压延成型用层叠体、压延成型体以及压延成型体的制造方法与流程
1.本发明涉及压延成型用层叠体、压延成型体以及压延成型体的制造方法。
背景技术:
2.含有丙烯聚合物的成型体非常廉价且重量轻,因此被用于汽车内饰件和外饰件、家电部件等各种工业部件。
3.已知压延成型法作为含有丙烯聚合物的成型体的制作方法之一。压延成型法是能够改善成型体的耐冲击性的方法。近年来,开发了对含有丙烯聚合物的层叠体进行压延成型而得到的成型体。
4.在专利文献1中记载了能够得到耐冲击性能优异的成型体的压延成型体用层叠体及其成型体。
5.现有技术文献
6.专利文献
7.专利文献1:日本专利第6191762号公报
技术实现要素:
8.发明所解决的问题
9.然而,虽然在专利文献1中记载的压延成型用层叠体及其成型体具有优异的耐冲击性能,但是对于压延成型后的涂装性能没有具体的记载,认为其涂装性能存在改善的余地。因此,本发明的目的在于提供一种在压延成型后能够表现出优异的涂装性能的压延成型用层叠体。另外,本发明的目的在于提供具有优异的涂装性能的压延成型体以及压延成型体的制造方法。
10.用于解决问题的手段
11.本发明的压延成型用层叠体具有至少一层的下述层a和至少一层的下述层b,当将层a的合计厚度与层b的合计厚度的合计设为100%时,层a的合计厚度为0.5%以上且10%以下,层b的合计厚度为90%以上且99.5%以下,并且在所述压延成型用层叠体的至少一个表面上配置有层a。
12.层a为如下的层:所述层a含有丙烯聚合物成分(a1)、下述在分子链中具有极性基团的树脂成分(a2)和下述在分子链中不具有极性基团的热塑性弹性体成分(a3),当将丙烯聚合物成分(a1)、树脂成分(a2)和热塑性弹性体成分(a3)的合计含量设为100重量%时,丙烯聚合物成分(a1)的含量为20重量%以上且80重量%以下,树脂成分(a2)的含量为10重量%以上且50重量%以下,热塑性弹性体成分(a3)的含量为10重量%以上且30重量%以下。
13.在分子链中具有极性基团的树脂成分(a2):在温度为190℃和载荷为2.16kgf的条件下测定的熔体流动速率为0.01g/10分钟以上且1.49g/10分钟以下、并且在分子链中具有极性基团的树脂成分。
14.在分子链中不具有极性基团的热塑性弹性体成分(a3):在温度为190℃和载荷为2.16kgf的条件下测定的熔体流动速率为4g/10分钟以下、并且在分子链中不具有极性基团的热塑性弹性体成分。
15.层b为如下的层:所述层b含有丙烯聚合物成分(b1)和无机填料(b2),当将丙烯聚合物成分(b1)和无机填料(b2)的合计含量设为100重量%时,丙烯聚合物成分(b1)的含量为50重量%以上且80重量%以下,无机填料(b2)的含量为20重量%以上且50重量%以下。
16.这样的压延成型用层叠体在压延成型后能够表现出优异的涂装性能。
17.上述无机填料(b2)可以满足下述要件(1
‑
a)、下述要件(1
‑
b)和下述要件(1
‑
c)。
18.要件(1
‑
a):按照jis r1629利用激光衍射法测定的所述无机填料(b2)的中值粒径d50(l)为10μm以上且25μm以下。
19.要件(1
‑
b):按照jis r1619利用离心沉降法测定的所述无机填料(b2)的中值粒径d50(s)为2μm以上且8μm以下。
20.要件(1
‑
c):由下式(1)求出的所述无机填料(b2)的长径比常数为2以上且15以下。
21.长径比常数={d50(l)
‑
d50(s)}/d50(s)
ꢀꢀꢀ
式(1)
22.由此,压延成型后的涂装性能进一步提高。
23.上述无机填料(b2)可以为滑石。由此,压延成型后的涂装性能进一步提高。
24.上述在分子链中具有极性基团的树脂成分(a2)可以为具有选自由马来酸酐基团、羟基、羧基、环氧基、氰基、异氰酸酯基、乙烯基、丙烯酰基和甲基丙烯酰基构成的组中的至少一种极性基团的树脂。由此,压延成型后的涂装性能进一步提高。
25.上述在分子链中具有极性基团的树脂成分(a2)可以为具有选自由马来酸酐基团、羟基、环氧基、氰基、乙烯基、丙烯酰基和甲基丙烯酰基构成的组中的至少一种极性基团的树脂。由此,压延成型后的涂装性能进一步提高。
26.上述在分子链中具有极性基团的树脂成分(a2)可以为具有选自由丙烯酰基和甲基丙烯酰基构成的组中的至少一种极性基团的树脂。由此,压延成型后的涂装性能进一步提高。
27.上述在分子链中具有极性基团的树脂成分(a2)可以含有5质量%以上且50质量%以下的衍生自具有极性基团的化合物的结构单元。由此,压延成型后的涂装性能进一步提高。
28.上述在分子链中不具有极性基团的热塑性弹性体成分(a3)可以为烯烃类弹性体或苯乙烯类弹性体。由此,压延成型后的涂装性能进一步提高。
29.上述在分子链中不具有极性基团的热塑性弹性体成分(a3)可以为包含衍生自丙烯或碳原子数4~10的α
‑
烯烃的结构单元和衍生自乙烯的结构单元的弹性体。由此,压延成型后的涂装性能进一步提高。
30.上述在分子链中不具有极性基团的热塑性弹性体成分(a3)可以为包含衍生自丙烯或碳原子数4~6的α
‑
烯烃的结构单元和衍生自乙烯的结构单元的弹性体。由此,压延成型后的涂装性能进一步提高。
31.本发明的压延成型体通过以使得压延成型后的上述层a的合计厚度与上述层b的合计厚度的合计为压延成型前的10%以上且69%以下的方式对上述压延成型用层叠体进行压延成型而得到。这样的压延成型体具有优异的涂装性能。
32.上述压延成型体可以通过以使得压延成型后的上述层a的合计厚度与上述层b的合计厚度的合计为压延成型前的10%以上且50%以下的方式进行压延成型而得到。由此。涂装性能进一步提高。
33.上述压延成型体可以通过以使得压延成型后的上述层a的合计厚度与上述层b的合计厚度的合计为压延成型前的15%以上且40%以下的方式进行压延成型而得到。由此。涂装性能进一步提高。
34.本发明的压延成型体的制造方法具有如下工序:以使得压延成型后的层a的合计厚度与层b的合计厚度的合计为压延成型前的10%以上且69%以下的方式对上述压延成型用层叠体进行压延成型。根据这样的方法,能够制造具有优异的涂装性能的压延成型体。
35.发明效果
36.根据本发明,提供一种在压延成型后能够表现出优异的涂装性能的压延成型用层叠体。另外,根据本发明,提供具有优异的涂装性能的压延成型体以及压延成型体的制造方法。
附图说明
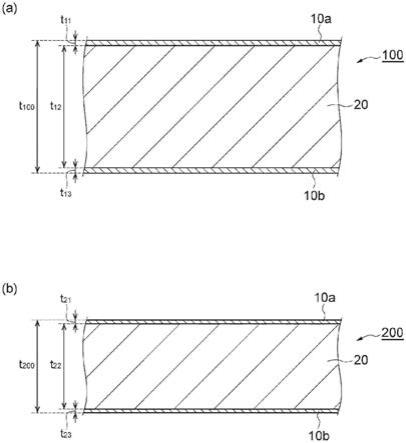
37.图1为用于说明本实施方式的压延成型用层叠体、压延成型体以及压延成型体的制造方法的一例的剖视示意图。
具体实施方式
38.以下,对本发明的一些实施方式详细地进行说明。但是,本发明不限于以下的实施方式。
39.本实施方式的压延成型用层叠体具有至少一层的层a和至少一层的层b,当将层a的合计厚度与层b的合计厚度的合计设为100%时,层a的合计厚度为0.5%以上且10%以下,层b的合计厚度为90%以上且99.5%以下,并且在所述压延成型用层叠体的至少一个表面上配置有层a。
40.图1为用于说明本实施方式的压延成型用层叠体、压延成型体以及压延成型体的制造方法的一例的剖视示意图。
41.图1(a)和(b)分别表示本实施方式的压延成型用层叠体和压延成型体的一例。
42.图1(a)所示的压延成型用层叠体100具有2层的层a(10a和10b)和1层的层b(20)。另外,压延成型用层叠体100在其一个表面上配置有层a(10a),并且在另一个表面上配置有层a(10b)。层a(10a)具有厚度t
11
,层b(20)具有厚度t
12
,层a(10b)具有厚度t
13
。当将层a的合计厚度(t
11
与t
13
之和)和层b的厚度(t
12
)的合计(厚度t
100
)设为100%时,层a的合计厚度(t
11
与t
13
之和)为0.5%以上且10%以下,层b的厚度(t
12
)为90%以上且99.5%以下。
43.在压延成型用层叠体100中,层b为1层,但是可以存在多层的层b。另外,在压延成型用层叠体100中,层a为2层,但是层a可以为1层,也可以存在3层以上的层a。但是,在压延成型用层叠体100的至少一个表面上配置有层a。另外,在存在多层的层a和多层的层b的情况下,当将多个层a的合计厚度和多个层b的合计厚度的合计设为100%时,层a的合计厚度为0.5%以上且10%以下,层b的合计厚度为90%以上且99.5%以下。
44.以下,对本实施方式的层a和层b进行说明。
45.[层a]
[0046]
层a为如下的层,所述层a含有丙烯聚合物成分(a1)(以下,也称为“成分a1”)、下述在分子链中具有极性基团的树脂成分(a2)(以下,也称为“成分a2”)和下述在分子链中不具有极性基团的热塑性弹性体成分(a3)(以下,也称为“成分a3”),在将成分a1、成分a2和成分a3的合计含量设为100重量%时,成分a1的含量为20重量%以上且80重量%以下,成分a2的含量为10重量%以上且50重量%以下,成分a3的含量为10重量%以上且30重量%以下。
[0047]
作为成分a1,例如可以列举丙烯均聚物和含有80质量%以上的衍生自丙烯的结构单元的丙烯无规共聚物。上述丙烯无规共聚物可以含有85质量%以上的衍生自丙烯的结构单元,也可以含有90质量%以上的衍生自丙烯的结构单元。成分a1可以单独使用1种,也可以并用2种以上。
[0048]
丙烯均聚物为由衍生自丙烯的结构单元构成的聚合物。作为丙烯均聚物,例如可以列举:具有等规结构的丙烯均聚物、或具有间规结构的丙烯均聚物。作为丙烯均聚物,优选为具有等规结构的丙烯均聚物。
[0049]
在成分a1为具有等规结构的丙烯均聚物的情况下,使用13c
‑
nmr测定的等规五单元组分数(以下,也称为[mmmm])优选为0.90以上,更优选为0.95以上。
[0050]
在此,等规五单元组分数表示使用13c
‑
nmr测定的在分子链中的以五单元组单元计的等规链的存在比例,是位于5个衍生自丙烯的结构单元连续地内消旋键合而成的链的中心的衍生自丙烯的结构单元的分数。具体而言,等规五单元组分数是作为在13c
‑
nmr谱中观测到的甲基碳区域的总吸收峰中[mmmm]峰所占的分数计算出的值。在此,[mmmm]峰是由位于5个连续地内消旋键合而成的链的中心的丙烯产生的峰。
[0051]
需要说明的是,该[mmmm]可以按照在a.zambelli等人的报道(macromolecules,1973年,第6期)中记载的方法求出。
[0052]
在成分a1为具有间规结构的丙烯均聚物的情况下,利用13c
‑
nmr法测定的间规五单元组分数(以下,也称为[rrrr])优选为0.85以上,更优选为0.90以上。
[0053]
在此,间规五单元组分数表示使用13c
‑
nmr测定的在分子链中的以五单元组单元计的间规链的存在比例,是位于5个衍生自丙烯的结构单元连续地外消旋键合而成的链的中心的衍生自丙烯的结构单元的分数。具体而言,间规五单元组分数是作为在13c
‑
nmr谱中观测到的甲基碳区域的总吸收峰中[rrrr]峰所占的分数计算出的值。在此,[rrrr]峰是由位于5个连续地外消旋键合而成的链的中心的丙烯产生的峰。
[0054]
需要说明的是,[rrrr]可以利用在日本特开2008
‑
169316号公报中记载的方法求出。
[0055]
作为丙烯无规共聚物,可以列举:包含衍生自丙烯的结构单元和衍生自乙烯或碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物;以及包含衍生自丙烯的结构单元、衍生自乙烯的结构单元和衍生自碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物。
[0056]
作为碳原子数4~10的α
‑
烯烃,例如可以列举:1
‑
丁烯、异丁烯、1
‑
戊烯、2
‑
甲基
‑1‑
丁烯、3
‑
甲基
‑1‑
丁烯、1
‑
己烯、2
‑
甲基
‑1‑
戊烯、3
‑
甲基
‑1‑
戊烯、4
‑
甲基
‑1‑
戊烯、1
‑
辛烯、1
‑
壬烯和1
‑
癸烯,优选为1
‑
丁烯或1
‑
己烯。
[0057]
作为包含衍生自丙烯的结构单元和衍生自乙烯或碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物,例如可以列举:丙烯
‑
乙烯无规共聚物、丙烯
‑
(1
‑
丁烯)无规共聚物、丙
烯
‑
异丁烯无规共聚物、丙烯
‑
(1
‑
戊烯)无规共聚物、丙烯
‑
(2
‑
甲基
‑1‑
丁烯)无规共聚物、丙烯
‑
(3
‑
甲基
‑
1)
‑
丁烯)无规共聚物、丙烯
‑
(1
‑
己烯)无规共聚物、丙烯
‑
(2
‑
甲基
‑1‑
戊烯)无规共聚物、丙烯
‑
(3
‑
甲基
‑1‑
戊烯)无规共聚物、丙烯
‑
(4
‑
甲基
‑1‑
戊烯)无规共聚物、丙烯
‑
(1
‑
辛烯)无规共聚物、丙烯
‑
(1
‑
壬烯)无规共聚物和丙烯
‑
(1
‑
癸烯)无规共聚物。作为包含衍生自丙烯的结构单元和衍生自乙烯或碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物,优选为丙烯
‑
(1
‑
丁烯)无规共聚物或丙烯
‑
(1
‑
己烯)无规共聚物。
[0058]
作为包含衍生自丙烯的结构单元、衍生自乙烯的结构单元和衍生自碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物,例如可以列举:丙烯
‑
乙烯
‑
(1
‑
丁烯)无规共聚物、丙烯
‑
乙烯
‑
异丁烯无规共聚物、丙烯
‑
乙烯
‑
(1
‑
戊烯)无规共聚物、丙烯
‑
乙烯
‑
(2
‑
甲基
‑1‑
丁烯)无规共聚物、丙烯
‑
乙烯
‑
(3
‑
甲基
‑1‑
丁烯)无规共聚物、丙烯
‑
乙烯
‑
(1
‑
己烯)无规共聚物、丙烯
‑
乙烯
‑
(2
‑
甲基
‑1‑
戊烯)无规共聚物、丙烯
‑
乙烯
‑
(3
‑
甲基
‑1‑
戊烯)无规共聚物、丙烯
‑
乙烯
‑
(4
‑
甲基
‑1‑
戊烯)无规共聚物、丙烯
‑
乙烯
‑
(1
‑
辛烯)无规共聚物、丙烯
‑
乙烯
‑
(1
‑
壬烯)无规共聚物和丙烯
‑
乙烯
‑
(1
‑
癸烯)无规共聚物。作为包含衍生自丙烯的结构单元、衍生自乙烯的结构单元和衍生自碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物,优选为丙烯
‑
乙烯
‑
(1
‑
丁烯)无规共聚物。
[0059]
包含衍生自丙烯的结构单元和衍生自乙烯或碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物中的、衍生自丙烯的结构单元的含量优选为85重量%以上且99.9重量%以下,更优选为90重量%以上且99.9重量%以下。包含衍生自丙烯的结构单元和衍生自乙烯或碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物中的、衍生自乙烯或碳原子数4~10的α
‑
烯烃的结构单元的含量为20重量%以下。包含衍生自丙烯的结构单元和衍生自乙烯或碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物中的、衍生自乙烯或碳原子数4~10的α
‑
烯烃的结构单元的含量优选为0.1重量%以上且15重量%以下,更优选为0.1重量%以上且10重量%以下。其中,将包含衍生自丙烯的结构单元和衍生自乙烯或碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物的总量设为100重量%。衍生自丙烯的结构单元的含量以及衍生自乙烯或碳原子数4~10的α
‑
烯烃的结构单元的含量可以利用13c
‑
nmr法求出。
[0060]
包含衍生自丙烯的结构单元、衍生自乙烯的结构单元和衍生自碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物中的、衍生自丙烯的结构单元的含量优选为85重量%以上且99.9重量%以下,更优选为90重量%以上且99.9重量%以下。在包含衍生自丙烯的结构单元、衍生自乙烯的结构单元和衍生自碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物中,衍生自乙烯的结构单元的含量和衍生自碳原子数4~10的α
‑
烯烃的结构单元的含量的合计为20重量%以下。包含衍生自丙烯的结构单元、衍生自乙烯的结构单元和衍生自碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物中的、衍生自乙烯的结构单元的含量优选为0.05重量%以上且7.5重量%以下,更优选为0.05重量%以上且5重量%以下。包含衍生自丙烯的结构单元、衍生自乙烯的结构单元和衍生自碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物中的、衍生自碳原子数4~10的α
‑
烯烃的结构单元的含量优选为0.05重量%以上且7.5重量%以下,更优选为0.05重量%以上且5重量%以下。其中,将包含衍生自丙烯的结构单元、衍生自乙烯的结构单元和衍生自碳原子数4~10的α
‑
烯烃的结构单元的无规共聚物设为100重量%。衍生自丙烯的结构单元的含量、衍生自乙烯的结构单元的含量以及衍生自碳原子数4~10的α
‑
烯烃的结构单元的含量可以利用13c
‑
nmr法求出。
[0061]
利用差示扫描量热法(以下记为dsc)求出的成分a1的熔点优选为150℃以上,更优选为155℃以上,进一步优选为160℃以上。另外,利用dsc求出的成分a1的熔化热优选为60j/g以上,更优选为80j/g以上,进一步优选为90j/g以上。
[0062]
成分a1的熔点为成分a1中所含的结晶相的熔化温度。具体而言,成分a1的熔点为在将成分a1升温时所得到的dsc曲线中最高温度侧的吸热峰的峰顶温度。
[0063]
成分a1的熔化热是成分a1中所含的结晶相转变为熔融状态所需的热量,具体而言,作为在将丙烯聚合物成分升温时所得到的dsc曲线中的所有吸热峰的峰面积的合计求出。
[0064]
需要说明的是,成分a1的熔点和熔化热利用dsc在以下条件下进行测定。(i)将约10mg成分a1在氮气气氛下、220℃下热处理5分钟,然后以5℃/分钟的降温速度冷却至50℃。(ii)接着,在50℃下保温1分钟,然后以5℃/分钟的升温速度从50℃加热到180℃。
[0065]
在温度为230℃和载荷为2.16kgf的条件下测定的成分a1的熔体流动速率优选为0.1g/10分钟以上且5g/10分钟以下,更优选为0.1g/10分钟以上且2g/10分钟以下,进一步优选为0.1g/10分钟以上且1g/10分钟以下。成分a1的上述熔体流动速率的数值越小,具有压延成型体的弯曲弹性模量越优异的倾向。
[0066]
在本说明书中,熔体流动速率是指按照jis k6758测定的值。
[0067]
成分a1可以使用通过使公知的固体状钛催化剂成分与有机金属化合物催化剂成分接触、以及根据需要进一步与给电子体接触而形成的催化剂体系;通过使具有环戊二烯基环的元素周期表第4族的过渡金属化合物与烷基铝氧烷接触而形成的催化剂体系;通过使具有环戊二烯基环的元素周期表第4族的过渡金属化合物、通过与该过渡金属化合物反应而形成离子型络合物的化合物以及有机铝化合物接触而形成的催化剂体系等利用公知的聚合方法制造。
[0068]
作为成分a1,可以使用市售品。作为市售的成分a1,例如可以列举:noblen(住友化学公司制造、丙烯共聚物)等。
[0069]
成分a2是在温度为190℃和载荷为2.16kgf的条件下测定的熔体流动速率为0.01g/10分钟以上且1.49g/10分钟以下、并且在分子链中具有极性基团的树脂成分。成分a2可以单独使用1种,也可以并用2种以上。
[0070]
作为极性基团,例如可以列举:马来酸酐基团、羟基、羧基、环氧基、氰基、异氰酸酯基、乙烯基、丙烯酰基和甲基丙烯酰基。
[0071]
从压延成型后的涂装性能的观点考虑,成分a2可以为具有选自由马来酸酐基团、羟基、羧基、环氧基、氰基、异氰酸酯基、乙烯基、丙烯酰基和甲基丙烯酰基构成的组中的至少一种极性基团的树脂,也可以为具有选自由羟基、环氧基、氰基、异氰酸酯基、乙烯基、丙烯酰基和甲基丙烯酰基构成的组中的至少一种极性基团的树脂,也可以为具有选自由马来酸酐基团、羟基、环氧基、氰基、乙烯基、丙烯酰基和甲基丙烯酰基构成的组中至少一种极性基团的树脂,也可以为具有选自由环氧基、乙烯基、丙烯酰基和甲基丙烯酰基构成的组中至少一种极性基团的树脂,也可以为具有选自由丙烯酰基和甲基丙烯酰基构成的组中至少一种极性基团的树脂。
[0072]
成分a2可以为包含衍生自具有极性基团的化合物的结构单元、和衍生自乙烯、丙烯、丁烯、戊烯、己烯、辛烯、苯乙烯等其它化合物的结构单元的树脂。
[0073]
作为成分a2,例如可以列举:乙烯
‑
甲基丙烯酸乙酯共聚物、乙烯
‑
甲基丙烯酸甲酯共聚物、乙烯
‑
乙酸乙烯酯共聚物、环氧共聚物、甲基丙烯酸羟基乙酯共聚物、丙烯腈共聚物、乙烯
‑
丙烯腈共聚物、氨基甲酸酯共聚物、马来酸改性丙烯共聚物等。
[0074]
从压延成型后的涂装性能的观点考虑,成分a2可以含有5质量%以上且50质量%以下的衍生自具有极性基团的化合物的结构单元,也可以含有5质量%以上且40质量%以下的衍生自具有极性基团的化合物的结构单元,还可以含有5质量%以上且35质量%以下的衍生自具有极性基团的化合物的结构单元。
[0075]
成分a2中的衍生自具有极性基团的化合物的结构单元的含量例如可以通过如下方式进行定量:将树脂成分以浓度为20mg/ml~30mg/ml的方式溶解在n,n
‑
二甲基甲酰胺(dmf)
‑
d7中从而制备试样,并进行该试样的13c
‑
nmr谱测定。
[0076]
成分a2可以是含有5质量%以上且50质量%以下的衍生自具有极性基团的化合物的结构单元、并且含有50质量%以上且95质量%以下的衍生自乙烯的结构单元的共聚物,也可以是含有5质量%以上且40质量%以下的衍生自具有极性基团的化合物的结构单元、并且含有60质量%以上且95质量%以下的衍生自乙烯的结构单元的共聚物,还可以是含有5质量%以上且35质量%以下的衍生自具有极性基团的化合物的结构单元、并且含有65质量%以上且95质量%以下的衍生自乙烯的结构单元的共聚物。
[0077]
在成分a2含有衍生自乙烯的结构单元的情况下,衍生自乙烯的结构单元的含量例如可以通过《新版高分子分析手册》(日本化学会、高分子分析研究恳谈会编、纪伊国屋书店(1995))中记载的ir法或nmr法测定。
[0078]
从涂装性的观点考虑,在温度为190℃和载荷为2.16kgf的条件下测定的成分a2的熔体流动速率优选为1.4g/10分钟以下,更优选为1.3g/10分钟以下,进一步优选为1g/10分钟以下。
[0079]
成分a2例如可以通过使用聚合催化剂将具有极性基团的化合物和根据需要的其它化合物聚合来制造。作为聚合催化剂,例如可以列举:磷酸2
‑
乙基己酯、磷酸辛酯、磷酸二辛酯等有机磷化合物、以及这些有机磷化合物的混合物。
[0080]
作为成分a2,可以使用市售品。作为市售的成分a2,例如可以列举:novatec(日本聚乙烯公司制造、乙烯
‑
乙酸乙烯酯共聚物)、suntec(旭化成公司制造、乙烯
‑
乙酸乙烯酯共聚物)、rexpearl(日本聚乙烯公司制造、乙烯
‑
丙烯酸甲酯)等。
[0081]
成分a3为在温度为190℃和载荷为2.16kgf的条件下测定的熔体流动速率为4g/10分钟以下、并且在分子链中不具有极性基团的热塑性弹性体成分。成分a3可以单独使用1种,也可以并用2种以上。
[0082]
作为成分a3,例如可以列举:烯烃类弹性体和苯乙烯类弹性体。从压延成型后的涂装性能的观点考虑,成分a3可以为烯烃类弹性体或苯乙烯类弹性体。
[0083]
作为烯烃类弹性体,可以列举:具有衍生自丙烯或碳原子数4~10的α
‑
烯烃的结构单元和衍生自乙烯的结构单元的共聚物。
[0084]
作为碳原子数4~10的α
‑
烯烃,例如可以列举:1
‑
丁烯、异丁烯、1
‑
戊烯、2
‑
甲基
‑1‑
丁烯、3
‑
甲基
‑1‑
丁烯、1
‑
己烯、2
‑
甲基
‑1‑
戊烯、3
‑
甲基
‑1‑
戊烯、4
‑
甲基
‑1‑
戊烯、1
‑
辛烯、1
‑
壬烯和1
‑
癸烯。
[0085]
作为丙烯或碳原子数4~10的α
‑
烯烃,优选为丙烯、1
‑
丁烯、1
‑
己烯或1
‑
辛烯,更优
选为丙烯或1
‑
丁烯。
[0086]
烯烃类弹性体可以具有2种以上衍生自丙烯或碳原子数4~10的α
‑
烯烃的结构单元。
[0087]
烯烃类弹性体可以除了具有衍生自丙烯或碳原子数4~10的α
‑
烯烃的结构单元、衍生自乙烯的结构单元以外,还具有衍生自不具有极性基团的其它单体的结构单元。作为不具有极性基团的其它单体,例如可以列举:1,3
‑
丁二烯、2
‑
甲基
‑
1,3
‑
丁二烯(异戊二烯)、1,3
‑
戊二烯、2,3
‑
二甲基
‑
1,3
‑
丁二烯等碳原子数4~8的共轭二烯;二聚环戊二烯、5
‑
乙叉基
‑2‑
降冰片烯、1,4
‑
己二烯、1,5
‑
环辛二烯和7
‑
甲基
‑
1,6
‑
辛二烯。烯烃类弹性体可以具有2种以上衍生自不具有极性基团的其它单体的结构单元。
[0088]
作为烯烃类弹性体,例如可以列举:乙烯
‑
丙烯共聚物、乙烯
‑
(1
‑
丁烯)共聚物、乙烯
‑
(1
‑
己烯)共聚物、乙烯
‑
(1
‑
辛烯)共聚物、乙烯
‑
丙烯
‑
(1
‑
丁烯)共聚物、乙烯
‑
丙烯
‑
(1
‑
己烯)共聚物、乙烯
‑
丙烯
‑
(1
‑
辛烯)共聚物、乙烯
‑
丙烯
‑
(5
‑
乙叉基
‑2‑
降冰片烯)共聚物、乙烯
‑
丙烯
‑
二聚环戊二烯共聚物、乙烯
‑
丙烯
‑
(1,4
‑
己二烯)共聚物和乙烯
‑
丙烯
‑
(5
‑
乙烯基
‑2‑
降冰片烯)共聚物。烯烃类弹性体可以仅使用1种,也可以并用2种以上。
[0089]
作为烯烃类弹性体,优选为乙烯
‑
丙烯共聚物、乙烯
‑
(1
‑
丁烯)共聚物、乙烯
‑
(1
‑
己烯)共聚物、乙烯
‑
(1
‑
辛烯)共聚物或乙烯
‑
丙烯
‑
(5
‑
乙叉基
‑2‑
降冰片烯)共聚物,更优选为乙烯
‑
丙烯共聚物或乙烯
‑
(1
‑
丁烯)共聚物。
[0090]
从压延成型后的涂装性能的观点考虑,成分a3可以是包含衍生自丙烯或碳原子数4~10的α
‑
烯烃的结构单元和衍生自乙烯的结构单元的弹性体,也可以是包含衍生自丙烯或碳原子数4~6的α
‑
烯烃的结构单元和衍生自乙烯的结构单元的弹性体。
[0091]
烯烃类弹性体中的衍生自乙烯的结构单元(也称为“乙烯单元”)的含量优选为30重量%以上且95重量%以下,更优选为40重量%以上且80重量%以下。烯烃类弹性体中的衍生自丙烯或碳原子数4~10的α
‑
烯烃的结构单元的含量优选为5重量%以上且70重量%以下,更优选为20重量%以上且60重量%以下。其中,将衍生自乙烯的结构单元的含量和衍生自丙烯或碳原子数4~10的α
‑
烯烃的结构单元的含量的合计设为100重量%。
[0092]
烯烃类弹性体中的乙烯单元的含量可以根据在下述条件下测定的13c
‑
nmr谱基于kakugo等人的报道(macromolecules,1982,15,1150
‑
1152)求出。
[0093]
在10mmφ的试管中将约200mg烯烃类弹性体均匀溶解在3ml邻二氯苯中从而制备试样,并在测定温度135℃、脉冲重复时间10秒、脉冲宽度45
°
、累加次数2500次的条件下测定该试样的13c
‑
nmr谱。衍生自除乙烯以外的化合物的结构单元的含量例如可以通过如下方式进行定量:将烯烃类弹性体以浓度为20mg/ml~30mg/ml的方式溶解在n,n
‑
二甲基甲酰胺(dmf)
‑
d7中从而制备试样,并进行该试样的13c
‑
nmr谱测定。
[0094]
在成分a3含有衍生自丙烯的结构单元的情况下,衍生自丙烯的结构单元的含量通常小于80质量%。在成分a3含有衍生自丙烯的结构单元的情况下,衍生自丙烯的结构单元的含量可以为70质量%以下,也可以为50质量%以下。即,在作为成分a3的烯烃类弹性体中,衍生自丙烯的结构单元的含量可以小于80质量%,也可以为70质量%以下,还可以为50质量%以下。衍生自丙烯的结构单元的含量例如可以利用13c
‑
nmr法求出。
[0095]
作为苯乙烯类弹性体,例如可以列举:包含衍生自乙烯基芳香族化合物的结构单元和衍生自共轭二烯的结构单元的嵌段共聚物;以及通过对上述嵌段共聚物的衍生自共轭
二烯的双键进行加氢而得到的嵌段共聚物的加氢产物。作为苯乙烯类弹性体,优选为通过对包含衍生自乙烯基芳香族化合物的结构单元和衍生自共轭二烯的结构单元的嵌段共聚物的、衍生自共轭二烯的双键中的80%以上的双键进行加氢而得到的嵌段共聚物,更优选为通过对上述嵌段共聚物的衍生自共轭二烯的双键中的85%以上的双键进行加氢而得到的嵌段共聚物。
[0096]
作为苯乙烯类弹性体,例如可以列举:苯乙烯
‑
乙烯
‑
丁烯
‑
苯乙烯橡胶(sebs)、苯乙烯
‑
乙烯
‑
丙烯
‑
苯乙烯橡胶(seps)、苯乙烯
‑
丁二烯橡胶(sbr)、苯乙烯
‑
丁二烯
‑
苯乙烯橡胶(sbs)、苯乙烯
‑
异戊二烯
‑
苯乙烯橡胶(sis)等嵌段共聚物、以及它们的氢化产物。
[0097]
从涂装性的观点考虑,在温度为190℃和载荷为2.16kgf的条件下测定的成分a3的熔体流动速率可以为3g/10分钟以下,也可以小于1g/10分钟,还可以为0.8g/10分钟以下。在温度为190℃和载荷为2.16kgf的条件下测定的成分a3的熔体流动速率例如可以为0.01g/10分钟以上,也可以为0.1g/10分钟以上。
[0098]
成分a3可以使用公知的催化剂利用公知的聚合方法制造。作为用于烯烃类弹性体的催化剂,例如可以列举:包含钒化合物和有机铝化合物的催化剂体系、齐格勒
‑
纳塔催化剂体系、以及茂金属催化剂体系。作为聚合方法,可以列举:溶液聚合法、淤浆聚合法、高压离子聚合法、气相聚合法等。
[0099]
作为成分a3,可以使用市售品。作为市售的成分a3,例如可以列举:engage enr7487(陶氏杜邦弹性体公司制造、乙烯
‑
(1
‑
丁烯)共聚物、商品名)、tafmer p0775(三井化学公司制造、乙烯
‑
丙烯共聚物、商品名)、excellen cx5505(住友化学公司制造、乙烯
‑
(1
‑
丁烯)共聚物)等。
[0100]
层a中所含的成分a1的含量可以为25质量%以上,也可以为30质量%以上。层a中所含的成分a1的含量可以为70重量%以下,也可以为60重量%以下。层a中所含的成分a2的含量可以为20重量%以上。层a中所含的成分a2的含量可以为45重量%以下。层a中所含的成分a3的含量可以为20重量%以上。层a中所含的成分a3的含量可以为25重量%以下。其中,将成分a1的含量、成分a2的含量和成分a3的含量的合计设为100重量%。
[0101]
[层b]
[0102]
层b含有丙烯聚合物成分(b1)(以下也称为“成分b1”)和无机填料(b2)(以下也称为“成分b2”),当将成分b1和成分b2的合计含量设为100重量%时,成分b1的含量为50重量%以上且80重量%以下,成分b2的含量为20重量%以上且50重量%以下。
[0103]
作为成分b1,可以使用与层a中所含的成分a1同样的物质。
[0104]
从压延成型后的涂装性能的观点考虑,成分b2优选满足下述要件(1
‑
a)、下述要件(1
‑
b)和下述要件(1
‑
c)全部。
[0105]
要件(1
‑
a):
[0106]
按照jis r1629利用激光衍射法测定的成分b2的中值粒径d50(l)为10μm以上且25μm以下。
[0107]
要件(1
‑
b):
[0108]
按照jis r1619利用离心沉降法测定的成分b2的中值粒径d50(s)为2μm以上且8μm以下。
[0109]
要件(1
‑
c):
[0110]
由下式(1)求出的成分b2的长径比常数为2以上且15以下。
[0111]
长径比常数={d50(l)
‑
d50(s)}/d50(s)
ꢀꢀꢀ
式(1)
[0112]
成分b2可以单独使用1种,也可以并用2种以上。
[0113]
(利用激光衍射法测定的中值粒径d50(l))
[0114]
中值粒径d50(l)可以使用激光法粒度分布测定仪按照jis r1629进行测定,并由从所得到的粒度累积分布曲线读取的累积量为50重量%时的粒径值求出。作为激光法粒度分布测定仪,例如可以列举日机装株式会社制造的mt
‑
3300ex
‑
ii。
[0115]
从由压延成型用层叠体得到的压延成型体的耐冲击性的观点考虑,按照jis r1629利用激光衍射法测定的成分b2的中值粒径d50(l)可以为22μm以下,也可以为20μm以下,还可以为18μm以下。
[0116]
(利用离心沉降法测定的中值粒径d50(s))
[0117]
中值粒径d50(s)可以使用离心沉降式粒度分布测定装置按照jis r1619进行测定,并由从所得到的粒度累积分布曲线读取的累积量为50重量%时的粒径值求出。作为离心沉降式粒度分布测定装置,例如可以列举株式会社岛津制作所制造的sa
‑
cp3。
[0118]
按照jis r1629利用离心沉降法测定的成分b2的中值粒径d50(s)可以为6μm以下,也可以为5μm以下,还可以为4μm以下。
[0119]
(长径比常数)
[0120]
根据上式(1)由上述中值粒径d50(l)和上述中值粒径d50(s)的值求出长径比常数。成分b2的长径比常数可以为2.1以上且10以下,也可以为2.2以上且9以下,还可以为2.3以上且8以下。
[0121]
作为成分b2,例如可以列举:云母、玻璃鳞片、玻璃纤维和滑石。
[0122]
从压延成型后的涂装性能的观点考虑,成分b2可以为滑石。
[0123]
成分b2例如可以通过美国专利第6348536号说明书中记载的方法制造。作为成分b2,可以使用市售品。作为市售的成分b2,例如可以列举:har w92(imerys制造、滑石、商品名)、har t84(imerys制造、滑石、商品名)等。
[0124]
层b中所含的成分b1的含量优选为66重量%以上且74重量%以下,更优选为67重量%以上且73重量%以下,进一步优选为68重量%以下且72重量%以下。层b中所含的成分b2的含量优选为26重量%以上且34重量%以下,更优选为27重量%以上且33重量%以下,进一步优选为28重量%以上且32重量%以下。其中,将成分b1的含量和成分b2的含量的合计设为100重量%。
[0125]
作为构成层a和层b的各成分的混合方法,例如可以列举:使用单螺杆挤出机、双螺杆挤出机、班伯里密炼机、热辊等混炼机将各成分熔融混炼的方法;在用于制造成分a1、成分a2、成分a3或成分b1的聚合反应中将各成分混合的方法等。
[0126]
作为制造层a和层b的方法,例如可以列举:压制成型法、挤出成型法和注射成型法。
[0127]
在本实施方式的压延成型用层叠体中,当将层a的合计厚度与层b的合计厚度的合计设为100%时,层a的合计厚度优选为3%以上且9.5%以下,层b的合计厚度优选为90.5%以上且97%以下。
[0128]
本实施方式的压延成型用层叠体也可以具有除层a和层b以外的其它层。
[0129]
上述压延成型用层叠体可以含有各种添加剂、结晶成核剂。
[0130]
作为添加剂,例如可以列举:抗氧化剂、紫外线吸收剂、抗静电剂、润滑剂、粘合剂、防雾剂和抗粘连剂。
[0131]
作为结晶成核剂,例如可以列举:山梨糖醇类成核剂、有机磷酸酯金属盐类化合物、有机羧酸金属盐类化合物、松香类化合物等α晶型成核剂;酰胺类化合物、喹吖啶酮类化合物等β晶型成核剂。从添加效果的观点考虑,当将压延成型用层叠体设为100重量份时,结晶成核剂的含量优选为0.001重量份以上,为了抑制结晶成核剂的分散性变差,相对于每100重量份的压延成型用层叠体的总量,结晶成核剂的含量更优选为1.5重量份以下。
[0132]
上述压延成型用层叠体可以通过共挤出法对层a和层b进行挤出成型来制造。
[0133]
以上说明的压延成型用层叠体在压延成型后能够表现出优异的涂装性能。
[0134]
[压延成型体]
[0135]
压延成型体例如可以通过沿厚度方向对压延成型用层叠体进行加热压缩并进行压延成型而制造。
[0136]
本实施方式的压延成型体通过以使得压延成型后的层a的合计厚度和层b的合计厚度的合计为压延成型前的10%以上且69%以下的方式对上述压延成型用层叠体进行压延成型而得到。即,上述压延成型体通过以使得在将压延成型前的层叠体(压延成型用层叠体)中的层a的合计厚度和层b的合计厚度的合计设为100%时压延成型后的层a的合计厚度和层b的合计厚度的合计为10%以上且69%以下的方式对压延成型用层叠体进行压延成型而得到。这样的压延成型体具有优异的涂装性能。另外,认为这样的压延成型体的热变形性低、即使在烧制上涂装的情况下也不易产生变形。将在将压延成型前的层叠体(压延成型用层叠体)中的层a的合计厚度和层b的合计厚度的合计设为100%时的、压延成型后的层叠体(压延成型体)中的层a的合计厚度和层b的合计厚度的合计(%)也称为压缩率。需要说明的是,即使在压延成型用层叠体具有除层a和层b以外的其它层的情况下,压缩率也由层a和层b的厚度计算。即,其它层的厚度不影响压缩率的计算。
[0137]
关于本实施方式的压延成型体的具体例子,使用图1进行说明。
[0138]
图1中的(b)所示的压延成型体200通过以使得压延成型后的层a的合计厚度和层b的合计厚度的合计为压延成型前的10%以上且69%以下的方式对图1中的(a)所示的压延成型用层叠体100进行压延成型而得到。即,压延成型体200中的层a(10a和10b)的合计厚度(t
21
与t
23
之和)和层b(20)的厚度t
22
的合计(厚度t
200
)为压延成型用层叠体100中的层a(10a和10b)的合计厚度(t
11
与t
13
之和)和层b(20)的厚度t
12
的合计(厚度t
100
)的10%以上且69%以下。
[0139]
从涂装性能的观点考虑,本实施方式的压延成型体也可以通过以使得压延成型后的层a的合计厚度和层b的合计厚度的合计为压延成型前的10%以上且50%以下或者15%以上且40%以下的方式对上述压延成型用层叠体进行压延成型而得到。即,压缩率可以为10%以上且50%以下或者15%以上且40%以下。
[0140]
在压延成型体中,成分b2优选在压延成型体中所含的成分b2的垂直于厚度方向的面与在加热压缩时压延成型用层叠体中所含的各成分流动的方向平行地取向。
[0141]
压延成型体中的成分b2的取向状态可以通过测定压延成型体的广角x射线散射来评价。
[0142]
成分b2的取向状态能够通过成分b2的取向度进行定量。成分b2的取向度可以使用二维广角x射线散射图像的成分b2的垂直于厚度方向的晶格面的方位角强度分布的半峰宽利用下式(2)求出。需要说明的是,在计算方位角强度分布时的散射角度宽度设定为从由上述晶格面产生的衍射峰位置起算的
±
0.5
°
的范围。
[0143]
取向度(%)={(180
‑
hwd)/180}
×
100
ꢀꢀꢀ
式(2)
[0144]
(在式(2)中,hwd表示成分b2的垂直于厚度方向的晶格面的方位角强度分布的半峰宽(单位:度)。)
[0145]
可以说上述取向度的值越大,成分b2的面越与在加热压缩时压延成型用层叠体中所含的各成分流动的方向平行地取向。
[0146]
压延成型体中所含的成分b2的取向度例如为80%以上,从耐冲击性的观点考虑,优选为85%以上。
[0147]
成分b1通常具有结晶性,其晶体内的原子三维上周期性地重复排列,因此考虑其周期性,晶体通过具有一定结构的平行六面体三维地堆积而形成。将这样的平行六面体称为单位晶格。
[0148]
将该单位晶格的三边分别称为a轴、b轴、c轴。对于α晶型聚丙烯晶体的单位晶格,将分子链方向称为c轴,在其它晶轴的2边中,将短轴称为a轴、将长轴称为b轴。
[0149]
在本实施方式的压延成型体中,优选成分b1具有晶体结构,并且在该晶体结构中α晶型的c轴或a轴与在加热压缩时的流动方向平行地取向。通过成分b1的α晶型的c轴或a轴沿在加热压缩时压延成型用层叠体中所含的各成分流动的方向取向,可以提高压延成型体的冲击强度。
[0150]
成分b1的晶体的取向状态可以通过测定压延成型体的广角x射线散射来评价。
[0151]
成分b1的晶体的取向状态能够通过晶体取向度进行定量。晶体取向度可以使用二维广角x射线散射图像的(040)面的方位角强度分布的半峰宽利用下式(3)求出。需要说明的是,在计算方位角强度分布时的散射角度宽度设定为从由上述(040)面产生的衍射峰位置起算的
±
0.5
°
的范围。
[0152]
晶体取向度(%)={(180
‑
hw
040
)/180}
×
100
ꢀꢀꢀ
式(3)
[0153]
(在式(3)中,hw
040
表示成分b1的α晶型的(040)面的方位角强度分布的半峰宽(单位:度)。)
[0154]
可以说晶体取向度的值越大,成分b1的α晶型的c轴或a轴越与在加热压缩时压延成型用层叠体中所含的各成分流动的方向平行地取向。
[0155]
压延成型体中所含的成分b1的晶体取向度例如为75%以上,优选为80%以上。
[0156]
本实施方式的压延成型体可以通过以上述压缩率对压延成型用层叠体进行压延成型而制造。即,本实施方式的压延成型体的制造方法可以具有如下工序:以使得压延成型后的层a的合计厚度与层b的合计厚度的合计为压延成型前的10%以上且69%以下的方式对上述压延成型用层叠体进行压延成型。根据这样的方法,能够制造具有优异的涂装性能的压延成型体。
[0157]
进行压延成型的工序例如是在成分b1的熔点附近的温度下进行加热压缩的工序。
[0158]
在对压延成型用层叠体进行加热压缩时,用于加热压缩的装置中的与压延成型用层叠体接触的加压部的温度为成分b1的熔点(tm)附近的温度,优选为熔点(tm)
‑
20℃以上
且熔点(tm)+10℃以下,更优选为熔点(tm)
‑
10℃以上且熔点(tm)+5℃以下。
[0159]
为了使压延成型体的耐冲击性变得良好、或者为了防止压延成型用层叠体中所含的成分的热劣化,对压延成型用层叠体进行加热压缩的时间优选为15秒以上且60分钟以下,更优选大于等于1分钟且小于30分钟,进一步优选大于等于10分钟且小于15分钟。
[0160]
作为对压延成型用层叠体进行加热压缩的装置,例如可以列举:具有温度调节功能的压制成型机、履带式加热加压成型机、可加压的带式密封机以及压延辊成型机。另外,作为进行加热压缩方法,优选利用具有温度调节功能的压制成型机从厚度方向对压延成型用层叠体进行加热压缩的方法。
[0161]
从在提高压缩率的情况下对装置的负荷的观点以及得到大尺寸的压延成型体的观点考虑,优选具有温度调节功能的压制成型机。利用该成型机,能够容易地得到从上表面观察时的任意一点的长度超过40cm的大尺寸的压延成型体。
[0162]
作为对压延成型用层叠体进行加热压缩的方法,也可以在进行加热压缩的装置的与压延成型用层叠体接触的加压部涂抹润滑剂。作为润滑剂,例如可以列举硅油等。通过涂抹润滑剂,能够减轻压延成型用层叠体与加压部的摩擦阻力,能够更顺利地对压延成型用层叠体进行加热压缩,因此导致成型周期的改善以及进行加热压缩的装置的负荷降低。
[0163]
本实施方式的压延成型体可以使用真空成型法、压缩空气成型法、压制成型法等公知的方法进一步成型加工成所需的形状。
[0164]
本实施方式的压延成型体可以与其它的树脂、金属、纸、皮革贴合而以多层结构的形式使用。
[0165]
实施例
[0166]
以下,使用实施例和比较例对本发明进行说明。实施例和比较例中使用的丙烯聚合物成分、在分子链中含有极性基团的树脂成分、在分子链中不含极性基团的热塑性弹性体成分和无机填料如下所示。
[0167]
(1)丙烯聚合物成分
[0168]
使用日本特开平10
‑
212319号公报中记载的催化剂,通过气相聚合法并且控制聚合反应器内的氢气浓度和聚合温度,从而得到了下述丙烯均聚物。
[0169]
(a1
‑
1)丙烯均聚物(成分a1)
[0170]
mfr(230℃、2.16kg载荷):0.5g/10分钟
[0171]
等规五单元组分数:0.977
[0172]
熔点:163℃
[0173]
熔化热:106j/g
[0174]
(b1
‑
1)丙烯均聚物(成分b1)
[0175]
mfr(230℃、2.16kg载荷):0.5g/10分钟
[0176]
等规五单元组分数:0.977
[0177]
熔点:163℃
[0178]
熔化热:106j/g
[0179]
(2)在分子链中含有极性基团的树脂成分
[0180]
(a2
‑
1)乙烯
‑
甲基丙烯酸甲酯共聚物(成分a2)
[0181]
mfr(190℃、2.16kg载荷):0.25g/10分钟
[0182]
甲基丙烯酸甲酯含量:17重量%
[0183]
乙烯含量:83重量%
[0184]
(a2
‑
2)乙烯
‑
甲基丙烯酸甲酯共聚物
[0185]
mfr(190℃、2.16kg载荷):2.0g/10分钟
[0186]
甲基丙烯酸甲酯含量:20重量%
[0187]
乙烯含量:80重量%
[0188]
(a2
‑
3)乙烯
‑
甲基丙烯酸甲酯共聚物
[0189]
mfr(190℃、2.16kg载荷):7g/10分钟
[0190]
甲基丙烯酸甲酯含量:15重量%
[0191]
乙烯含量:85重量%
[0192]
(a2
‑
4)乙烯
‑
乙酸乙烯酯共聚物(成分a2)
[0193]
mfr(190℃、2.16kg载荷):0.41g/10分钟
[0194]
乙酸乙烯酯含量:5重量%
[0195]
乙烯含量:95重量%
[0196]
(3)在分子链中不含极性基团的热塑性弹性体成分
[0197]
(a3
‑
1)乙烯
‑
(1
‑
丁烯)共聚物(成分a3)
[0198]
(商品名)engage enr7487:陶氏杜邦弹性体公司制造
[0199]
mfr(190℃、2.16kg载荷):0.5g/10分钟
[0200]
乙烯含量:74重量%
[0201]1‑
丁烯含量:26重量%
[0202]
(a3
‑
2)乙烯
‑
(1
‑
丁烯)共聚物
[0203]
(商品名)engage enr7447:陶氏杜邦弹性体公司制造
[0204]
mfr(190℃、2.16kg载荷):5g/10分钟
[0205]
乙烯含量:70重量%
[0206]1‑
丁烯含量:30重量%
[0207]
(a3
‑
3)乙烯
‑
丙烯
‑
二烯共聚物(成分a3)
[0208]
mfr(230℃、2.16kg载荷):0.6g/10分钟
[0209]
乙烯含量:67重量%
[0210]
丙烯
‑
二烯含量:33重量%
[0211]
(a3
‑
4)乙烯
‑
丙烯共聚物(成分a3)
[0212]
(商品名)tafmer p0775:三井化学公司制造
[0213]
mfr(230℃、2.16kg载荷):0.6g/10分钟
[0214]
乙烯含量:71重量%
[0215]
丙烯含量:29重量%
[0216]
(4)无机填料
[0217]
(b2
‑
1)滑石(成分b2)
[0218]
(商品名)har w92:imerys制造
[0219]
d50(l):11μm
[0220]
d50(s):2.5μm
[0221]
长径比常数:3.4
[0222]
原料成分和压延成型体(以下也称为“层叠平板”)的物性按照下述所示的方法进行测定。
[0223]
(1)熔体流动速率(mfr,单位:g/10分钟)
[0224]
按照jis k 6758中规定的方法进行测定。在测定温度为230℃或190℃、载荷为2.16kg的条件下进行测定。
[0225]
(2)等规五单元组分数([mmmm])
[0226]
在直径为10mm的试管中将约200mg树脂样品完全溶解在3ml邻二氯苯中从而制备试样,并进行该试样的13c
‑
nmr谱的测定。13c
‑
nmr谱的测定条件如下所示。
[0227]
<测定条件>
[0228]
机型:bruker avance600
[0229]
测定温度:135℃
[0230]
脉冲重复时间:10秒
[0231]
脉冲宽度:45
°
[0232]
累加次数:2500次
[0233]
按照a.zambelli等人的报道(macromolecules,1973年,第6期,第925页至第926页)中记载的方法由测定结果计算出[mmmm]。
[0234]
(3)熔点(tm、单位:℃)以及熔化热(δh、单位:j/g)
[0235]
对丙烯聚合物成分进行热压成型(在230℃下预热5分钟,然后用1分钟升压至5.0mpa并保持压力2分钟,接着在30℃、5.0mpa下冷却5分钟),从而制作了厚度为约0.5mm的片。使用差示扫描型量热仪(珀金埃尔默公司制造,diamond dsc)测定丙烯聚合物成分的熔点和熔化热。测定条件如下所示。
[0236]
<测定条件>
[0237]
将10mg所制作的片在氮气气氛下、在220℃下热处理5分钟,然后以5℃/分钟的降温速度冷却至50℃,接着在50℃下保温1分钟,然后以5℃/分钟的升温速度从50℃加热至180℃。
[0238]
<tm和δh的计算方法>
[0239]
在dsc的升温时得到的dsc曲线中,将最高温侧的吸热峰的峰顶温度作为tm(℃)。另外,在上述dsc曲线中,将由吸热产生的所有峰的峰面积作为δh(j/g)。
[0240]
(4)衍生自甲基丙烯酸甲酯的结构单元的含量
[0241]
在分子链中含有极性基团的树脂成分中的甲基丙烯酸甲酯单元的含量可以以如下方式测定:制成厚度为0.3mm的压片,并使用红外光谱装置通过红外吸收光谱分析法进行测定。使用归属于甲基丙烯酸甲酯的3448cm
‑1的峰作为红外吸收光谱的特征吸收,并且按照下式利用厚度对吸光度进行校正,从而求出共聚单体含量。
[0242]
mma=4.1
×
log(i0/i)/t
‑
5.3
[0243]
[在式中,mma表示甲基丙烯酸甲酯单元的含量(质量%),i表示波数3448cm
‑1处的透射光强度,i0表示波数3448cm
‑1处的入射光强度,t表示测定试样片的厚度(cm)。]
[0244]
(5)衍生自乙酸乙烯酯的结构单元的含量
[0245]
在分子链中含有极性基团的树脂成分中的衍生自乙酸乙烯酯的结构单元的含量
按照jis k6924
‑
2:1997进行测定。
[0246]
(6)衍生自乙烯的结构单元的含量
[0247]
在分子链中含有极性基团的树脂成分中的衍生自乙烯的结构单元的含量利用下述方法进行测定。
[0248]
在直径为10mm的试管中将约200mg树脂样品完全溶解在3ml邻二氯苯中从而制备试样,并进行该试样的13c
‑
nmr谱的测定。13c
‑
nmr谱的测定条件如下所示。
[0249]
<测定条件>
[0250]
机型:bruker avance600
[0251]
测定温度:135℃
[0252]
脉冲重复时间:10秒
[0253]
脉冲宽度:45
°
[0254]
累加次数:2500次
[0255]
在分子链中不含极性基团的热塑性弹性体成分中的衍生自乙烯的结构单元的含量利用下述方法进行测定。
[0256]
在直径为10mm的试管中将约200mg树脂样品完全溶解在3ml邻二氯苯中从而制备试样,并进行该试样的13c
‑
nmr谱的测定。13c
‑
nmr谱的测定条件如下所示。
[0257]
<测定条件>
[0258]
机型:bruker avance600
[0259]
测定温度:135℃
[0260]
脉冲重复时间:10秒
[0261]
脉冲宽度:45
°
[0262]
累加次数:2500次
[0263]
按照m.kakugo等人的报道(macromolecules,1982年,第15期,第1150页至第1152页)中记载的方法,由测定结果计算出衍生自乙烯的结构单元的含量。另外,在分子链中不含极性基团的树脂成分中的衍生自1
‑
丁烯、丙烯
‑
二烯或丙烯的结构单元的含量通过100重量%减去衍生自乙烯的结构单元的含量而计算。
[0264]
(7)利用激光衍射法测定的中值粒径d50(l)
[0265]
利用激光衍射法测定的中值粒径d50(l)通过以下方法求出。
[0266]
利用microtrac粒度分析仪(日机装株式会社制造的“mt
‑
3300ex ii”)按照jis r1629测定使用均质器分散在乙醇中的试样,由从所得到的粒度累积分布曲线读取的累积量为50重量%时的粒径值求出d50(l)。
[0267]
(8)利用离心沉降法测定的中值粒径d50(s)
[0268]
利用离心沉降法测定的中值粒径d50(s)通过以下方法求出。使用离心沉降式粒度分布测定装置(株式会社岛津制作所制造的“sa
‑
cp3”)按照jis r1619测定使用超声波清洗装置分散在乙醇中的试样,由从所得到的粒度累积分布曲线读取的累积量为50重量%时的粒径值求出d50(s)。
[0269]
(9)长径比常数
[0270]
使用上述中值粒径d50(l)和上述中值粒径d50(s)的值通过下式(1)求出长径比常数。
[0271]
长径比常数={d50(l)
‑
d50(s)}/d50(s)
ꢀꢀꢀ
式(1)
[0272]
(10)压缩率
[0273]
利用游标卡尺测定在层a和层b重叠的状态下的压延成型用层叠体的厚度和压延成型后的层叠平板的厚度,并按照下式计算出压缩率。
[0274]
压缩率(%)=压延成型后的层叠平板的厚度(mm)/压延成型用层叠体的厚度(mm)
×
100
[0275]
(11)耐水附着性
[0276]
<涂装条件(i)>
[0277]
以长度150mm、宽度70mm、厚度2.5mm的尺寸从所得到的层叠平板切出试验片。利用往复机构(cft ransburg制造的rih1200h035)在所述试验片的表面上喷涂底漆(关西涂料公司制造的clear white(ne))(干燥膜厚6μm),并在60℃下干燥3分钟。然后,利用相同装置喷涂水性基底涂料(关西涂料公司制造的202sun metallic)(干燥膜厚20μm),并在60℃下干燥3分钟。利用相同装置在其上喷涂透明涂料(包含关西涂料公司制造的hs clear base主剂、关西涂料公司制造的hs clear g固化剂和关西涂料公司制造的thinner 30)(干燥膜厚30μm)。然后,在60℃下干燥60分钟,从而形成多层涂膜。
[0278]
<评价条件>
[0279]
将按照涂装条件(i)形成有多层涂膜的试验片在40℃的耐水槽中浸渍240小时。提起后,在1小时以内进行外观评价,将观察到膨胀、起泡等外观异常的试验片评价为不合格(有异常)。
[0280]
(12)初始粘附性
[0281]
<涂装条件(ii)>
[0282]
以长度150mm、宽度70mm、厚度2.5mm的尺寸从所得到的层叠平板切出试验片。利用往复机构(cft ransburg制造的rih1200h035)在所述试验片的表面上喷涂底漆(关西涂料公司制造的clear white(ne))(干燥膜厚12μm),并在60℃下干燥3分钟。然后,利用相同装置喷涂水性基底涂料(关西涂料公司制造的202sun metallic)(干燥膜厚20μm),并在60℃下干燥3分钟。利用相同装置在其上喷涂透明涂料(包含关西涂料公司制造的hs clear base主剂、关西涂料公司制造的hs clear g固化剂和关西涂料公司制造的thinner 30)(干燥膜厚30μm)。然后,在60℃下干燥60分钟,从而形成多层涂膜。
[0283]
<评价条件>
[0284]
利用刀片在按照涂装条件(ii)形成有多层涂膜的试验片的涂膜上划出100个(纵向10个
×
横向10个)2mm见方的棋盘格,利用手指在其上压接宽度为24mm的cellophane tape(注册商标)(nichiban株式会社制造),然后将在抓住其端面一下子剥离时残留的棋盘格的数量作为残留率(%)进行评价。
[0285]
[实施例1]
[0286]
(层a的制作)
[0287]
将75重量%的丙烯均聚物(a1
‑
1)、10重量%的在分子链中含有极性基团的树脂成分(a2
‑
1)和15重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
1)。使用新藤金属工业所制造的
压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0288]
(层b的制作)
[0289]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0290]
(压延成型用层叠体的制作)
[0291]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
1)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0292]
(层叠平板的制作)
[0293]
将上述压延成型用层叠体(d
‑
1)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0294]
[实施例2]
[0295]
(层a的制作)
[0296]
将65重量%的丙烯均聚物(a1
‑
1)、20重量%的在分子链中含有极性基团的树脂成分(a2
‑
1)和15重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
2)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
2)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0297]
(层b的制作)
[0298]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0299]
(压延成型用层叠体的制作)
[0300]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
2)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0301]
(层叠平板的制作)
[0302]
将上述压延成型用层叠体(d
‑
2)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0303]
[实施例3]
[0304]
(层a的制作)
[0305]
将55重量%的丙烯均聚物(a1
‑
1)、30重量%的在分子链中含有极性基团的树脂成分(a2
‑
1)和15重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
3)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
3)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0306]
(层b的制作)
[0307]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0308]
(压延成型用层叠体的制作)
[0309]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
3)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0310]
(层叠平板的制作)
[0311]
将上述压延成型用层叠体(d
‑
3)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0312]
[实施例4]
[0313]
(层a的制作)
[0314]
将50重量%的丙烯均聚物(a1
‑
1)、35重量%的在分子链中含有极性基团的树脂成分(a2
‑
1)和15重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
4)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
4)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0315]
(层b的制作)
[0316]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出
量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0317]
(压延成型用层叠体的制作)
[0318]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
4)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0319]
(层叠平板的制作)
[0320]
将上述压延成型用层叠体(d
‑
4)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0321]
[实施例5]
[0322]
(层a的制作)
[0323]
将45重量%的丙烯均聚物(a1
‑
1)、40重量%的在分子链中含有极性基团的树脂成分(a2
‑
1)和15重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
5)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
5)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0324]
(层b的制作)
[0325]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0326]
(压延成型用层叠体的制作)
[0327]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
5)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0328]
(层叠平板的制作)
[0329]
将上述压延成型用层叠体(d
‑
5)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0330]
[实施例6]
[0331]
(层a的制作)
[0332]
将35重量%的丙烯均聚物(a1
‑
1)、50重量%的在分子链中含有极性基团的树脂成
分(a2
‑
1)和15重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
6)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
6)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0333]
(层b的制作)
[0334]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0335]
(压延成型用层叠体的制作)
[0336]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
6)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0337]
(层叠平板的制作)
[0338]
将上述压延成型用层叠体(d
‑
6)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0339]
[实施例7]
[0340]
(层a的制作)
[0341]
将55重量%的丙烯均聚物(a1
‑
1)、35重量%的在分子链中含有极性基团的树脂成分(a2
‑
1)和10重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
7)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
7)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0342]
(层b的制作)
[0343]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0344]
(压延成型用层叠体的制作)
[0345]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了
压延成型用层叠体(d
‑
7)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0346]
(层叠平板的制作)
[0347]
将上述压延成型用层叠体(d
‑
7)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0348]
[实施例8]
[0349]
(层a的制作)
[0350]
将35重量%的丙烯均聚物(a1
‑
1)、35重量%的在分子链中含有极性基团的树脂成分(a2
‑
1)和30重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
8)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
8)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0351]
(层b的制作)
[0352]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0353]
(压延成型用层叠体的制作)
[0354]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
8)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0355]
(层叠平板的制作)
[0356]
将上述压延成型用层叠体(d
‑
8)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0357]
[实施例9]
[0358]
(层a的制作)
[0359]
将50重量%的丙烯均聚物(a1
‑
1)、35重量%的在分子链中含有极性基团的树脂成分(a2
‑
4)和30重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
9)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
9)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0360]
(层b的制作)
[0361]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0362]
(压延成型用层叠体的制作)
[0363]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
9)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0364]
(层叠平板的制作)
[0365]
将上述压延成型用层叠体(d
‑
9)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0366]
[实施例10]
[0367]
(层a的制作)
[0368]
将50重量%的丙烯均聚物(a1
‑
1)、35重量%的在分子链中含有极性基团的树脂成分(a2
‑
1)和30重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
3)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
10)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
10)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0369]
(层b的制作)
[0370]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0371]
(压延成型用层叠体的制作)
[0372]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
10)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0373]
(层叠平板的制作)
[0374]
将上述压延成型用层叠体(d
‑
10)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0375]
[实施例11]
[0376]
(层a的制作)
[0377]
将50重量%的丙烯均聚物(a1
‑
1)、35重量%的在分子链中含有极性基团的树脂成分(a2
‑
1)和15重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
4)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
11)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
11)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0378]
(层b的制作)
[0379]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0380]
(压延成型用层叠体的制作)
[0381]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
11)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0382]
(层叠平板的制作)
[0383]
将上述压延成型用层叠体(d
‑
11)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0384]
[实施例12]
[0385]
(层a的制作)
[0386]
将50重量%的丙烯均聚物(a1
‑
1)、35重量%的在分子链中含有极性基团的树脂成分(a2
‑
1)和15重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
4)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
4)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.200mm的层a。将层a中的成分的种类和含量示于表1中。
[0387]
(层b的制作)
[0388]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度4.6mm的层b。将
层b中的成分的种类和含量示于表1中。
[0389]
(压延成型用层叠体的制作)
[0390]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
12)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0391]
(层叠平板的制作)
[0392]
将上述压延成型用层叠体(d
‑
12)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0393]
[比较例1]
[0394]
(层a的制作)
[0395]
将85重量%的丙烯均聚物(a1
‑
1)和15重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
12)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
12)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0396]
(层b的制作)
[0397]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0398]
(压延成型用层叠体的制作)
[0399]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
13)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0400]
(层叠平板的制作)
[0401]
将上述压延成型用层叠体(d
‑
13)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0402]
[比较例2]
[0403]
(层a的制作)
[0404]
将50重量%的丙烯均聚物(a1
‑
1)、35重量%的在分子链中含有极性基团的树脂成分(a2
‑
2)和30重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
13)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物
(a
‑
13)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0405]
(层b的制作)
[0406]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0407]
(压延成型用层叠体的制作)
[0408]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
14)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0409]
(层叠平板的制作)
[0410]
将上述压延成型用层叠体(d
‑
14)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0411]
[比较例3]
[0412]
(层a的制作)
[0413]
将50重量%的丙烯均聚物(a1
‑
1)、35重量%的在分子链中含有极性基团的树脂成分(a2
‑
3)和15重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
1)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
14)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
14)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0414]
(层b的制作)
[0415]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0416]
(压延成型用层叠体的制作)
[0417]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
15)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0418]
(层叠平板的制作)
[0419]
将上述压延成型用层叠体(d
‑
15)放入将加压板设定为160℃的热压成型机中,升
压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0420]
[比较例4]
[0421]
(层a的制作)
[0422]
将50重量%的丙烯均聚物(a1
‑
1)、35重量%的在分子链中含有极性基团的树脂成分(a2
‑
1)和15重量%的在分子链中不含极性基团的热塑性弹性体成分(a3
‑
2)混合,并使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下进行熔融混炼,从而得到了树脂组合物(a
‑
15)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
15)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0423]
(层b的制作)
[0424]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。将层b中的成分的种类和含量示于表1中。
[0425]
(压延成型用层叠体的制作)
[0426]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
16)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0427]
(层叠平板的制作)
[0428]
将上述压延成型用层叠体(d
‑
16)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0429]
[比较例5]
[0430]
(层a的制作)
[0431]
使用40mm单螺杆挤出机vs40
‑
28型(田边塑料机械制造)在料筒设定温度:220℃、螺杆转速:70rpm的条件下对100重量%的丙烯均聚物(a1
‑
1)进行熔融混炼,从而得到了树脂组合物(a
‑
16)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(a
‑
16)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度0.336mm的层a。将层a中的成分的种类和含量示于表1中。
[0432]
(层b的制作)
[0433]
将70重量%的丙烯均聚物(b1
‑
1)和30重量%的滑石(b2
‑
1)混合,并使用15mm双螺杆挤出机kzw15
‑
45mg(technovel制造)在料筒设定温度:220℃、螺杆转速:5100rpm、挤出量:约4kg/小时的条件下进行熔融混炼,从而得到了树脂组合物(c
‑
1)。使用新藤金属工业所制造的压缩成型机(p
‑
37)在温度为230℃、加压时的压力为10mpa的条件下对所得到的树脂组合物(c
‑
1)进行压缩成型10分钟,从而得到了宽度15cm、长度15cm、厚度7.73mm的层b。
将层b中的成分的种类和含量示于表1中。
[0434]
(压延成型用层叠体的制作)
[0435]
在上述层b的上表面上重叠1片层a,再在层b的下表面上重叠1片层a,由此制作了压延成型用层叠体(d
‑
17)。将压延成型用层叠体中的层a的合计厚度的比例和层b的厚度的比例示于表1中。
[0436]
(层叠平板的制作)
[0437]
将上述压延成型用层叠体(d
‑
17)放入将加压板设定为160℃的热压成型机中,升压至100t并保持压力5分钟,在保持压力的状态下冷却至80℃,然后减压,从而得到了厚度2.5mm的层叠平板。将所得到的层叠平板的物性示于表2中。
[0438]
表1
[0439][0440]
表2
[0441] 压缩率(%)耐水附着性初始粘附性(%)实施例129.7无异常42实施例229.7无异常64
实施例329.7无异常100实施例429.7无异常100实施例529.7无异常86实施例629.7无异常72实施例729.7无异常45实施例829.7无异常34实施例929.7无异常56实施例1029.7无异常70实施例1129.7无异常100实施例1250.0无异常100比较例129.7有异常5比较例229.7有异常100比较例329.7无异常5比较例429.7有异常0比较例529.7有异常0
[0442]
由表2可知,实施例的层叠平板的耐水附着性和初始粘附性、即涂装性能优异。即,确认了本实施方式的压延成型用层叠体在压延成型后能够表现出优异的涂装性能。另外,由此可知,本实施方式的压延成型体的涂装性能优异、以及根据本实施方式的压延成型体的制造方法能够制造涂装性能优异的压延成型体。
[0443]
标号说明
[0444]
10a、10b
……
层a;20
……
层b;100
……
压延成型用层叠体;200
……
压延成型体。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1