一种医疗用亲肤高强度水刺复合膜及其制备方法与流程
1.本发明涉及复合膜技术领域,尤其涉及一种医疗用亲肤高强度水刺复合膜及其制备方法。
背景技术:
2.随着医疗水平的提高,医院更加注重卫生,一次性无菌床单广泛用于理疗、护理、医疗中,一次性无菌床单能有效防止交叉感染,保持个人卫生清洁。
3.但现有的一次性使用床单一般是单层膜制成的,透气性差、吸水性差,使用起来不舒适,且强度不足,手术病人过床时不能直接用床单抬病人,容易造成破碎导致病人掉落的问题,且现有技术中的一次性使用床单制备简单,且使用的制备原料较为复杂,容易导致部分皮肤敏感的病人出现过敏的一些列问题,进而一种具有高强度的亲肤水刺复合膜尤为重要。
技术实现要素:
4.本发明的目的是为了解决现有技术中的水刺复合膜透气性差、吸水性差,使用起来不舒适,且强度不足,而提出的一种医疗用亲肤高强度水刺复合膜及其制备方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种医疗用亲肤高强度水刺复合膜,复合膜由水刺布、高强度透气膜、夹层透气膜、亲肤无纺布组成,高强度透气膜按照等份质量的组成成分包括:对苯二甲酸乙二醇酯58-65份、聚乙烯14-18份、碳酸钙15-20份、助剂0.01-0.02份。
7.优选地,高强度透气膜的制备步骤如下:
8.a1、取对苯二甲酸乙二醇酯、聚乙烯放入干燥机中干燥3-5h;
9.a2、取干燥后的对苯二甲酸乙二醇酯、聚乙烯、碳酸钙、助剂放入自动称重配比机中进行称重配比;
10.a3、开启真空吸料泵将对苯二甲酸乙二醇酯、聚乙烯物料、助剂注入加工仓,并开启挤出机;
11.a4、将从挤出机中挤出的基膜送入吹膜机中,并调整挤出机的挤出量和吹膜机的吹风量;
12.a5、取得到的基膜进行拉伸得到拉伸基膜;
13.a6、对拉伸基膜进行电晕处理得到高强度透气膜。
14.优选地,夹层透气膜按照等份质量的组成成分包括:对苯二甲酸乙二醇酯58-65份、聚乙烯14-18份、碳酸钙15-20份、助剂0.01-0.02份;
15.夹层透气膜的制备步骤如下:
16.b1、取对苯二甲酸乙二醇酯、聚乙烯放入干燥机中干燥3-5h;
17.b2、取干燥后的对苯二甲酸乙二醇酯、聚乙烯、碳酸钙、助剂放入自动称重配比机中进行称重配比;
18.b3、开启真空吸料泵将对苯二甲酸乙二醇酯、聚乙烯物料、助剂注入加工仓,并开启挤出机;
19.b4、将从挤出机中挤出的基膜送入吹膜机中,并调整挤出机的挤出量和吹膜机的吹风量;
20.b5、取得到的基膜进行拉伸得到拉伸基膜;
21.b6、取两张拉伸基膜进行上下叠放,放入按压机中进行压实;
22.b7、取出按压后的拉伸基膜,对拉伸基膜进行电晕处理得到夹层透气膜。
23.优选地,亲肤无纺布按照等份质量的组成成分包括:大豆纤维40-50份、纯棉纤维40-50份、聚乙烯纤维20-30份;
24.亲肤无纺布的具体制备步骤如下:
25.c1、取聚乙烯纤维放入分丝铺网机;
26.c2、在铺网过程中,将纯棉纤维、大豆纤维喷洒到聚乙烯纤维上得到纤网;
27.c3、取纤网放入热轧机中进行初步热轧得到非织造布;
28.c4、梳理初步热轧后的非织造布得到无纺布;
29.c5、取梳理后得到的无纺布放入热轧机中进行二次热轧得到亲肤无纺布。
30.优选地,挤出机的转速为4-6r/min。
31.优选地,挤出机的挤出量为300-500kg/h。
32.优选地,吹膜机的吹风量为40-50m3/min。
33.优选地,拉伸包括横向拉伸和纵向拉伸,且横向拉伸与纵向拉伸比为2:3。
34.优选地,纯棉纤维和大豆纤维均为短纤,长度为1-2cm。
35.一种医疗用亲肤高强度水刺复合膜的制备方法如下:
36.s1、取制备后的高强度透气膜、夹层透气膜、亲肤无纺布与水刺布依次叠放放入按压机中进行初步按压;
37.s2、取出初步按压得到的复合基膜放入上胶机中进行上胶处理;
38.s3、取上胶处理后的复合基膜晾晒4-5h;
39.s4、晾晒结束后,放入按压机中进行二次按压;
40.s5、检测合格得到水刺复合膜。
41.与现有技术相比,本发明提供了一种医疗用亲肤高强度水刺复合膜及其制备方法,具备以下有益效果:
42.1、在高强度透气膜的制备过程中,通过改变透气膜的原料和配比,进而使制备的透气膜具有高强度、高透氧率的效果;在夹层透气膜的的制备过程中,通过改变透气膜的原料和配比,进一步使制备的透气膜具有高强度、高透氧率的效果,且该夹层透气膜在制备过程中,通过对透气膜的双向拉伸,进一步提高了透气膜的透氧率,进而达到高透气性的效果。
43.2、在亲肤无纺布的制备过程中,改变改变传统无纺布的原料和配比,进而使制备的亲肤无纺布具有高强度的拉伸效果,且在制备时,通过加入的制备原料均为无害的大豆纤维和纯棉纤维,有效的降低了有害纤维对人体的侵蚀,进而有效的解决了皮肤敏感的病人容易出现过敏、瘙痒的问题,且在制备过程中,通过加入的纯棉纤维与大豆纤维均为1-2cm的短纤,进而使加入的纯棉纤维与大豆纤维更容易与聚乙烯纤维贴合,进一步提高了亲
肤无纺布的强度。
44.3、该亲肤高强度水刺复合膜在制备过程中,通过水刺布、高强度透气膜、夹层透气膜、亲肤无纺布相互贴合,改变了传统医用床单的单层膜制备方法,进而有效的提高了复合膜的强度,且通过加入不同的透气膜和无纺布、进而达到传统医用床单无法有效的抬运病人、亲肤效果差的问题。
具体实施方式
45.实施例1:
46.一种医疗用亲肤高强度水刺复合膜,复合膜包括水刺布、高强度透气膜、夹层透气膜、亲肤无纺布,高强度透气膜按照等份质量的组成成分包括:对苯二甲酸乙二醇酯60份、聚乙烯16份、碳酸钙18份、助剂0.01份。
47.高强度透气膜的制备步骤如下:
48.a1、取对苯二甲酸乙二醇酯、聚乙烯放入干燥机中干燥4h;
49.a2、取干燥后的对苯二甲酸乙二醇酯、聚乙烯、碳酸钙、助剂放入自动称重配比机中进行称重配比;
50.a3、开启真空吸料泵将对苯二甲酸乙二醇酯、聚乙烯物料、助剂注入加工仓,并开启挤出机;
51.a4、将从挤出机中挤出的基膜送入吹膜机中,并调整挤出机的挤出量和吹膜机的吹风量;
52.a5、取得到的基膜进行拉伸得到拉伸基膜;
53.a6、对拉伸基膜进行电晕处理得到高强度透气膜。
54.夹层透气膜按照等份质量的组成成分包括:对苯二甲酸乙二醇酯62份、聚乙烯17份、碳酸钙16份、助剂0.02份;
55.夹层透气膜的制备步骤如下:
56.b1、取对苯二甲酸乙二醇酯、聚乙烯放入干燥机中干燥3h;
57.b2、取干燥后的对苯二甲酸乙二醇酯、聚乙烯、碳酸钙、助剂放入自动称重配比机中进行称重配比;
58.b3、开启真空吸料泵将对苯二甲酸乙二醇酯、聚乙烯物料、助剂注入加工仓,并开启挤出机;
59.b4、将从挤出机中挤出的基膜送入吹膜机中,并调整挤出机的挤出量和吹膜机的吹风量;
60.b5、取得到的基膜进行拉伸得到拉伸基膜;
61.b6、取两张拉伸基膜进行上下叠放,放入按压机中进行压实;
62.b7、取出按压后的拉伸基膜,对拉伸基膜进行电晕处理得到夹层透气膜。
63.亲肤无纺布按照等份质量的组成成分包括:大豆纤维45份、纯棉纤维45份、聚乙烯纤维25份;
64.亲肤无纺布的具体制备步骤如下:
65.c1、取聚乙烯纤维放入分丝铺网机;
66.c2、在铺网过程中,将纯棉纤维、大豆纤维喷洒到聚乙烯纤维上得到纤网;
67.c3、取纤网放入热轧机中进行初步热轧得到非织造布;
68.c4、梳理初步热轧后的非织造布得到无纺布;
69.c5、取梳理后得到的无纺布放入热轧机中进行二次热轧得到亲肤无纺布。
70.挤出机的转速为5r/min。
71.挤出机的挤出量为400kg/h。
72.吹膜机的吹风量为45m3/min。
73.拉伸包括横向拉伸和纵向拉伸,且横向拉伸与纵向拉伸比为2:3。
74.纯棉纤维和大豆纤维均为长纤。
75.一种医疗用亲肤高强度水刺复合膜的制备方法如下:
76.s1、取制备后的高强度透气膜、夹层透气膜、亲肤无纺布与水刺布依次叠放放入按压机中进行初步按压;
77.s2、取出初步按压得到的复合基膜放入上胶机中进行上胶处理;
78.s3、取上胶处理后的复合基膜晾晒5h;
79.s4、晾晒结束后,放入按压机中进行二次按压;
80.s5、检测合格得到水刺复合膜。
81.实施例2:
82.一种医疗用亲肤高强度水刺复合膜,复合膜包括水刺布、高强度透气膜、夹层透气膜,高强度透气膜按照等份质量的组成成分包括:对苯二甲酸乙二醇酯60份、聚乙烯16份、碳酸钙18份、助剂0.01份。
83.高强度透气膜的制备步骤如下:
84.a1、取对苯二甲酸乙二醇酯、聚乙烯放入干燥机中干燥4h;
85.a2、取干燥后的对苯二甲酸乙二醇酯、聚乙烯、碳酸钙、助剂放入自动称重配比机中进行称重配比;
86.a3、开启真空吸料泵将对苯二甲酸乙二醇酯、聚乙烯物料、助剂注入加工仓,并开启挤出机;
87.a4、将从挤出机中挤出的基膜送入吹膜机中,并调整挤出机的挤出量和吹膜机的吹风量;
88.a5、取得到的基膜进行拉伸得到拉伸基膜;
89.a6、对拉伸基膜进行电晕处理得到高强度透气膜。
90.夹层透气膜按照等份质量的组成成分包括:对苯二甲酸乙二醇酯62份、聚乙烯17份、碳酸钙16份、助剂0.02份;
91.夹层透气膜的制备步骤如下:
92.b1、取对苯二甲酸乙二醇酯、聚乙烯放入干燥机中干燥3h;
93.b2、取干燥后的对苯二甲酸乙二醇酯、聚乙烯、碳酸钙、助剂放入自动称重配比机中进行称重配比;
94.b3、开启真空吸料泵将对苯二甲酸乙二醇酯、聚乙烯物料、助剂注入加工仓,并开启挤出机;
95.b4、将从挤出机中挤出的基膜送入吹膜机中,并调整挤出机的挤出量和吹膜机的吹风量;
96.b5、取得到的基膜进行拉伸得到拉伸基膜;
97.b6、取两张拉伸基膜进行上下叠放,放入按压机中进行压实;
98.b7、取出按压后的拉伸基膜,对拉伸基膜进行电晕处理得到夹层透气膜。
99.挤出机的转速为5r/min。
100.挤出机的挤出量为400kg/h。
101.吹膜机的吹风量为45m3/min。
102.拉伸包括横向拉伸和纵向拉伸,且横向拉伸与纵向拉伸比为2:3。
103.一种医疗用亲肤高强度水刺复合膜的制备方法如下:
104.s1、取制备后的高强度透气膜和夹层透气膜与水刺布依次叠放放入按压机中进行初步按压;
105.s2、取出初步按压得到的复合基膜放入上胶机中进行上胶处理;
106.s3、取上胶处理后的复合基膜晾晒5h;
107.s4、晾晒结束后,放入按压机中进行二次按压;
108.s5、检测合格得到水刺复合膜。
109.实施例3:
110.一种医疗用亲肤高强度水刺复合膜,复合膜包括水刺布、夹层透气膜、亲肤无纺布。
111.夹层透气膜按照等份质量的组成成分包括:对苯二甲酸乙二醇酯62份、聚乙烯17份、碳酸钙16份、助剂0.02份;
112.夹层透气膜的制备步骤如下:
113.b1、取对苯二甲酸乙二醇酯、聚乙烯放入干燥机中干燥3h;
114.b2、取干燥后的对苯二甲酸乙二醇酯、聚乙烯、碳酸钙、助剂放入自动称重配比机中进行称重配比;
115.b3、开启真空吸料泵将对苯二甲酸乙二醇酯、聚乙烯物料、助剂注入加工仓,并开启挤出机;
116.b4、将从挤出机中挤出的基膜送入吹膜机中,并调整挤出机的挤出量和吹膜机的吹风量;
117.b5、取得到的基膜进行拉伸得到拉伸基膜;
118.b6、取两张拉伸基膜进行上下叠放,放入按压机中进行压实;
119.b7、取出按压后的拉伸基膜,对拉伸基膜进行电晕处理得到夹层透气膜。
120.亲肤无纺布按照等份质量的组成成分包括:大豆纤维45份、纯棉纤维45份、聚乙烯纤维25份;
121.亲肤无纺布的具体制备步骤如下:
122.c1、取聚乙烯纤维放入分丝铺网机;
123.c2、在铺网过程中,将纯棉纤维、大豆纤维喷洒到聚乙烯纤维上得到纤网;
124.c3、取纤网放入热轧机中进行初步热轧得到非织造布;
125.c4、梳理初步热轧后的非织造布得到无纺布;
126.c5、取梳理后得到的无纺布放入热轧机中进行二次热轧得到亲肤无纺布。
127.挤出机的转速为5r/min。
128.挤出机的挤出量为400kg/h。
129.吹膜机的吹风量为45m3/min。
130.拉伸包括横向拉伸和纵向拉伸,且横向拉伸与纵向拉伸比为2:3。
131.纯棉纤维和大豆纤维均为1cm的短纤。
132.一种医疗用亲肤高强度水刺复合膜的制备方法如下:
133.s1、取制备后的高强度透气膜、夹层透气膜、亲肤无纺布与水刺布依次叠放放入按压机中进行初步按压;
134.s2、取出初步按压得到的复合基膜放入上胶机中进行上胶处理;
135.s3、取上胶处理后的复合基膜晾晒5h;
136.s4、晾晒结束后,放入按压机中进行二次按压;
137.s5、检测合格得到水刺复合膜。
138.实施例4:
139.一种医疗用亲肤高强度水刺复合膜,复合膜包括水刺布、高强度透气膜、夹层透气膜、亲肤无纺布,高强度透气膜按照等份质量的组成成分包括:对苯二甲酸乙二醇酯60份、聚乙烯16份、碳酸钙18份、助剂0.01份。
140.高强度透气膜的制备步骤如下:
141.a1、取对苯二甲酸乙二醇酯、聚乙烯放入干燥机中干燥4h;
142.a2、取干燥后的对苯二甲酸乙二醇酯、聚乙烯、碳酸钙、助剂放入自动称重配比机中进行称重配比;
143.a3、开启真空吸料泵将对苯二甲酸乙二醇酯、聚乙烯物料、助剂注入加工仓,并开启挤出机;
144.a4、将从挤出机中挤出的基膜送入吹膜机中,并调整挤出机的挤出量和吹膜机的吹风量;
145.a5、取得到的基膜进行拉伸得到拉伸基膜;
146.a6、对拉伸基膜进行电晕处理得到高强度透气膜。
147.夹层透气膜按照等份质量的组成成分包括:对苯二甲酸乙二醇酯62份、聚乙烯17份、碳酸钙16份、助剂0.02份;
148.夹层透气膜的制备步骤如下:
149.b1、取对苯二甲酸乙二醇酯、聚乙烯放入干燥机中干燥3h;
150.b2、取干燥后的对苯二甲酸乙二醇酯、聚乙烯、碳酸钙、助剂放入自动称重配比机中进行称重配比;
151.b3、开启真空吸料泵将对苯二甲酸乙二醇酯、聚乙烯物料、助剂注入加工仓,并开启挤出机;
152.b4、将从挤出机中挤出的基膜送入吹膜机中,并调整挤出机的挤出量和吹膜机的吹风量;
153.b5、取得到的基膜进行拉伸得到拉伸基膜;
154.b6、取两张拉伸基膜进行上下叠放,放入按压机中进行压实;
155.b7、取出按压后的拉伸基膜,对拉伸基膜进行电晕处理得到夹层透气膜。
156.亲肤无纺布按照等份质量的组成成分包括:大豆纤维45份、纯棉纤维45份、聚乙烯
纤维25份;
157.亲肤无纺布的具体制备步骤如下:
158.c1、取聚乙烯纤维放入分丝铺网机;
159.c2、在铺网过程中,将纯棉纤维、大豆纤维喷洒到聚乙烯纤维上得到纤网;
160.c3、取纤网放入热轧机中进行初步热轧得到非织造布;
161.c4、梳理初步热轧后的非织造布得到无纺布;
162.c5、取梳理后得到的无纺布放入热轧机中进行二次热轧得到亲肤无纺布。
163.挤出机的转速为5r/min。
164.挤出机的挤出量为400kg/h。
165.吹膜机的吹风量为45m3/min。
166.拉伸包括横向拉伸和纵向拉伸,且横向拉伸与纵向拉伸比为2:3。
167.纯棉纤维和大豆纤维均为1cm的短纤。
168.一种医疗用亲肤高强度水刺复合膜的制备方法如下:
169.s1、取制备后的高强度透气膜、夹层透气膜、亲肤无纺布与水刺布依次叠放放入按压机中进行初步按压;
170.s2、取出初步按压得到的复合基膜放入上胶机中进行上胶处理;
171.s3、取上胶处理后的复合基膜晾晒5h;
172.s4、晾晒结束后,放入按压机中进行二次按压;
173.s5、检测合格得到水刺复合膜。
174.在高强度透气膜的制备过程中,通过改变透气膜的原料和配比,进而使制备的透气膜具有高强度、高透氧率的效果;在夹层透气膜的的制备过程中,通过改变透气膜的原料和配比,进一步使制备的透气膜具有高强度、高透氧率的效果,且该夹层透气膜在制备过程中,通过对透气膜的双向拉伸,进一步提高了透气膜的透氧率,进而达到高透气性的效果。
175.在亲肤无纺布的制备过程中,改变改变传统无纺布的原料和配比,进而使制备的亲肤无纺布具有高强度的拉伸效果,且在制备时,通过加入的制备原料均为无害的大豆纤维和纯棉纤维,有效的降低了有害纤维对人体的侵蚀,进而有效的解决了皮肤敏感的病人容易出现过敏、瘙痒的问题,且在制备过程中,通过加入的纯棉纤维与大豆纤维均为1-2cm的短纤,进而使加入的纯棉纤维与大豆纤维更容易与聚乙烯纤维贴合,进一步提高了亲肤无纺布的强度。
176.该亲肤高强度水刺复合膜在制备过程中,通过水刺布、高强度透气膜、夹层透气膜、亲肤无纺布相互贴合,改变了传统医用床单的单层膜制备方法,进而有效的提高了复合膜的强度,且通过加入不同的透气膜和无纺布、进而达到传统医用床单无法有效的抬运病人、亲肤效果差的问题。
177.对比例1:
178.一种医疗用亲肤高强度水刺复合膜,复合膜包括水刺布和无纺布。
179.无纺布按照等份质量的组成成分包括:聚乙烯纤维95份、辅料5份;
180.无纺布的具体制备步骤如下:
181.c1、取聚乙烯纤维放入分丝铺网机进行分丝铺网得到纤网;
182.c2、取纤网放入热轧机中进行初步热轧得到非织造布;
183.c3、梳理初步热轧后的非织造布得到无纺布。
184.一种医疗用亲肤高强度水刺复合膜的制备方法如下:
185.s1、取制备的无纺布与水刺布依次叠放放入按压机中进行初步按压;
186.s2、取出初步按压得到的复合基膜放入上胶机中进行上胶处理;
187.s3、取上胶处理后的复合基膜晾晒5h;
188.s4、晾晒结束后,放入按压机中进行二次按压;
189.s5、检测合格得到水刺复合膜。
190.结合以上实施例及对比例挑选5000位不同年龄、不同性别、不同体重的皮肤敏感患者进行使用测试,并在使用测试中记录数据,并在使用后7天内进行跟踪调查;
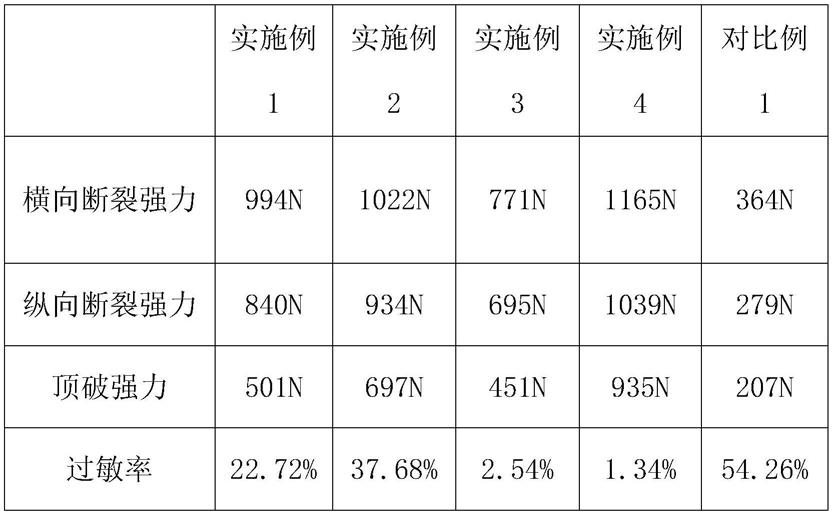
191.取各个实施例及对比例中的复合膜裁剪,裁剪为大小相同、形状相同的条形膜、并使用yg026c型张力机对复合膜进行张力测试,测试结果及性能参数如下:
[0192][0193]
表1
[0194]
由表1及实施例1-4、对比例1可知,在高强度透气膜的制备过程中,通过改变透气膜的原料和配比,进而使制备的透气膜具有高强度、高透氧率的效果;在夹层透气膜的的制备过程中,通过改变透气膜的原料和配比,进一步使制备的透气膜具有高强度、高透氧率的效果,且该夹层透气膜在制备过程中,通过对透气膜的双向拉伸,进一步提高了透气膜的透氧率,进而达到高透气性的效果。
[0195]
在亲肤无纺布的制备过程中,改变改变传统无纺布的原料和配比,进而使制备的亲肤无纺布具有高强度的拉伸效果,且在制备时,通过加入的制备原料均为无害的大豆纤维和纯棉纤维,有效的降低了有害纤维对人体的侵蚀,进而有效的解决了皮肤敏感的病人容易出现过敏、瘙痒的问题,且在制备过程中,通过加入的纯棉纤维与大豆纤维均为1-2cm的短纤,进而使加入的纯棉纤维与大豆纤维更容易与聚乙烯纤维贴合,进一步提高了亲肤无纺布的强度。
[0196]
该亲肤高强度水刺复合膜在制备过程中,通过水刺布、高强度透气膜、夹层透气膜、亲肤无纺布相互贴合,改变了传统医用床单的单层膜制备方法,进而有效的提高了复合
膜的强度,且通过加入不同的透气膜和无纺布、进而达到传统医用床单无法有效的抬运病人、亲肤效果差的问题。
[0197]
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1