汽车着色膜蒸汽剥离装置的制作方法
1.本文讨论的实施例涉及一种汽车着色膜蒸汽剥离装置,更具体地,涉及一种在更换汽车的着色膜时促进着色膜操作而不损坏热线的蒸汽剥离装置。
背景技术:
2.通常,车辆着色膜贴在挡风玻璃、后玻璃、车门玻璃等上,用于遮挡紫外线、节能、防止玻璃散射、隔热和个人隐私。然而,在很多情况下,车辆着色膜可能会因长期使用而被划伤,或因过度暴露在阳光直射下而变色,或因着色气泡而需要进行重新着色操作。
3.如上所述,挡风玻璃或车门玻璃在汽车重新着色操作过程中没有大的困难,但移除后玻璃着色膜的操作是一项复杂的任务,如下所述。例如,由于附着热线而进行重新操作时,即使熟练的操作者使用手持蒸器或加热枪加热着色玻璃的两面以减弱着色膜的粘合力,然后小心翼翼地将其用单刃刀或手剥离,仍需要很多时间,甚至热线也经常损坏和剥离,因此必须更换整个后玻璃并补偿损失是一个很大的负担。
4.非专利文献中公开的着色膜剥离方法(https://youtu.be/4mceiqkkahc)使用的是一般的蒸汽枪或加热枪,但与侧门玻璃不同的是,后玻璃涉及到的问题是:在狭窄的角落区域难以确保操作空间,并且在敞开状态下的局部加热或蒸汽加热操作会导致热线由于局部施加到着色膜的热量或蒸汽而被剥离的风险,这需要技巧水平并且需要很多时间。
5.常规地,注册号为10-0494586的韩国专利公开了一种着色膜剥离装置,用于在安装和使用在报废汽车的拆解流水线系统中的系统中从汽车玻璃上剥离着色膜,并且仅回收汽车玻璃。根据该专利,该着色膜剥离装置包括:装载装置,该装载装置通过气动固定装置从报废汽车上吸附并移动车门玻璃;移动到装载装置上的车门玻璃固定装置;在固定装置的车门玻璃着色膜上的蒸汽喷射装置;以及具有膜切割和刮刀的着色膜移除装置。此外,注册号为10-0494590的韩国专利公开了一种装置,该装置包括用于将报废汽车中的车门玻璃移动到移除装置的传送装置、固定经移动的车门玻璃的固定单元、旋转车门玻璃的旋转单元、喷射蒸汽、高温、高压水和空气的喷射单元以及可旋转地固定门玻璃的腔室单元。
6.使用上述装置的主要目的是剥离从分离自报废汽车的汽车玻璃总成中分离的附着有着色膜的汽车玻璃,并回收汽车玻璃。在使用或着色膜剥离操作方面,仅限于在报废汽车拆解流水线系统中安装使用的剥离系统。可以看出,这与固定在车内的汽车玻璃总成状态下用于更换劣化的汽车着色膜的着色膜剥离系统是不同的。
7.此外,注册号为10-0862478的韩国专利公开了一种用于报废汽车前后门玻璃的水平连续旋转膜剥离装置。即使在这种剥离装置的情况下,该装置在报废汽车零部件拆解流水线的一个过程中使用的主要目的是回收从报废汽车中分离的汽车玻璃总成中分离的汽车玻璃的着色膜,其组成单元包括:进给单元,其收集车门玻璃并将车门玻璃供给至旋转室;传送单元,其将进给单元处理后的车门玻璃传送到旋转室;旋转室,用于移除车门玻璃上的着色膜;以及使旋转室旋转的电动马达,着色膜是通过储存在旋转室中的溶剂移除的。
8.此外,第10-2005-0082141号韩国未审查专利公开披露了一种玻璃双面膜剥离装
置,其包括将贴有保护膜的玻璃以水平位置运入的运入传送带,使存放的玻璃浮起的工作台,浮起玻璃的运出装置;在运入传送带和工作台之间的剥离膜边缘的剥离支撑装置,用于运出经剥离的玻璃的传送带,向剥离膜吹气的喷嘴,在压力配合状态下引导膜的导向装置以及膜回收箱等。可见,这是一种贴在玻璃两面的板面保护膜的剥离装置,其目的、用途和技术领域与用于汽车重新着色操作的剥离膜装置不同。
9.针对上述现有技术文献存在的问题,申请人早先注册的第10-2284573号韩国专利公开了一种“汽车着色膜蒸汽剥离装置”,其特征在于包括:圆形底部侧梯形式的蒸汽防水布;线框套筒接缝部,蒸汽防水布的外缝在其中按照规则的间隔卷曲和缝制;蒸汽插孔,其熔接形成于蒸汽防水布3/5高度的中央处;束带孔,其通过在蒸汽防水布的上线框套筒接缝部的中央处插入盖布成型;具有一定长度的线框束带,其被插入使得带调节尖端固定并交叉突出地形成在线框套筒接缝内侧的束带孔的左右两端。传统情况遇到的大部分问题都通过该剥离装置得到解决,因此它可以根据各种车型安装和兼容不同形状和尺寸的汽车玻璃总成,并且蒸汽均匀地施加在整个着色表面上,从而容易一次剥离粘合强度减弱的着色膜。此外,缩短了操作时间,不会发生部分撕裂,因此具有缩短后续操作时间的有用性。
10.[现有技术文献]
[0011]
[专利文献]
[0012]
(专利文献1)[专利文献1]kr 10-0494586(b1)2005.06.01
[0013]
(专利文献2)[专利文献2]kr 10-0494590(b1)2005.06.01
[0014]
(专利文献3)[专利文献3]kr 10-0862478(b1)2008.10.01
[0015]
(专利文献4)[专利文献4]kr 10-2005-0082141(a)2005.08.22
[0016]
(专利文献5)[专利文献5]kr 10-2284573(b1)2021.07.27
[0017]
[非专利文献]
[0018]
(非专利文献1)[非专利文献1]https://youtu.be/4mceiqkkahc
技术实现要素:
[0019]
因此,本发明的目的在于提供一种汽车着色膜蒸汽剥离装置,其降低了以下危险因素:局部加热产生的局部发热或敞开状态下的蒸汽暴露而导致热线带被剥离,这是使用蒸汽枪或加热枪剥离汽车着色膜的常规方法的普遍问题,其不需要很高的技能,特别容易应用于诸如前后车门玻璃上的挡风玻璃等狭窄角落区域的操作空间,通过覆盖整个总成、与根据车型的不同尺寸和形状的汽车玻璃总成兼容的蒸汽防水布来剥离粘合力减弱的着色膜,而不是重复局部加热和局部剥离的操作。基于上述内容,本发明的主要目的在于消除申请人早先专利的以下问题导致的线框束带在操作过程中重新设定的麻烦:嵌入蒸汽剥离装置(其插入汽车玻璃总成框架中)的防水布外框的线框套筒接缝部的线框束带由于蒸汽的喷射压力在蒙皮材料的束带孔中部分松动,使蒸汽防水布从玻璃总成边沿脱离并释放部分蒸汽。
[0020]
为实现上述目的,根据本发明的实施例,提供了一种汽车着色膜蒸汽剥离装置,包括:长圆形形式的蒸汽防水布1;线框套筒接缝部2,蒸汽防水布的外接缝部在其中以规则的间隔卷曲、折叠和缝制;蒸汽插孔3,其熔接成型于蒸汽防水布中部的一侧;以及蒸汽剥离装置主体100,其中具有一定长度的线框束带4插入到线框套筒接缝部2中,并且在其端部成型
的束带调节端4'被交叉拉出到在蒸汽防水布线框套筒接缝部2的焊接端2中间部分中的上边缘狭缝5,
[0021]
该装置的改进包括:
[0022]
线框束带模块200,其铆接组装在蒸汽防水布1的两面并与线框套筒接缝部2上侧边沿中间部分中的狭缝5接触,线框套筒不锈钢管6中间切开形成束带孔6';
[0023]
线框束带顶板7,其具有线框套筒不锈钢管6的长度和等宽的规格,其组装于蒸汽防水布的前部,在该前部,线框束带4的两端穿过线框套筒接缝部2的内部在线框套筒不锈钢管6的束带孔6'的两侧交叉并突出;
[0024]
一对锥形狭缝配合件8,其按照束带孔6'的标准间距一体突出成型于线框束带顶板7的上边沿两侧;
[0025]
u形槽9,其成型在锥形狭缝配合件8的上侧端的背面边沿和线框狭缝顶板7的下侧的背面边沿;
[0026]
一对握持部10,其成型为在线框束带顶板7的前表面的中间部分中以预定间隔向左和向右突出;
[0027]
线框固定槽11,其在该对握持部10内侧成型于线框束带顶板7附近;
[0028]
盖板12,其为矩形构件,其规格对应于线框束带顶板7的背面部分;以及
[0029]
多个铆钉孔13,其相对穿设于线框束带顶板7和盖板12上。
[0030]
根据本发明,提供了一种基本上容易适用于汽车挡风玻璃和后车门玻璃等狭窄角落区域的操作空间的汽车着色膜蒸汽剥离装置,粘合力减弱的着色膜由覆盖整个挡风玻璃或后玻璃总成的蒸汽防水布一次剥离,而不是重复局部剥离的操作,降低了局部加热引起的局部发热或在敞开状态下的蒸汽暴露导致热线被剥离的危险因素,它不需要很高的技巧。另外,本发明的效果还在于消除了申请人在先专利的以下问题导致的在操作过程中重新设定线框束带的麻烦:嵌入蒸汽剥离装置(其插入汽车玻璃总成框架中)的防水布外框的线框套筒接缝部的线框束带由于蒸汽的喷射压力在蒙皮材料的束带孔中部分松动,使蒸汽防水布从玻璃总成边沿脱离并释放部分蒸汽。因此,与传统情况相比,本发明通过更先进的产品生产率和改进的功能提供降低产品单位成本的效果,提供操作的便利性并因操作期间无需重新设定而进一步缩短时间和劳动力成本。
附图说明
[0031]
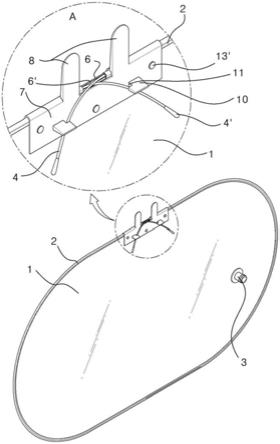
图1是根据本发明的着色膜蒸汽剥离装置的主体立体图和主要部件a的放大参考图;
[0032]
图2是作为本发明主要部件设置在蒸汽防水布外上端的线框束带模块的拆装立体图;
[0033]
图3是作为本发明主要部件的线框束带模块的组装状态的局部剖视图;
[0034]
图4是示出使用作为本发明主要部件的线框束带模块调节蒸汽防水布的宽度的状态的参考立体图;以及
[0035]
图5是根据本发明的使用状态的参考立体图。
具体实施方式
[0036]
为实现上述目的,下面结合附图对本发明的优选实施例进行详细说明。
[0037]
根据本发明的汽车着色膜蒸汽剥离装置基本上降低了在着色膜剥离操作过程中由于局部加热产生的局部发热或在敞开状态下的蒸汽暴露导致热线被剥离的危险因素,并且不需要很高的技巧。
[0038]
尤其是,本蒸汽剥离装置易于应用于前挡风玻璃、后车门玻璃上等狭窄角落区域的操作空间,并通过覆盖整个后玻璃总成的蒸汽防水布对挡风玻璃或粘合力减弱的着色膜进行一次剥离,而不是重复局部剥离的操作。此外,作为对本发明基础的在先注册专利文献中的补充,嵌入蒸汽剥离装置(插入汽车玻璃总成框架中)的防水布外框的线框套筒接缝部的线框束带由于蒸汽的喷射压力在蒙皮材料的束带孔中部分松动,使蒸汽防水布从玻璃总成边沿脱离并释放部分蒸汽。本发明的具体实例如下。
[0039]
实施例
[0040]
如图1、图2和图3所示,根据本发明的汽车着色膜蒸汽剥离装置包括:长圆形形式的蒸汽防水布1;线框套筒接缝部2,蒸汽防水布的外接缝部以规则的间隔卷曲、折叠和缝制在其中;蒸汽插孔3,其熔接形成于蒸汽防水布中部的一侧;蒸汽剥离装置主体100,其中具有一定长度的线框束带4插入到线框套筒接缝部2中,在其端部形成的束带调节端4'被交叉拉出到蒸汽防水布线框套筒接缝部2的焊接端2中间部分中的上边缘狭缝5,
[0041]
该装置的改进包括:
[0042]
线框束带模块200,其铆接组装在蒸汽防水布1的两面并与线框套筒接缝部2上侧边沿中间部分中的狭缝5接触,线框套筒不锈钢管6中间切开形成束带孔6';
[0043]
线框束带顶板7,其具有线框套筒不锈钢管6的长度和等宽的规格,其组装于蒸汽防水布的前部,在该前部,线框束带4的两端穿过线框套筒接缝部2的内部在线框套筒不锈钢管6的束带孔6'的两侧相交和突出;
[0044]
一对锥形狭缝配合件8,其按照束带孔6'的标准间距一体突出形成于线框束带顶板7的上边沿两侧;
[0045]
u形槽9,其形成在锥形狭缝配合件8的上侧端的背面边沿和线框狭缝顶板7的下侧的背面边沿;
[0046]
一对握持部10,其形成为在线框束带顶板7的前表面的中间部分中以预定间隔向左和向右突出;
[0047]
线框固定槽11,其在该对握持部10内侧形成于线框束带顶板7附近;
[0048]
盖板12,为矩形构件,其规格对应于线框束带顶板7的背面部分;以及
[0049]
多个铆钉孔13,其相对穿设在线框束带顶板7和盖板12上。
[0050]
应用于线框束带模块200的蒸汽剥离装置主体100的方法如图1、图2、图4、图5所示配置。通过定位束带孔6'将线框束带模块200插入线框套筒接缝部2上侧边沿中间部分中的狭缝5中,其中线框束带模块200铆接组装在蒸汽防水布的两面1并与线框套筒接缝部2的上侧边沿中间部分中的狭缝5接触,束带孔6'在线框套筒不锈钢管6的中部切开成型,如附图标记'a'所示。
[0051]
在接下来的组装步骤中,将具有一定长度的线框束带4通过在线框套筒不锈钢管6的中部切开成型的束带孔6'插入并交叉拉出,然后将其两端最终用束带调节端4'固定。
[0052]
在上述内容中,线框束带4优选采用厚度为1.5至2.5mm的线簧不锈钢丝,其厚度可以自由插入线框套筒不锈钢管6中。
[0053]
在接下来的组装步骤中,类似于附图标记'a'部分,即线框束带4通过线框套筒不锈钢管6在蒸汽防水布1的前上边沿中间部分中的狭缝5处交叉拉出的区域,通过束带孔6'在线框套筒2的焊接端,将线框套筒接缝部2压入u型槽9中,使狭缝5在成型于线框束带顶板7上的一对锥形狭缝配合件8之间露出。
[0054]
在接下来的组装步骤中,对应于线框束带顶板7的规格的盖板12(矩形构件)通过盖板12和多个穿设的铆钉孔13压固于线框套筒接缝部2的蒸汽防水布1背面对应线框束带顶板7的部分,从而完成组装,其中线框束带顶板7被压入到线框套筒接缝部2的蒸汽防水布1的前表面的上边沿。
[0055]
如上所述,为了检验具有配置组件的汽车着色膜蒸汽剥离装置在蒸汽剥离操作过程中的更多改进的效果和功能,将参照示出以下状态的参考立体图和根据本发明的使用状态的参考立体图对本发明的实施例进行描述:使用图4中作为本发明的主要部件的线框束带模块200调节蒸汽防水布的宽度。
[0056]
根据本发明的操作顺序主要是通过如下设定的:当蒸汽剥离装置的蒸汽防水布1设置在受到着色膜蒸汽剥离的车辆型号的挡风玻璃或后玻璃外边沿以及车辆内饰材料之间的角缝的大致宽度和面积的操作位置时,使用设置在线框束带模块200中的线框束带顶板7的握持部10将锥形狭缝配合件8插入挡风玻璃或后玻璃的上部中央的外边缘和车辆内饰材料的角缝中。
[0057]
至于接下来的操作性能步骤,设置为近似宽度和面积状态的蒸汽防水布1的宽度和面积调节是线框束带顶板7的蒸汽防水布1的前上边缘的狭缝5的中间部分的线框套筒将两侧的线框束带4通过不锈钢管6的束带孔6'交叉拉出,将线框套筒尽量推入不锈钢管6内,然后将蒸汽防水布1设定到最大宽度和面积。在这样的状态下,为了不致因蒸汽注入时的压力而使形状松动,将线框束带4的两端弹性地夹住,并在形成于线框束带顶板7上的一对握持部10内侧牢固地交叉固定到线框固定槽11上。拆卸时,将遵循相反的过程。
[0058]
如此完成蒸汽准备设定操作后,在线框束带4的两端弹性地缩回的状态下,它们在成型于线框束带顶板7上的一对握持部10内侧交叉固定到线框固定槽11上,并在操作过程中保持,这解决了传统情况下最大的问题,例如在着色膜蒸汽剥离操作过程中,嵌入附着在汽车玻璃总成框架上的防水布外框的线框套筒接缝部的线框束带由于蒸汽的喷射压力在蒙皮材料的束带孔中部分松动,使蒸汽防水布从玻璃总成的边沿上脱离或部分释放蒸汽。本发明就是为了解决这些问题,并且避免在操作过程中不得不再次设定线框束带的麻烦。
[0059]
至于接下来的蒸汽操作,如图5所示,将准备好的电蒸锅s的蒸汽软管连接到蒸汽防水布1的蒸汽插孔3,吹出70至80℃的蒸汽5~15分钟,这取决于着色膜的粘合状态。然后,移除电蒸锅s和蒸汽防水布1,粘合强度变弱的着色膜易于暂时整体剥离,而不是像传统情况中的部分剥离。
[0060]
如上所述的根据本发明的汽车着色膜蒸汽剥离装置解决了作为本发明基础的在先专利文献的问题,因此这是一个有用的发明,其通过更先进的产品生产率和增强的功能降低产品的单位成本,在操作过程中无需重新设定,减少了时间和人力成本,操作方便。
[0061]
附图标记列表
[0062]
1:蒸汽防水布2:线框套筒接缝部
[0063]
3:蒸汽插孔4:线框束带
[0064]
4':束带调节端5:狭缝
[0065]
6:线框套筒不锈钢管6':束带孔
[0066]
7:线框束带顶板8:锥形狭缝配合件
[0067]
9:u型槽10:握持部
[0068]
11:线框固定槽12:盖板
[0069]
13:铆钉孔13':铆钉
[0070]
s:电蒸锅
[0071]
100:蒸汽剥离装置主体
[0072]
200:线框束带模块
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1