尼龙管及其制备方法与流程
1.本发明涉及塑料改性、制品加工及线束保护领域,具体涉及一种尼龙管及其制备方法。
背景技术:
2.尼龙又称聚酰胺,是主链上含有重复酰胺基团-[nhco]-的热塑性树脂总称,是一种性能优良的工程塑料,它具有良好的化学稳定性、优异的机械性能、耐磨性能及加工性能,在电子、电器、汽车、家电等领域的应用范围越来越广泛。尼龙管简称pa管,具有良好的力学性能、热性能、加工性能、耐磨、自润滑性、耐化学药品、耐油性和耐溶剂性能等,在汽车上的使用已经非常广泛,适用于各种车型的气制动管、汽车软轴软管、各种拉线衬管、供油系统的汽(柴)油输油管等,也可用于线束、机器人管线包,机床机械,电力设备,食品机械,自动化仪,电机马达等方面,保护电缆电线不受外力磨损及绝缘。
[0003]
多数尼龙管在低温或干燥状态下易变硬,冲击性能差又不易弯曲布线,对使其应用领域受到了限制。
技术实现要素:
[0004]
有鉴于此,本发明提供了一种尼龙管及其制备方法,解决了尼龙管在低温条件下易变硬、不易布线的问题,同时具备大的弯曲强度和刚性。
[0005]
本发明第一方面保护一种尼龙管,包括外层低温增韧改性尼龙管和嵌套在所述外层低温增韧改性尼龙管内的刚性改性内衬管;
[0006]
所述外层低温增韧改性尼龙管包括以下质量百分比的原料:75%~94%的第一尼龙、5%~15%的增韧剂以及0.5%~5%的吸水剂和0.5%~5%的抗冻剂。
[0007]
本发明第二方面保护一种尼龙管的制备方法,
[0008]
所述尼龙管包括外层低温增韧改性尼龙管和嵌套在所述外层低温增韧改性尼龙管内的刚性改性内衬管;
[0009]
所述外层低温增韧改性尼龙管包括以下质量百分比的原料:75%~94%的第一尼龙、5%~15%的增韧剂以及0.5%~5%的吸水剂和0.5%~5%的抗冻剂;
[0010]
所述外层低温增韧改性尼龙管的制备方法包括如下步骤:
[0011]
提供熔融的所述第一尼龙,加入所述增韧剂和所述吸水剂,通过第一挤出工艺挤出,得到所述外层低温增韧改性尼龙管;
[0012]
将所述外层低温增韧改性尼龙管置于水中煮泡后备用;
[0013]
将所述外层低温增韧改性尼龙管切割得到剖口,将所述刚性改性内衬管由剖口置入所述外层低温增韧改性尼龙管内,得到所述尼龙管。
[0014]
实施本发明实施例,将具有如下有益效果:
[0015]
本发明通过刚性改性内衬管提供尼龙管较大的刚性,通过外层低温增韧改性尼龙管改善尼龙管的低温冲击韧性,通过增韧剂、吸水剂和抗冻剂共同改善第一尼龙的低温冲
击韧性。
附图说明
[0016]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0017]
其中:
[0018]
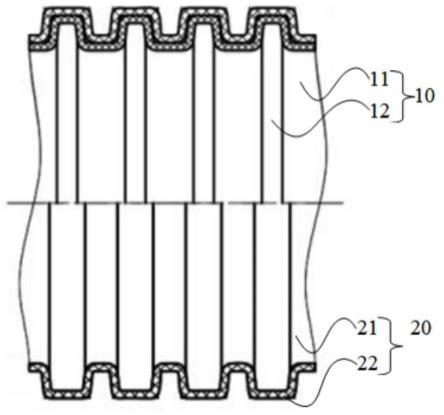
图1为本发明一具体实施例中去除部分外层低温增韧改性管的结构示意图。
[0019]
图2为本发明中外层低温增韧改性管和刚性改性内衬管接触位置的局部结构示意图。
[0020]
图中,10、刚性改性内衬管;11、第一管体;12第一凸环;20、外层低温增韧改性管;21、第二管体;22、第二凸环。
具体实施方式
[0021]
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0022]
本发明保护一种尼龙管,包括外层低温增韧改性尼龙管20和嵌套在外层低温增韧改性尼龙管20内的刚性改性内衬管10。
[0023]
外层低温增韧改性尼龙管20包括以下质量百分比的原料:75%~94%的第一尼龙、5%~15%的增韧剂以及0.5%~5%的吸水剂和0.5%~5%的抗冻剂。
[0024]
本发明通过刚性改性内衬管10提供尼龙管较大的刚性,通过外层低温增韧改性尼龙管20改善尼龙管的低温冲击韧性,通过增韧剂、吸水剂和抗冻剂共同改善第一尼龙的低温冲击韧性。
[0025]
在一个具体实施例中,增韧剂选自:n-丁基苯磺酰胺。吸水剂选自:氯化钙和/或氯化钠,优选为氯化钙,氯化钙的吸水性比较强,本身为固态,适合作为外层低温增韧改性尼龙管20的添加剂。
[0026]
抗冻剂选自:丙三醇,丙三醇的抗冻性能良好。
[0027]
在一个具体实施例中,第一尼龙选自尼龙6。尼龙6又称聚酰胺6或pa6,尼龙6具有吸湿的特性,本身可吸收水分增加韧性。而且,尼龙6具有较宽的加工温度范围,可以与其他材料混合改性。这样,吸水剂和刚性尼龙均能和尼龙6有效兼容。
[0028]
在一个具体实施例中,外层低温增韧改性尼龙管20和刚性改性内衬管10均为波纹管,刚性改性内衬管10的波峰嵌套在外层低温增韧改性尼龙管20的波峰正下方。外层低温增韧改性管20上设置波纹,可以增加表面的缓冲性能。刚性改性内衬管10上设置波纹,增加了刚性改性内衬管10的刚性。
[0029]
在一个具体实施例中,外层低温增韧改性尼龙管20和刚性改性内衬管10的厚度为0.3mm~0.8mm,外层低温增韧改性尼龙管20和刚性改性内衬管10均为波纹管时的波幅为
2.5mm~5mm,波峰波谷的深度为1mm~2mm。此范围内的外层低温增韧改性管20和刚性改性内衬管10满足了刚性和韧性。
[0030]
在一个具体实施例中,刚性改性内衬管10包括以下质量百分比的原料:75%~94%的刚性尼龙、5%~15%的刚性尼龙和1%~10%的成核剂。成核剂作为晶核使刚性尼龙结晶。
[0031]
在一个具体实施例中,刚性尼龙选自尼龙56。尼龙56又称聚酰胺56或pa56,尼龙56具有刚性长链,具有高的强度。
[0032]
成核剂选自滑石粉和/或硅灰石。优选12000目的滑石粉,12000目的滑石粉的颗粒细腻,在刚性改性内衬管10制作的过程中作为晶核,有效增加尼龙56结晶,且有助于将尼龙56结晶串联在一起。
[0033]
在一个具体实施例中,尼龙管包括外层低温增韧改性尼龙管20和嵌套在外层低温增韧改性尼龙管20内的刚性改性内衬管10。
[0034]
外层低温增韧改性尼龙管20包括以下质量百分比的原料:75%~94%的第一尼龙、5%~15%的增韧剂以及0.5%~5%的吸水剂和0.5%~5%的抗冻剂。
[0035]
外层低温增韧改性尼龙管20的制备方法包括如下步骤:
[0036]
步骤1:提供熔融的第一尼龙,加入增韧剂、吸水剂和抗冻剂,通过第一挤出工艺挤出,得到外层低温增韧改性尼龙管20。
[0037]
步骤2:将外层低温增韧改性尼龙管20置于水中煮泡后备用。
[0038]
步骤3:将外层低温增韧改性尼龙管20切割得到剖口,将刚性改性内衬管10由剖口置入外层低温增韧改性尼龙管20内,得到尼龙管。
[0039]
在一个具体实施例中,
[0040]
步骤1中的第一挤出工艺包括如下参数:使用双螺杆挤出机挤出,双螺杆挤出机的挤出温度为一段195℃~205℃、二段200℃~210℃、三段210℃~220℃、四段210℃~230℃、五段210℃~230℃、六段210℃~230℃、七段210℃~230℃、八段220℃~235℃、九段220℃~235℃和机头235℃~255℃。主机转速度为250rpm~350rpm:喂料速度为25~35rpm。
[0041]
将外层低温增韧改性尼龙管20置于水中煮泡后备用的过程为:将外层低温增韧改性尼龙管20置于95℃~99℃的水中煮泡30s~120s,热水中的煮泡可以使外层低温增韧改性尼龙管20吸收水分,进而增加韧性。
[0042]
其中,第一尼龙为尼龙6。
[0043]
增韧剂选自n-丁基苯磺酰胺等。
[0044]
吸水剂选自氯化钙和氯化钠等。
[0045]
抗冻剂选自丙三醇等。
[0046]
在一个具体实施例中,刚性改性内衬管10包括以下质量百分比的原料:75%~94%的第一尼龙、5%~15%的刚性尼龙和1%~10%的成核剂。刚性尼龙具有刚性长链,成核剂作为晶核使刚性尼龙结晶。
[0047]
刚性改性内衬管10的制备方法包括如下步骤:
[0048]
将刚性尼龙与熔融的第一尼龙和成核剂通过第二挤出工艺挤出,得到刚性改性内衬管。
[0049]
第二挤出工艺包括如下参数:使用双螺杆挤出机挤出,双螺杆挤出机的挤出温度为一段210℃~230℃、二段215℃~235℃、三段220℃~240℃、四段225℃~245℃、五段225℃~245℃、六段230℃~250℃、七段230℃~250℃、八段230℃~250℃、九段235℃~255℃和机头240℃~260℃。主机转速度为250rpm~350rpm:喂料速度为20~40rpm。
[0050]
刚性尼龙为尼龙56等。
[0051]
成核剂选自滑石粉和硅灰石等。
[0052]
在一个具体实施例中,第一尼龙的相对粘度为3.2~4.2。刚性尼龙的相对粘度为3.0~3.8。
[0053]
以下为具体实施例。
[0054]
实施例1
[0055]
设定双螺杆机挤出机参数,温度为一段200℃,二段205℃,三段215℃,四段220℃,五段220℃,六段220℃,七段220℃,八段225℃,九段225℃,机头245℃,主机转速度:250rpm,喂料速度28rpm。
[0056]
加入1000g n一丁基苯磺酰胺到混合容器中,升温至70℃温度时,加入100g丙三醇,同时边入边搅拌,搅拌通过乳化均质机完成,均质搅拌均匀后留用。
[0057]
将8800g尼龙6置于除湿干燥机中在80℃下进行烘料,检测水分在30ppm以下即可加入到双螺杆机中挤出,生产过程中必须全密封,同时用母料机添加100g氯化钙,经初步熔融后,在双螺杆机第二加料口添加以上搅拌好的n一丁基苯磺酸胺与丙三醇混合液,最后制得外层低温增韧改性管20。
[0058]
将外层低温增韧改性管20置于99℃的水中煮泡30s,备用。
[0059]
重新设定双螺杆机挤出机参数,温度为:一段220℃,二段225℃,三段230℃,四段235℃,五段235℃,六段240℃,七段240℃,八段240℃,九段245℃,机头250℃,主机转速度:250-350rpm,喂料速度30rpm。
[0060]
将1000g尼龙56树脂低温磨粉后过筛50目筛网处理,与8500g尼龙6树脂搅拌均匀,然后置于除湿干燥机中80℃烘干处理,添加500g 12000目的滑石粉,置于双螺杆挤出机中挤出,得刚性改性内衬管10。
[0061]
用刀片将外层低温增韧改性管20和刚性改性内衬管10进行剖口,将刚性改性内衬管10置于外层低温增韧改性管20内,使外层低温增韧改性管20和刚性改性内衬管10在圆周方向叠合,对剖口熔融粘合,形成尼龙管。
[0062]
实施例2
[0063]
设定双螺杆机挤出机参数,温度为一段200℃,二段205℃,三段215℃,四段220℃,五段220℃,六段220℃,七段220℃,八段225℃,九段225℃,机头245℃,主机转速度:350rpm,喂料速度28rpm。
[0064]
加入500g n一丁基苯磺酰胺到混合容器中,升温至80℃温度时,加入50g丙三醇,同时边入边搅拌,搅拌通过乳化均质机完成,均质搅拌均匀后留用。
[0065]
将9400g尼龙6置于除湿干燥机中在80℃下进行烘料,检测水分在30ppm以下即可加入到双螺杆机中挤出,生产过程中必须全密封,同时用母料机添加50g氯化钙,经初步熔融后,在双螺杆机第二加料口添加以上搅拌好的n一丁基苯磺酸胺与丙三醇混合液,最后制得外层低温增韧改性管20。
[0066]
将外层低温增韧改性管20置于95℃的水中煮泡120s,备用。
[0067]
重新设定双螺杆机挤出机参数,温度为:一段220℃,二段225℃,三段230℃,四段235℃,五段235℃,六段240℃,七段240℃,八段240℃,九段245℃,机头250℃,主机转速度:350rpm,喂料速度30rpm。
[0068]
将500g尼龙56树脂低温磨粉后过筛50目筛网处理,与9400g尼龙6树脂搅拌均匀,然后置于除湿干燥机中80℃烘干处理,添加100g 12000目的滑石粉,置于双螺杆挤出机中挤出,得刚性改性内衬管10。
[0069]
用刀片将外层低温增韧改性管20和刚性改性内衬管10进行剖口,将刚性改性内衬管10置于外层低温增韧改性管20内,使外层低温增韧改性管20和刚性改性内衬管10在圆周方向叠合,对剖口熔融粘合,形成尼龙管。
[0070]
实施例3
[0071]
设定双螺杆机挤出机参数,温度为一段200℃,二段205℃,三段215℃,四段220℃,五段220℃,六段220℃,七段220℃,八段225℃,九段225℃,机头245℃,主机转速度:300rpm,喂料速度28rpm。
[0072]
加入1500g n一丁基苯磺酰胺到混合容器中,升温至75℃温度时,加入500g丙三醇,同时边入边搅拌,搅拌通过乳化均质机完成,均质搅拌均匀后留用。
[0073]
将7500g尼龙6置于除湿干燥机中在80℃下进行烘料,检测水分在30ppm以下即可加入到双螺杆机中挤出,生产过程中必须全密封,同时用母料机添加500g氯化钙,经初步熔融后,在双螺杆机第二加料口添加以上搅拌好的n一丁基苯磺酸胺与丙三醇混合液,最后制得外层低温增韧改性管20。
[0074]
将外层低温增韧改性管20置于97℃的水中煮泡70s,备用。
[0075]
重新设定双螺杆机挤出机参数,温度为:一段220℃,二段225℃,三段230℃,四段235℃,五段235℃,六段240℃,七段240℃,八段240℃,九段245℃,机头250℃,主机转速度:320rpm,喂料速度30rpm。
[0076]
将1500g尼龙56树脂低温磨粉后过筛50目筛网处理,与7500g尼龙6树脂搅拌均匀,然后置于除湿干燥机中80℃烘干处理,添加1000g 12000目的滑石粉,置于双螺杆挤出机中挤出,得刚性改性内衬管10。
[0077]
用刀片将外层低温增韧改性管20和刚性改性内衬管10进行剖口,将刚性改性内衬管10置于外层低温增韧改性管20内,使外层低温增韧改性管20和刚性改性内衬管10在圆周方向叠合,对剖口熔融粘合,形成尼龙管。
[0078]
对比例1
[0079]
外层低温增韧改性管20和刚性改性内衬管10均只使用尼龙6挤出形成双层波纹管,且不经煮泡工艺。
[0080]
对比例2
[0081]
刚性改性内衬管10仅用尼龙6挤出形成波纹管,其他与实施例1相同。
[0082]
对比例3
[0083]
不经煮泡工艺,其余与实施例1完全相同。
[0084]
对比例4
[0085]
不加刚性改性内衬管10,其余与实施例1完全相同。
[0086]
对比例5
[0087]
不加外层低温增韧改性尼龙管20,其余与实施例1完全相同。
[0088]
对比例6
[0089]
不加n-丁基苯磺酸胺,其余与实施例1完全相同。
[0090]
对比例7
[0091]
不加丙三醇,其余与实施例1完全相同。
[0092]
对比例8
[0093]
不加氯化钙,其余与实施例1完全相同。
[0094]
测试例1
[0095]
对实施例1~3、对比例1~8分别进行低温耐冲击试验、弯曲柔顺性试验及检测波纹管的环刚度,其检测方法分别有:
[0096]
低温耐冲击试验,十个以上拼装好的波纹管放进低温-40℃冷却24小时后,取出直接5秒内进行落锤冲击试验,冲击锤重1kg,高度1米,观察外观不允许有开裂跌破,计算跌破个数。
[0097]
弯曲柔软性试验,两个平衡试样波纹管,放进低温-40℃冷却24小时后,用同等波纹管的外径的园棒进行绕曲两卷,观察其绕卷软硬难易程度,记录其观察结果。
[0098]
环刚度测试:30mm正方型压具,放置五个试样,且剖口朝下,检测正向下压力值。记录实际数据,单位为n。
[0099]
对实施例1~3以及对比例1-8得到抗冲冲尼成尼波纹管管进行以下性能表征,得到下表1。
[0100]
表1:波纹管性能数据
[0101][0102]
从实施列1至实施例3对比结果可以看出,水煮工艺配合低温增韧改性尼龙管20起到协同增韧作用,达到了许多弹性体增韧的效果,配合刚性改性内衬管10使用,达到很好综合性能。
[0103]
从实施列1与对比例1对比结果可以看出外层低温增韧改性管20和刚性改性内衬管10均只使用尼龙6挤出形成双层波纹管,且不经煮泡工艺。其低温冲破个数4个,低温抗冲击性很差,并且较硬排布线困难。
[0104]
从实施列1与对比例2对比结果可以看出,刚性改性内衬管10仅用尼龙6挤出形成波纹管,刚性不足,易塌。
[0105]
从实施列1与对比例3对比结果可以看出,不经水煮工艺,不能完全发挥外层低温增韧改性尼龙管20最佳增韧效果。
[0106]
从实施列1与对比例4对比结果可以看出,不加刚性改性内衬管10,尼龙管的刚性差。
[0107]
从实施列1与对比例5对比结果可以看出,不加外层低温增韧改性尼龙管20,尼龙管整体的低温抗冲击性差。
[0108]
从实施列1与对比例6对比结果可以看出,不加增韧剂,外层低温增韧改性尼龙管20的韧性变差。抗冲击性能和柔软度较差。
[0109]
从实施列1与对比例7对比结果可以看出,低温下外层低温增韧改性尼龙管20的韧性变差。
[0110]
从实施列1与对比例8对比结果可以看出,低温下外层低温增韧改性尼龙管20的韧性变差。
[0111]
以上所揭露的仅为本发明较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1