一种一体化音圈及制备方法与流程
本发明涉及音频或者用于发电或驱动的感应线圈领域,具体涉及一种一体化音圈及制备方法。
背景技术:
1、现有音圈采用绝缘片料或金属片料或者混合物片料卷成设定直径的管状,做为音圈的骨架。音筒的一头均匀缠绕漆包铜线形成线圈,线圈绕制到指定圈数后引出线圈两头用绝缘材料缠绕固定完成音圈的制作;
2、音圈是要求比较紧密的器件,现有音圈的制作工艺很难实现自动化生产。目前几乎是以手工绕制作业方式进行生产,音圈的产量和质量完全取决于操作员工的个人绕线技巧。产量较低,大批量生产时可靠性及一致性较差,不良率较高,影响产品品质的因素较多,材料的特性、绕制的方法/力度/密度/均匀度、固定胶水的耐温/附着力/固化程度/硬度/韧度、漆包线的铜线的拉丝均匀度/铜材的纯度/绝缘漆的厚度/绝缘漆的耐温/绝缘漆的均匀度、骨架的强度/耐温/导热性、固定引线用的贴纸或胶水的粘贴强度/均匀度/耐温,这些因素都有可能造成散线/断线/短路/变形等较高不良以及产品性能指标误差较大,也造成成品的成本居高不下;
3、音圈是整个扬声器的心脏,性能要求极高:
4、1.硬度尽量强、耐高温要尽量高,在高温(超过200度)高速振动时,不能发生形变而导致扬声器失真;
5、2.质量尽量轻,使其在相同的磁场强度推动位移更大,电能转化为物理振动更高,使扬声器的灵敏度更加高,在同等条件下使扬声器的声音更大,将音圈的质量降低是整个音响界工程师一直以来的重点研究方向;
6、3.厚度尽量薄,喇叭磁隙可以尽量减小,使得音圈周围的磁通密度更高,音圈运动的响应更快更有力,使扬声器的听感瞬态响应更快声音更清晰;
7、现有的音圈的不足之处;
8、1.由多种材料堆叠而成,各种材料的耐温不同造成耐温不足,不超过250度,且粘贴的牢靠性不稳定,音圈的硬度也不稳定,容易出现散线/脱线不良;
9、2.比较重,由于骨架和铜线是分开的,靠胶水贴合的,就会增加胶水的重量;
10、3.比较厚,而且误差较大。漆包线的绝缘层厚度,漆包线间的间隙,胶水的厚度,多种厚度叠加使得其很难做得薄,绕线的力度、紧密度影响了厚度的误差;
11、4.漆包线的漆层以及线圈粘接的胶水的导热性很差,造成线圈的散热不良引起过热损坏。
技术实现思路
1、为了解决上述问题,本发明提供一种一体化音圈及制备方法,利用真空镀设备从管状基材到音圈成品的连续性自动化完成的制备工艺完成音圈的生产
2、本发明是通过以下技术方案来实现的:一种一体化音圈,
3、采用真空镀工艺制备一体化音圈,在预制或沉积形成的管状音圈基材依次镀上一层或多层绝缘层和线圈层制备而成
4、作为优选的技术方案,多层绝缘层包括管状基体以及包裹设置在管状基体上的第一绝缘层,所述第一绝缘层的外部镀一层第一线圈;
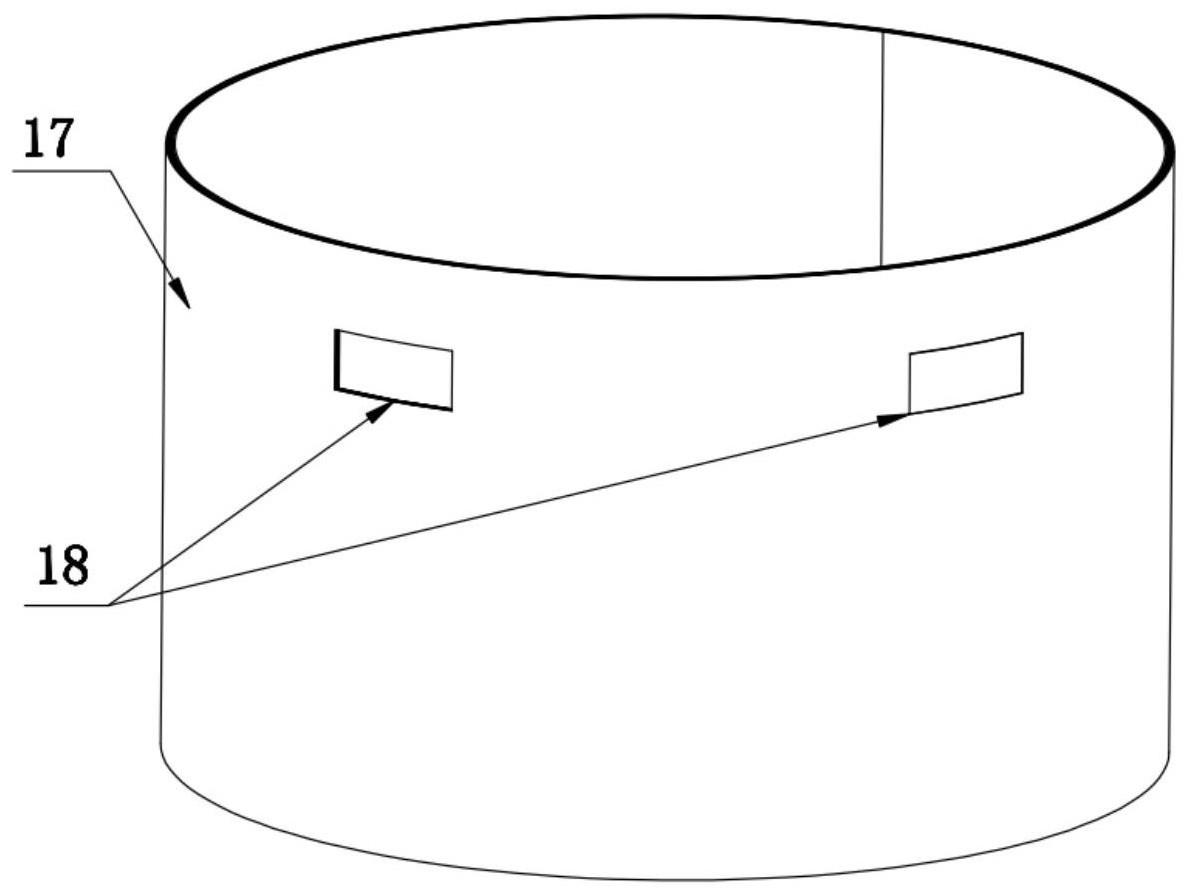
5、在第一线圈的外部包裹设置一层第二绝缘层,并在第二绝缘层上开窗形成第一线圈输入接点与第一线圈末端接点;
6、在第二绝缘层的外部镀一层第二线圈,第二线圈上的输入衔接点与第一线圈末端接点衔接;
7、在第二线圈外部包裹设置一层第三绝缘层,并在第三绝缘层上开窗形成第二线圈末端接点;
8、在第三绝缘层外部镀一层第三线圈,第三线圈上的输入衔接点与第二线圈末端接点衔接;
9、在第三线圈外部包裹设置一层第四绝缘层,在第四绝缘层上开窗形成第三线圈末端接点;
10、在第四绝缘层外部镀一层第四线圈,在第四线圈上的输入衔接点与第三线圈末端接点衔接;
11、在第四线圈外部包裹设置一层第五绝缘层,在第五绝缘层上对应第一线圈和第四线圈的位置开窗形成两个音圈输入/输出引线焊盘。
12、作为优选的技术方案,所述第五绝缘层外镀有一层抗氧化膜层。
13、作为优选的技术方案,所述管状基体材质为碳纤维或石墨烯。
14、作为优选的技术方案,所述绝缘层采用高分子绝缘材料或化合物或金属氧化物绝缘膜层。
15、本发明的一种一体化音圈的制备方法,采用真空镀工艺制备一体化音圈,在预制或沉积形成的管状音圈基材依次镀上一层或多层绝缘层和导电线圈层制备而成,具体包括以下步骤:
16、步骤一、根据音圈尺寸功率要求制备音圈管状基材,采用预加工好的按需要壁厚的碳纤维或石墨烯管材放入真空镀设备镀上一层预定厚度的电阻率大于109ω·cm的高分子绝缘材料或化合物或金属氧化物绝缘膜层制备成音圈管状基材,或者把涂有硅胶的管状物作为制备音圈管状基材的基体,通过真空镀设备在基体表面镀上一层预定壁厚的高分子绝缘材料或化合物或金属氧化物绝缘膜层形成音圈管状基材;
17、步骤二、在真空镀设备中将绝缘材料靶材切换为导电材料靶材,在音圈管状基材表面镀上预定厚度的导电材料层,然后采用离子束蚀刻或激光束加工表面的导电材料形成线圈,接着用离子源轰击清洁加工面;
18、步骤三、在真空镀设备中将导电材料靶材切换为绝缘材料靶材,在第二工序完成工件的基础上再镀上一层预定厚度的电阻率大于109ω·cm的高分子绝缘材料或化合物或金属氧化物绝缘膜层,然后采用离子束蚀刻或激光束加工表面的局部区域绝缘膜层形成局部裸露导电层,接着用离子源轰击清洁加工加工面;
19、步骤四、在真空镀设备中将绝缘材料靶材切换为导电材料靶材,在第二工序完成工件的表面上再镀上预定厚度的导电材料层,然后采用离子束蚀刻或激光束加工表面的导电材料形成第二线圈,接着用离子源轰击清洁加工面;
20、步骤五、在真空镀设备中将导电材料靶材切换为绝缘材料靶材,在第四工序完成工件的基础上再镀上一层预定厚度的电阻率大于109ω·cm的高分子绝缘材料或化合物或金属氧化物绝缘膜层,然后采用离子束蚀刻或激光束加工表面的局部区域绝缘膜层形成局部裸露导电层,接着用离子源轰击清洁加工加工面;
21、步骤六、在真空镀设备中将绝缘材料靶材切换为导电材料靶材,在第五工序完成工件的表面上再镀上预定厚度的导电材料层,然后采用离子束蚀刻或激光束加工表面的导电材料形成第三线圈,接着用离子源轰击清洁加工面;
22、步骤七、在真空镀设备中将导电材料靶材切换为绝缘材料靶材,在第六工序完成工件的基础上再镀上一层预定厚度的电阻率大于109ω·cm的高分子绝缘材料或化合物或金属氧化物绝缘膜层,然后采用离子束蚀刻或激光束加工表面的局部区域绝缘膜层形成局部裸露导电层,接着用离子源轰击清洁加工加工面;
23、步骤八、在真空镀设备中将绝缘材料靶材切换为导电材料靶材,在第五工序完成工件的表面上再镀上预定厚度的导电材料层,然后采用离子束蚀刻或激光束加工表面的导电材料形成第四线圈,接着用离子源轰击清洁加工面;
24、步骤九、在真空镀设备中将导电材料靶材切换为绝缘材料靶材,在第八工序完成工件的基础上再镀上一层预定厚度的电阻率大于109ω·cm的高分子绝缘材料或化合物或金属氧化物绝缘膜层,然后采用离子束蚀刻或激光束加工表面的局部区域绝缘膜层形成局部裸露导电层,接着用离子源轰击清洁加工面;
25、步骤十、如此往复增加绝缘膜层与线圈层,使线圈与线圈之间完成导电连接,在最后一层绝缘膜层上镀上一层5~10um厚的抗氧化膜完成了一体化音圈的制备。
26、本发明的有益效果是:对标现有技术音圈的壁厚含公差为0.88mm,而本发明的实施例的厚度仅为0.505mm,公差极小,只有现有技术的58%的壁厚;这个优点可以较大减小喇叭的磁隙,本案例的磁隙可由原来的1.58mm减少到1.205,比现有技术减少了约24%,采用本发明实施例制备的音圈制作的扬声器可以使用更少的磁路材料达到采用对标现有技术音圈制作的扬声器的性能指标,扬声器的成本约降低了10%以上,或在相同成本的前提下扬声器的性能指标大大提升;
27、现有对标技术采用的漆包线/粘接胶水/绝缘补强贴纸的综合耐温低于200度,本实施例采用碳纤维基材/立方氮化硼绝缘材料/纯铜,这些材料中显而易见的只有碳纤维基材的定型树脂材料的耐温最低也可以达到300度以上,即本实施例制备的音圈综合耐温高于300度,高的耐温可以让扬声器承受更大的功率以及提升了扬声器的可靠性;
28、现有对标技术制备的音圈在高温或扬声器剧烈的震动力容易形变且不会恢复原状,轻则造成扬声器声音失真,重则造成扬声器擦圈损坏,本实施例由碳纤维基材/立方氮化硼绝缘材料/纯铜多层镀膜形成一体的致密结构,即有碳纤维的韧性又有立方氮化硼仅次于金刚石的刚性,而且这些材料的耐温很高且热稳定性好几乎不存在形变的可能性,更不易损坏;
29、现有对标技术采用胶水粘合,部分工序还得高温烘干,对环境有一定污染,制备环境胶水的异味较重,对操作人员的身体有一定危害,本发明没有用到胶水,全部由固态物质在封闭真空空间内离子化合成,对环境无污染,对操作人员无危害;
30、综上所述,本发明的一体化音圈及制备工艺方法完全有替代现有音圈及制备技术的必要性。
- 还没有人留言评论。精彩留言会获得点赞!