本体,进而提高金属壳体组件的金属光泽。
[0025]
其中,金属壳体组件中的断口11是为了防止电子设备的天线信号被屏蔽而设置的,本领域技术人员可以根据电子设备中天线的具体位置而选择断口11的具体位置(断口需要暴露天线的至少一部分)。在一些实施例中,参照图1,断口可以设置在中金属壳体组件本体10的中框15部分;在另一些实施例中,断口还可以设置在技术壳体本体10的后盖14部分(途中为示出)。
[0026]
进一步的,参照图1和图2,断口的宽度d为0.8~20毫米(比如0.8毫米、1毫米、1.5毫米、2毫米、4毫米、5毫米、8毫米、10毫米、13毫米、15毫米、17毫米或20毫米)由此,上述宽度的断口可以满足4g或5g等多种电子设备对防止天线信号被屏蔽的需求;而且上述宽度的断口在制作上的比较简单,便于实施操作;若断口的宽度d小于0.8毫米,则在制作工艺上不便于操作。
[0027]
进一步的,塑胶层的具体材料没有特殊要求,本领域技术人员可以根据实际情况灵活选择。在一些实施例中,塑胶层的具体材料包括但不限于pet(聚对苯二甲酸乙二醇酯)、pc(聚碳酸酯)、pmma(聚甲基丙烯酸甲酯)或abs等材料。
[0028]
进一步的,参照图2,仿金属层30的外表面31与金属壳体本体10的外表面13齐平。由此,仿金属层与金属壳体本体的表面齐平,可以有效保证金属壳体组件整体外表面的平整性,以提高金属壳体组件的整体外观效果。其中,需要说明的是,由于工艺上的原因,仿金属层30的外表面31与金属壳体本体10的外表面13可能很难实现完全齐平的状态,所以,此处的“齐平”即是指“基本齐平”即可,用户在视觉和触觉上感觉仿金属层30的外表面31与金属壳体本体10的外表面13为齐平状态即可。
[0029]
进一步的,仿金属层是通过电化铝烫印工艺将电化铝箔的部分结构转印至塑胶层的表面上制备得到的,其中,参照图3,仿金属层30包括:接着层32,接着层32设置在塑胶层20的外表面22上;镀铝层33,镀铝层33设置在接着层32远离塑胶层20的表面上;着色层34,
着色层34设置在镀铝层33远离塑胶层20的表面上。其中,可以根据金属壳体本体的金属颜色调整着色层的颜色,再结合镀铝层,从而使得仿金属层表现出与金属壳体本体一致的金属色,并具有较佳的金属光泽。其中,当要求仿金属层30的外表面31与金属壳体本体10的外表面13齐平时,即要求着色层34远离塑胶层20的表面与金属壳体本体10的外表面13齐平。
[0030]
进一步的,着色层包括树脂和染料(染料决定着色层的颜色)。在一些实施例中,着色层为单层结构,即染料直接添加在树脂中,并混合均匀,其中,染料占着色层的质量百分含量小于等于10%,如此,可以确保树脂的性能不受影响;在另一些实施例中,着色层为多层的层叠结构,即包括依次层叠设置的树脂层(比如聚氨基甲酸酯)、染料层和保护层(比如uv保护层)。
[0031]
其中,接着色为热熔胶层,主要为粘接作用,将电化铝箔粘接到塑胶层的表面上,以提高塑胶层和仿金属层之间的结合力,进而提高金属壳体组件的结构稳定性。
[0032]
进一步的,仿金属层的厚度为为8.5~56微米,比如8.51微米、10.52微米、15.52微米、20.01微米、25.02微米、26.01微米、31.01微米、36.01微米、41.02微米、45.02微米、46.01微米、50.01微米、55.01微米。其中,仿金属层由电化铝箔而形成时,着色层的厚度为8~50微米(比如8微米、10微米、15微米、20微米、25微米、30微米、35微米、40微米、45微米或50微米);镀铝层的厚度为0.01~0.02微米;接着层的厚度为0.5~5微米(比如0.5微米、1微米、2微米、3微米、4微米或5微米)。由此,上述厚度的仿金属层具有较佳的使用性能。
[0033]
进一步的,仿金属层与金属壳体本体之间具有间隙,也就是说仿金属层和金属壳体本体之间并没有接触连接,两者之间具有缝隙。由此,进一步避免天线信号被屏蔽。其中,间隙的间距大于0,且小于等于0.03微米(比如间隙的间距为0.01微米、0.02微米或、0.03微米)。由此,可以较好的保证天线信号不会被屏蔽,而且上述间距的间隙在视觉上不易被察觉到,从而不会对金属壳体组件的外观造成不良影响。
[0034]
在本技术的另一方面,本技术体提供了一种制作金属壳体组件的方法。根据本技术的实施例,参照图4,制作金属壳体组件的方法包括:
[0035]
s100:提供金属壳体本体10,金属壳体本体10具有至少一个断口11,结构示意图参照图5和图6(图6为图5中沿aa’的界面图),断口11由金属壳体本体10的内表面12延伸至金属壳体本体的外表面13。其中,图5中的金属壳体本体以包括后盖14和中框15,且断口11设置在中框15为例。
[0036]
其中,断口11的形成方法没有特殊要求,本领域技术人员可以根据实际情况灵活选择,比如可以才激光的方法进行切割,得到断口。
[0037]
其中,金属壳体本体是预先经过打磨-抛光-喷砂-阳极氧化处理的,如此可以大大提高金属壳体组件的金属光泽。
[0038]
s200:在断口11中形成塑胶层20,塑胶层20的内表面21与金属壳体本体10的内表面12齐平,且塑胶层20的厚度小于金属壳体本体10的厚度,结构示意图参照图7。
[0039]
其中,参照图7,断口的宽度d为0.8~20毫米(比如0.8毫米、1毫米、1.5毫米、2毫米、4毫米、5毫米、8毫米、10毫米、13毫米、15毫米、17毫米或20毫米)由此,上述宽度的断口可以满足4g或5g等多种电子设备对防止天线信号被屏蔽的需求;而且上述宽度的断口在制作上的比较简单,便于实施操作;若断口的宽度d小于0.8毫米,则在制作工艺上不便于操作。
[0040]
进一步的,参照图8,塑胶层20的形成步骤包括:
[0041]
步骤一:在断口11中填充塑胶填充物25,塑胶填充物25的内表面251与金属壳体本体10的内表面12齐平,且塑胶填充物25的厚度等于金属壳体本体10的厚度。其中,可以通过塑胶注塑的方法在断口中填充塑胶填充物25。
[0042]
步骤二:将塑胶填充物25的厚度减薄,以便得到塑胶层20。其中,可以采用激光镭雕,例如二氧化碳激光,对塑胶填充物进行减薄处理,不对金属壳体本体处理,其中,塑胶填充物所需减薄的厚度(即后续所需形成的仿金属层的厚度)为8.5~56微米。
[0043]
s300:在断口11内形成仿金属层30,且仿金属层30位于塑胶层20的外表面22上,,其中,仿金属层30的外观颜色与金属壳体本体10的外观颜色的色差值δe≤2,结构示意图参照图1和2。
[0044]
进一步的,参照图2,仿金属层30的外表面31与金属壳体本体10的外表面13齐平。由此,仿金属层与金属壳体本体的表面齐平,可以有效保证金属壳体组件整体外表面的平整性,以提高金属壳体组件的整体外观效果。
[0045]
在该步骤中,形成仿金属层的步骤包括:
[0046]
步骤一:提供电化铝箔。
[0047]
其中,电化铝箔包括依次层叠设置的基材(聚酯薄膜)、离型层、着色层、镀铝层和接着层,其中,基材起支撑作用,离型层使着色层、镀铝层和接着层迅速脱离基材而转移至塑胶层的表面上。其中,基材的厚度为8~25微米,离型层的厚度为0.01~0.05微米,着色层的厚度为8~50微米,镀铝层的厚度为0.01~0.02微米,接着层的厚度为0.5~5微米。
[0048]
步骤二:采用电化铝烫印工艺将电化铝箔中的接着层32、镀铝层33和着色层34转印至塑胶层的外表面上,其中,接着层32位于塑胶层20的外表面22上;镀铝层33设置在接着层32远离塑胶层20的表面上;着色层34设置在镀铝层33远离塑胶层20的表面上,结构示意图参照图3。
[0049]
在形成仿金属层的步骤中,参照图9和图10,将电化铝箔2(以卷轴传送为例)放置到烫印设备的放箔装置1中,烫印设备的加热器3对烫印头4进行加热,之后烫印头4将电化铝箔2中的接着层32进行加热,并烫印设备将电化铝箔2中的接着层、镀铝层和着色层转移至塑胶层20的表面上,得到工件5(或者说金属壳体组件100),其中,接着层为热熔胶,被加热后与塑胶层可以很好的粘接在一起,大大提高两者的结合力。在烫印设备中还包括收箔装置6,用于收集将转印之后的电化铝箔。
[0050]
根据本技术的实施例,上述制作方法中,仿金属层的设置可以弥补断口处金属壳体本体的外观视觉效果的落差,使得金属壳体组件整体的外观视觉效果均匀一致,无外观视觉落差,实现金属壳体组件的全金属的外观效果,进而提升使用该金属壳体组件的外观表现力;而且,上述仿金属层的设置不会屏蔽天线信号;再者,上述制作方法简单、精准、易实施,且工艺成熟,便于工业化生产。
[0051]
在本技术的又一方面,本技术提供了一种电子设备。根据本技术的实施例,参照图11,该电子设备100包括:前面所述的金属壳体组件100;显示屏组件200,显示屏组件200与金属壳体组件100相连,显示屏组件200和金属壳体组件100之间限定出安装空间;以及主板(图11中未示出),主板设置在安装空间内且与显示屏组件电连接;天线组件(图11中未示出),所述天线组件设置在所述金属壳体靠近所述显示屏组件的表面上,且与所述主板电连
接,其中,所述天线组件的至少一部分与金属壳体本体的断口正对应。由此,该电子设备的具有全金属的外观效果,且没有外观视觉落差,具有较佳的外观表现力。本领域技术人员可以理解,该电子设备具有前面所述的金属壳体组件的所有特征和优点,在此不再过多赘述。
[0052]
本领域技术人员可以理解,上述“所述天线组件的至少一部分与金属壳体本体的断口正对应”是指金属壳体本体的断口可以将天线组件的至少一部分暴露。
[0053]
其中,电子设备的具体种类没有特殊要求,本领域技术人员可以根据实际情况灵活选择,在一些实施例中,电子设备的具体种类包括但不限于手机(如图11所示)、笔记本、ipad、kindle、游戏机等电子设备。
[0054]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0055]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1