一种全自动检测摄像头模组电性能的精密检测装置及方法与流程
本发明涉及检测摄像头模组电性能的,特别是一种全自动检测摄像头模组电性能的精密检测装置及方法。
背景技术:
1、某网络摄像头中安装有用于监控画面的摄像组件,摄像组件包括焊接在一起的摄像头模组和电路板,其中摄像头模组的结构如图1~图2所示,摄像头模组包括摄像头本体1、固设于摄像头本体1内的镜头,摄像头本体1的底部连接有两根电极柱2,两根电极柱2均与镜头连接。当这种摄像头模组大批量生产成型后,车间内的工人要对各个摄像头模组的电性能进行检测(即检测摄像头模组中镜头的电阻值),以筛选出合格品和不合格品,合格品输送到下一道工序中进行加工,而不合格品则进行返工。
2、某车间内检测摄像头模组的具体操作方法是:工人先拿出一个摄像头模组,并摄像头本体1平放在检测台上,此时摄像头模组的两个电极柱2朝上,而后工人将电性能检测设备3的两个探针4碰触两个电极柱2的顶部,如图3所示,电性能检测设备3上显示出摄像头模组的电阻值,若检测出的电阻值不在规定范围内,则判定该摄像头模组为不合格品,工人将不合格品剔除掉废料筐内,若检测出的电阻值在规定范围内,则判定该摄像头模组为合格品,工人将合格品拿取到成品料筐内,从而实现了对一个摄像头模组的检测;如此重复操作,工人即可连续地对多个摄像头模组进行电性能检测。
3、然而,车间内检测方法虽然能够实现对摄像头模组的电性能的检测,但是在实际的操作过程中,仍然反映出以下技术缺陷:
4、i、当工人将两个探针4碰到两个电极柱2时,由于工人向下压探针4的力无法准确控制,造成当探针4的底表面与电极柱2的顶表面实际已经接触后,工人还在向下压探针4,从而导致电极柱2被压变形,电极柱2的电阻发生变化,进而导致电性能检测设备3实际测出来的电阻值不精确,工人误将合格品剔除掉废料筐内,或者误将不合格品放到成品料筐内,因此该检测方法降低了摄像头模组电性能的检测精度,存在检测精度低的技术缺陷。
5、ii、当检测完一个摄像头模组的电性能后,还需要工人将不合格品放入到废品料筐内,或者将合格品放入到成品料筐内,而人工手动放筐操作,无疑是又增加了检测时间,进而降低了后续摄像头模组电性能的检测效率。因此,亟需一种极大提高摄像头模组电性能检测精度、极大提高摄像头模组电性能检测效率的全自动检测摄像头模组电性能的精密检测装置及方法。
技术实现思路
1、本发明的目的在于克服现有技术的缺点,提供一种结构紧凑、极大提高摄像头模组电性能检测精度、极大提高摄像头模组电性能检测效率的全自动检测摄像头模组电性能的精密检测装置及方法。
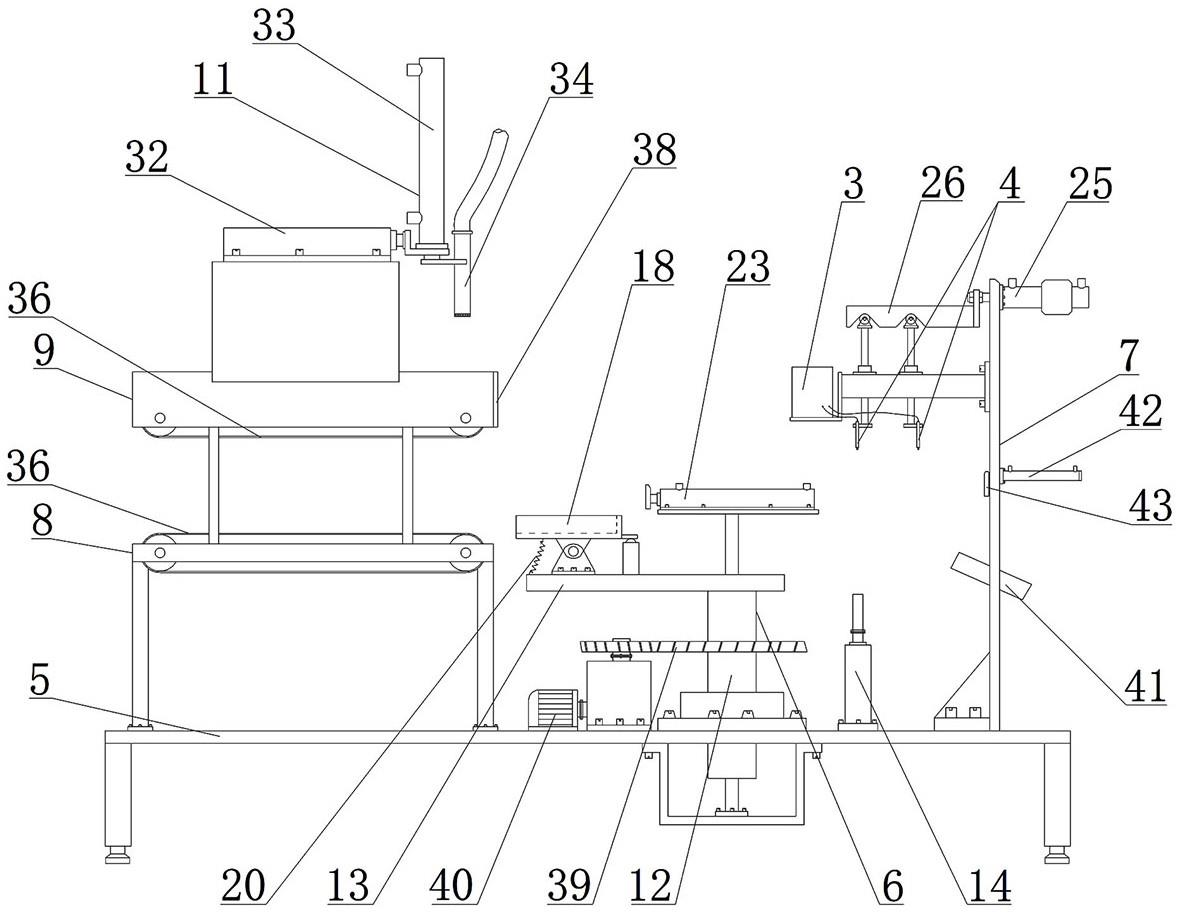
2、本发明的目的通过以下技术方案来实现:一种全自动检测摄像头模组电性能的精密检测装置,它包括工作台,所述工作台上设置有从左往右依次设置的上料及收料装置、用于周转摄像头模组的转运机构、用于检测摄像头模组电性能的检测机构,所述上料及收料装置包括由下往上顺次固设于工作台上的下层平带输送机、上层平带输送机和龙门架,龙门架架设于上层平带输送机的机架的顶部,龙门架上设置有用于抓取摄像头模组的抓取机构;
3、所述转运机构包括旋转安装于工作台上的空心轴、固设于空心轴上端部的转台、设置于空心轴右侧顶升气缸,空心轴之间设置有用于驱动空心轴旋转的驱动单元,转台的左端部开设有通孔,转台的顶表面上固设有分别位于通孔左右侧的铰链座和立柱,铰链座上铰接有定位台,定位台的右侧壁上固设有支撑板,定位台的左端部开设有贯穿其左端面的定位槽,定位槽与摄像头本体的外轮廓相配合,定位台的底表面与转台的顶表面之间固设有倾斜设置的弹簧i,在弹簧i的弹力作用下,支撑板抵压在立柱的顶表面上;
4、所述转运机构还包括固设于工作台底表面上的支架,支架设置于空心轴的正下方,支架的顶部固设有沿轴向贯穿空心轴设置的连接杆,连接杆的顶部固设有安装台,安装台的顶部固设有推料气缸,推料气缸朝向下层平带输送机设置;
5、所述检测机构包括固设于工作台台面上的立板,立板的右端面上固设有进给气缸,进给气缸的活塞杆贯穿立板设置,且延伸端上固设有波纹板,立板的左端面上固设有位于波纹板正下方的导向座,导向座内滑动安装有两个导向柱,两个导向柱均贯穿导向座设置,两个导向柱的下端部均固设有升降板,升降板上固设有探针,两个探针的上端部均经导线与电性能检测设备电连接;两个导向柱的顶部均设置有固定板,固定板的顶部安装有滚轮,两个导向柱上均套设有弹簧ii,弹簧ii的下端部固设于导向座的顶表面上,弹簧ii的上端部固设于固定板的底表面上,在弹簧ii的弹力作用下,两个滚轮分别抵压在波纹板的两个凹槽内。
6、所述抓取机构包括固设于龙门架顶表面上的直线气缸,直线气缸活塞杆的作用端上固设有连接板,连接板的顶部固设有升降气缸,升降气缸活塞杆的作用端上固设有垂向设置的真空管,真空管的顶部经软管与真空泵连接。
7、所述上层平带输送机与下层平带输送机的结构相同,上层平带输送机包括机架、旋转安装于机架内的主动辊筒和从动辊筒,机架的前后板之间的纵向宽度与摄像头本体的纵向宽度相等,所述主动辊筒与从动辊筒之间安装有平带,机架的后侧壁上固设有驱动电机,驱动电机与主动辊筒连接。
8、所述上层平带输送机的机架的右端部固设有挡板,上层平带输送机的机架与下层平带输送机的机架之间固设有连接架。
9、所述转运机构还包括固设于工作台台面上的轴承座,所述空心轴旋转安装于轴承座内。
10、所述驱动单元包括固设于空心轴外壁上的从动齿轮、固设于工作台台面上的步进电机和减速器,步进电机的输出轴与减速器的输入轴连接,减速器的输出轴上连接有主动齿轮,主动齿轮与从动齿轮啮合。
11、所述检测机构还包括开设于立板上的通槽,通槽设置于导向座的下方,通槽内焊接有向右倾斜设置的废品出料槽钢;立板的右侧壁上固设有位于废品出料槽钢上方的定位气缸,定位气缸的活塞杆贯穿立板设置,且延伸端上固设有推板。
12、该检测装置还包括控制器,所述控制器与电性能检测设备、真空泵、直线气缸、进给气缸、升降气缸、顶升气缸、定位气缸、步进电机、上层平带输送机的驱动电机和下层平带输送机的驱动电机经信号线电连接。
13、所述导向座的左侧壁上固设有l板,所述电性能检测设备固设于l板的顶表面上。
14、一种全自动检测摄像头模组电性能的精密检测方法,它包括以下步骤:
15、s1、控制上层平带输送机的驱动电机启动,驱动电机带动主动辊筒做顺时针转动,主动辊筒带动上层平带输送机的平带做顺时针转动;控制下层平带输送机的驱动电机启动,驱动电机带动主动辊筒做逆时针转动,主动辊筒带动下层平带输送机的平带做逆时针转动;
16、s2、工人将一批量的摄像头模组的摄像头本体一个接一个的放入到上层平带输送机的平带上,平带带动摄像头模组向右输送,当最首端的摄像头模组i被挡板挡住后,后续的摄像头模组均整齐的排列在上层平带输送机的机架内,并且最首端的摄像头模组i刚好处于真空管的正下方;
17、s3、摄像头模组i的上料,其具体操作步骤为:
18、s31、控制升降气缸的活塞杆向下运动,活塞杆带动真空管向下运动,当活塞杆伸出一段行程后,真空管的底表面与摄像头模组i的摄像头本体的顶表面相接触,而后控制真空泵启动,真空泵对真空管抽真空,在负压下,摄像头模组i被吸附在真空管上;
19、s32、摄像头模组i的上提:控制升降气缸的活塞杆向上缩回,活塞杆带动真空管向上运动,真空管带动摄像头模组i同步向上运动,当升降气缸的活塞杆完全缩回,即可将摄像头模组i提升起来;
20、s33、控制直线气缸的活塞杆向右伸出,活塞杆带动连接板向右运动,连接板带动升降气缸和摄像头模组i同步向右运动,当直线气缸的活塞杆完全伸出后,摄像头模组i刚好处于定位台的定位槽的正上方;
21、s34、控制升降气缸的活塞杆向下伸出,活塞杆带动摄像头模组i向下运动,当活塞杆完全伸出后,摄像头模组i的摄像头本体刚好进入到定位台的定位槽内,控制真空泵关闭,随后控制升降气缸的活塞杆向上缩回,而后控制直线气缸的活塞杆缩回,从而最终实现了摄像头模组i的上料;
22、s4、摄像头模组i的周转,其具体操作步骤为:
23、s41、控制步进电机启动,步进电机的转矩经减速器减速后带动主动齿轮转动,主动齿轮带动从动齿轮转动,从动齿轮带动空心轴转动,空心轴带动转台同步旋转,转台带动立柱、定位台、弹簧i以及定位台内的摄像头模组i同步旋转,当摄像头模组i旋转到电性能检测工位时,控制器控制步进电机关闭;
24、s42、摄像头模组i的定位:控制定位气缸的活塞杆向左伸出,活塞杆带动推板向左运动,当活塞杆完全伸出后,摄像头模组i被抵压在定位台内,从而实现了摄像头模组i的定位,此时摄像头模组i的两个电极柱分别处于两个探针的正下方;
25、s43、控制进给气缸的活塞杆向左伸出,活塞杆带动波纹板向左运动,波纹板在向左运动过程中,波纹板推动滚轮向下运动,滚轮带动两个导向柱同时向下运动,导向柱带动固定板和探针向下运动,探针朝向摄像头模组i的电极柱方向运动,同时固定板向下压缩弹簧ii,当进给气缸的活塞杆完全伸出后,两个探针的底表面分别两个电极柱的顶表面刚好接触,此时电性能检测设备检测出摄像头模组i的电阻值,并将电阻值发送给控制器;
26、s44、若控制器判断出电阻值不在规定范围内,则判定该摄像头模组i为不合格品,此时控制器先控制进给气缸的活塞杆缩回,在弹簧ii的弹力恢复力下,导向柱向上运动,探针与电极柱分离;而后控制定位气缸的活塞杆缩回,活塞杆带动推板向右运动,推板与不合格品分离;然后控制顶升气缸的活塞杆向上伸出,活塞杆穿过转台上的通孔,而后顶到定位台的底部,定位台绕着铰链座向右旋转,定位台拉伸弹簧i,同时不合格品在重力下滑入到废品出料槽钢内,最后落入到工作台台面上,从而实现了不合格品的剔除,当剔除后,控制顶升气缸的活塞杆向下缩回,定位台在弹簧i的恢复力下复位;
27、若控制器判断出电阻值在规定范围内,则判定该摄像头模组i为合格品,此时控制器先控制进给气缸的活塞杆缩回,在弹簧ii的弹力恢复力下,导向柱向上运动,探针与电极柱分离;而后控制定位气缸的活塞杆缩回,活塞杆带动推板向右运动,推板与合格品分离;然后控制步进电机启动,步进电机带动转台旋转,转台带动定位台和合格品同步旋转,当合格品周转到收料工位时,控制器控制推料气缸的活塞杆伸出,活塞杆带动合格品向左运动,合格品被推到下层平带输送机的平带上,从而实现了对合格品的收料;
28、s5、重复步骤s3~s4的操作,即连续的将上层平带输送机内的摄像头模组抓取到检测工位中,检测后,自动的将不合格品剔除在工作台的台面上,或自动的将合格品收到下层平带输送机的平带上。
29、本发明具有以下优点:结构紧凑、极大提高摄像头模组电性能检测精度、极大提高摄像头模组电性能检测效率。
- 还没有人留言评论。精彩留言会获得点赞!