一种强防晒雨伞面料及其制备方法与流程
1.本发明属于雨伞面料的制备技术领域,具体涉及一种强防晒雨伞面料及其制备方法。
背景技术:
2.雨伞是居家必不可少的实用工具,特别是进入炎热的夏季时,多雨并且高温,阳光直射,太阳光中的紫外线不仅使我们的皮肤产生黑色素和色斑,也可使人体皮肤晒伤老化,更严重的还会诱发癌变,危害人类健康。一把具有挡雨兼防紫外线功能的防晒雨伞对人们的日常出行显得尤为重要。
3.目前大部分雨伞面料的制备过程中,通过采用涂覆涂层的方式来防紫外线,用这种方式制备的雨伞在使用过程中容易因为来回折叠造成涂层的磨损,大大减低其防晒功能,而且带有涂层的雨伞面料,有很大的异味,给消费者的使用体验带来不利影响。
技术实现要素:
4.本发明的目的在于克服现有技术中存在的不足,提供一种强防晒雨伞面料及其制备方法。本发明制得的雨伞面料无异味,具有高防晒和高耐磨损效果,防紫外线系数upfav>2000,又具有防水性,防水性能可达到90分以上,不仅能有效防止紫外线对人体的伤害,能够晴雨两用,而且生产便捷,成本低廉,经久耐用,具有较高的市场推广价值。
5.实现以上技术目的,本发明实施例采用的技术方案是:
6.第一方面,本发明实施例提供了一种强防晒雨伞面料,所述雨伞面料为两层复合结构,由外到内依次包括防水织物层和抗紫外线复合膜层,所述防水织物层由涤纶高密坯布经防水整理制成,所述涤纶高密坯布中纱线的线密度为10-40d,经纬密度的总和是350-450根/英寸。
7.进一步地,所述抗紫外线复合膜层为一层黑色吸光层。
8.进一步地,所述抗紫外线复合膜层为一层黑白复合膜层,所述黑白复合膜层的一面为白色反光层,另一面为黑色吸光层,所述白色反光层与防水织物层贴合在一起。
9.进一步地,所述黑白复合膜层是一次挤塑成型的一体化复合膜,所述白色反光层中包含有反光粒子。
10.进一步地,所述黑色吸光层中包含有吸光粒子。
11.进一步地,所述抗紫外线复合膜层采用pe、tpu、poe、eva中的一种制成,所述抗紫外线复合膜层的面密度为30-50g/m2。
12.进一步地,所述雨伞面料的门幅是140-150cm,克重75-125g/m2。
13.第二方面,本发明实施例提供了一种强防晒雨伞面料的制备方法,包括以下步骤:
[0014]ⅰ、防水织物层的制备
[0015]
步骤s1,坯布准备:坯布厂采购涤纶高密坯布;
[0016]
步骤s2,前处理:对步骤s1中的坯布在75-90℃下进行退浆处理15-35min,退浆工
艺中采用的助剂包括精炼剂0.2-1g/l、纯碱1-3g/、30wt%烧碱1-3g/l及保险粉0.2-2g/l,浴比1:40;
[0017]
步骤s3,染色:选用分散染料在100-150℃下染色25-55min,保温20-50min,染色完成后调节染色液的ph值至4-7;
[0018]
步骤s4,脱水:利用脱水机脱水10-20min,转速1500-1900rpm,脱水后面料的含水率在15%-30%;
[0019]
步骤s5,定型烘干:在定型机的带液槽内加入30-50g/l的防水助剂,控制带液率,将防水助剂附着在面料上,并通过烘箱进行烘干,得到防水织物;
[0020]ⅱ、贴膜:在防水织物的一侧涂覆胶水,将抗紫外线复合膜层在130-180℃下注入热复合机中与所述防水织物层进行贴合,贴合速度25-40m/min。
[0021]
进一步地,所述的防水助剂为氟系防水助剂。
[0022]
进一步地,所述定型烘干时的定型温度:150-185℃,速度:20-28m/min。
[0023]
与现有技术相比,本发明的技术方案具有以下优点:
[0024]
本发明制得的雨伞面料经检测其防紫外线系数upf
av
>2000,防水性能可达到90分以上,不仅能有效防止紫外线对人体的伤害,晴雨两用,经久耐用,而且生产便捷,成本低廉,具有较高的市场推广价值。
附图说明
[0025]
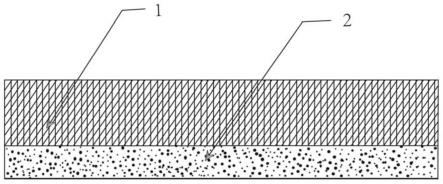
图1为本发明实施例中强防晒雨伞面料的结构示意图。
[0026]
图2是雨伞面料中黑白复合膜的结构示意图。
[0027]
附图标记说明:1-防水织物层;2-黑白复合膜层;21-白色反光层;22-黑色吸光层。
具体实施方式
[0028]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例及附图对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
[0029]
实施例1
[0030]
如图1所示,一种强防晒雨伞面料,所述雨伞面料为两层复合结构,由外到内依次包括防水织物层1和抗紫外线复合膜层,抗紫外线复合膜层为一层黑白复合膜层2。
[0031]
如图2所示,黑白复合膜层2的一面为白色反光层21,另一面为黑色层22,白色反光层21与防水织物层1贴合在一起。白色反光层21包含有质量百分比为15%的反光粒子sio2,黑色层22包含有质量百分比为20%的吸光粒子炭黑。
[0032]
所述防水织物层1由涤纶梭织高密坯布经防水整理制成,涤纶梭织高密面料中纱线的线密度为30d,经纬密度的总和是380根/英寸。
[0033]
黑白复合膜层2是一次挤塑成型的一体化pe复合膜,面密度为30g/m2。
[0034]
所述雨伞面料的门幅是140cm,克重100g/m2。
[0035]
一种强防晒雨伞面料的制备方法,包括以下步骤:
[0036]ⅰ、防水织物的制备
[0037]
s1,坯布准备:坯布厂采购涤纶梭织高密坯布,坯布的纱线的线密度是30d,经纬密
度的总和是380根/英寸;
[0038]
s2,前处理:对步骤s1中的坯布在80℃下进行退浆处理30min,退浆工艺中采用的助剂包括精炼剂sl-101 0.5g/l、纯碱2g/l,30wt%烧碱2g/l及保险粉(学名:连二亚硫酸钠)0.6g/l,浴比1:40;
[0039]
s3,染色:选用龙盛环保高牢度w系列染料,染色液中包括分散橙wot 0.06wt%和分散大红wsrt 0.1wt%,在135℃下染色35min,保温20min,染色完成后调节染色液的ph值至5.5;
[0040]
s4,脱水:利用脱水机脱水15min,转速1600rpm,脱水后面料的含水率为20%;
[0041]
s5,定型烘干:定型烘干时在定型机的带液槽内加入30g/l的大金daikinc6环保型防水剂unidywe,控制带液率,将防水助剂附着在面料上,并通过烘箱进行烘干,定型温度165℃,速度25m/min;
[0042]ⅱ、贴膜:如附图2所示,在防水织物层1的一侧涂覆胶水,黑白复合膜的白色反光层21朝上,在130℃下注入热复合机中,将黑白复合膜的白色反光层21和防水织物层1进行贴合,贴合速度25m/min。
[0043]
实施例2
[0044]
如图1所示,一种强防晒雨伞面料,所述雨伞面料为两层复合结构,由外到内依次包括防水织物层1和抗紫外线复合膜层,抗紫外线复合膜层为一层黑白复合膜层2。
[0045]
如图1所示,黑白复合膜层2的一面为白色反光层,另一面为黑色层22,白色反光层21与防水织物层1贴合在一起。白色反光层21包含有质量百分比为5%的反光粒子sio2,黑色层22包含有质量百分比为10%的吸光粒子炭黑。
[0046]
所述防水织物层1由涤纶梭织高密坯布经防水整理制成,涤纶梭织高密面料中纱线的线密度为20d,经纬密度的总和是400根/英寸。
[0047]
黑白复合膜层2是一次挤塑成型的一体化pe复合膜,面密度为45g/m2。
[0048]
所述雨伞面料的门幅是150cm,克重85g/m2。
[0049]
一种强防晒雨伞面料的制备方法,包括以下步骤:
[0050]ⅰ、防水织物的制备:
[0051]
s1,坯布准备:坯布厂采购涤纶梭织高密坯布,纱线线密度是20d,经纬密度的总和是400根/英寸;
[0052]
s2,前处理:对步骤s1中的坯布在90℃下进行退浆处理20min,退浆工艺中采用的助剂包括精炼剂sl-101 1g/l、纯碱3g/l、30wt%烧碱3g/l及保险粉(学名:连二亚硫酸钠)1.5g/l,浴比1:40;
[0053]
s3,染色:选用龙盛环保高牢度w系列染料,染色液中包括分散黑wect0.2wt%和分散红玉wrut 0.05wt%,在140℃下染色40min,保温30min,染色完成后调节染色液的ph值至6.5;
[0054]
s4,脱水:利用脱水机脱水20min,转速1500rpm,脱水后的含水率为30%;
[0055]
s5,定型烘干:定型烘干时在定型机的带液槽内加入40g/l的斯科尼亚c6防水剂tg-5671,控制带液率,将防水助剂附着在面料上,并通过烘箱进行烘干,定型温度175℃,速度28m/min;
[0056]ⅱ、贴膜:如附图2所示,在防水织物层1的一侧涂覆胶水,黑白复合膜2的白色反光
层21朝上,在150℃下注入热复合机中,将黑白复合膜2的白色反光层21与防水织物层1进行贴合,贴合速度25m/min。
[0057]
实施例3
[0058]
如图1所示,一种强防晒雨伞面料,所述雨伞面料为两层复合结构,由外到内依次包括防水织物层1和抗紫外线复合膜层,抗紫外线复合膜层为一层黑白复合膜层2。
[0059]
如图2所示,所述黑白复合膜层2的一面为白色反光层21,另一面为黑色层22,白色反光层21与防水织物层1贴合在一起。白色反光层21包含有质量百分比为15%的反光粒子sio2,黑色层22包含有质量百分比为15%的吸光粒子炭黑。
[0060]
所述防水织物层1由涤纶梭织高密坯布经防水整理制成,涤纶梭织高密面料中纱线的线密度为10d,经纬密度的总和是450根/英寸。
[0061]
黑白复合膜层2是一次挤塑成型的一体化pe复合膜,面密度为50g/m2。
[0062]
所述雨伞面料的门幅是150cm,克重95g/m2。
[0063]
一种强防晒雨伞面料的制备方法,包括以下步骤:
[0064]ⅰ、防水织物的制备
[0065]
s1,坯布准备:坯布厂采购涤纶梭织高密坯布,纱线的线密度是10d,经纬密度的总和是450根/英寸;
[0066]
s2,前处理:对步骤s1中的坯布在85℃下进行退浆处理35min,退浆工艺中采用的助剂包括精炼剂sl-101 0.3g/l、纯碱1.5g/l、30wt%烧碱1.5g/l及保险粉(学名:连二亚硫酸钠)1g/l,浴比1:40;
[0067]
s3,染色,选用龙盛环保高牢度w系列染料,染色液中包括分散大红wsrt 0.05wt%、分散黄棕wect 0.1wt%及分散深蓝wnbts 0.2wt%,在130℃下染色30min,保温35min,染色完成后调节染色液的ph值至5;
[0068]
s4,脱水:利用脱水机脱水15min,转速1800rpm,脱水后面料的含水率为15%;
[0069]
s5,定型烘干:定型烘干时在定型机的带液槽内加入30g/l的杜邦防水剂cp-sla,控制带液率,将防水助剂附着在面料上,并通过烘箱进行烘干,定型温度160℃,速度20m/min;
[0070]ⅱ、贴膜;如附图2所示,在防水织物层1的一侧涂覆胶水,黑白复合膜2的白色反光层21朝上,在140℃下注入热复合机中,将黑白复合膜2的白色反光层21与防水织物层1进行贴合,贴合速度30m/min。
[0071]
实施例4
[0072]
如图1所示,一种强防晒雨伞面料,所述雨伞面料为两层复合结构,由外到内依次包括防水织物层1和抗紫外线复合膜层,抗紫外线复合膜层为一层黑色吸光层22,黑色层22包含有质量百分比为15%的吸光粒子炭黑。
[0073]
所述防水织物层1由涤纶梭织高密坯布经防水整理制成,涤纶梭织高密面料中纱线的线密度为10d,经纬密度的总和是450根/英寸。
[0074]
黑白复合膜层2是一次挤塑成型的一体化pe复合膜,面密度为50g/m2。
[0075]
所述雨伞面料的门幅是150cm,克重95g/m2。
[0076]
一种强防晒雨伞面料的制备方法,包括以下步骤:
[0077]ⅰ、防水织物的制备
[0078]
s1,坯布准备:坯布厂采购涤纶梭织高密坯布,纱线的线密度是10d,经纬密度的总和是450根/英寸;
[0079]
s2,前处理:对步骤s1中的坯布在85℃下进行退浆处理35min,退浆工艺中采用的助剂包括精炼剂sl-101 0.3g/l、纯碱1.5g/l、30wt%烧碱1.5g/l及保险粉(学名:连二亚硫酸钠)1g/l,浴比1:40;
[0080]
s3,染色,选用龙盛环保高牢度w系列染料,染色液中包括分散大红wsrt 0.05wt%、分散黄棕wect 0.1wt%及分散深蓝wnbts 0.2wt%,在130℃下染色30min,保温35min,染色完成后调节染色液的ph值至5;
[0081]
s4,脱水:利用脱水机脱水15min,转速1800rpm,脱水后面料的含水率为15%;
[0082]
s5,定型烘干:定型烘干时在定型机的带液槽内加入30g/l的杜邦防水剂cp-sla,控制带液率,将防水助剂附着在面料上,并通过烘箱进行烘干,定型温度160℃,速度20m/min;
[0083]ⅱ、贴膜:在防水织物层1的一侧涂覆胶水,抗紫外线复合膜层在140℃下注入热复合机中,将抗紫外线复合膜层与防水织物层1进行贴合,贴合速度30m/min。
[0084]
对比例1
[0085]
一种防晒雨伞面料,所述雨伞面料为两层复合结构,由外到内依次包括防水织物层1和钛银涂层,钛银涂层的面密度是60g/m2,其中本例与实施例1中的防水织物层的各项参数保持一致。
[0086]
所述防水织物层1由涤纶梭织高密面料经防水整理制成,涤纶梭织高密面料中纱线的线密度为30d,经纬密度的总和是380根/英寸。
[0087]
所述雨伞面料的门幅是140cm,克重130g/m2。
[0088]
一种防晒雨伞面料的制备方法,包括以下步骤:
[0089]ⅰ、防水织物的制备
[0090]
s1,坯布准备:坯布厂采购涤纶梭织高密坯布,坯布的纱线线密度是30d,经纬密度的总和是380根/英寸
[0091]
s2,前处理:对步骤s1中的坯布在80℃下进行退浆处理30min,退浆工艺中采用的助剂包括精炼剂sl-101 0.5g/l、纯碱2g/l、30wt%烧碱2g/l及保险粉(学名:连二亚硫酸钠)0.6g/l,浴比1:40;
[0092]
s3,染色:选用龙盛环保高牢度w系列染料,染料用量分散橙wot 0.06%,分散大红wsrt 0.1%,在135℃下染色35min,保温20min,染色完成后调节ph值至5.5;
[0093]
s4,脱水:利用脱水机脱水15min,转速1600rpm,脱水后的含水率为20%;
[0094]
s5,定型烘干:定型烘干时在定型机的带液槽内加入30g/l的大金daikinc6环保型防水剂unidywe,控制带液率,将防水助剂附着在面料上,并通过烘箱进行烘干,定型温度165℃,速度25m/min;
[0095]ⅱ、涂层:利用涂层机在防水织物层1上涂覆钛银涂层,涂覆速度25m/min,并进行烘干,烘干后涂层的面密度是60g/m2。
[0096]
由上述实施例1-4制得与对比例1制得的雨伞面料进行检测,防紫外线检测标准为gb/t 18830-2009《纺织品防紫外线性能的评定》防紫外线产品;色牢度检测标准为gb/t 5713-2013(纺织品色牢度试验耐水色牢度;防水性能的检测标准为aatcc22-2014,检测结
果见表1。
[0097]
表1实施例1-4和对比例1中雨伞面料的性能比较
[0098][0099]
经检测本发明实施例中制得的雨伞面料的防紫外线系数upfav>2000,与对比例比较,其防晒指数比其高近一倍,防水性能可达到90分以上,不仅能有效防止紫外线对人体的伤害,而且具有防水性能,真正实现晴雨两用,面料经久耐用,而且生产便捷,成本低廉,具有较高的市场推广价值。
[0100]
需要说明的是黑白复合膜层采用一次挤塑成型的一体化tpu、poe或eva复合膜,同样具有较好的防晒效果,本技术实施例中为了便于比较,统一采用的是pe复合膜。
[0101]
最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1