一种抗静电柔软复合膜面料及其生产工艺的制作方法
1.本发明涉及一次性防护用品技术领域,尤其涉及一种抗静电柔软复合膜面料及其生产工艺。
背景技术:
2.防护服是指防御物理、化学和生物等外界因素伤害,保护人体的工作服,除满足高强度高耐磨等穿用要求之外,常因防护目的、防护原理不同而有差异;包括消防防护服、工业用防护服、医用防护服、军用防护服和特殊人群使用防护服等种类
3.在防疫期间,医用防护服面料产品需求大于供应,现有的面料使用抗静电试剂涂覆无纺布于普通吹膜/流延膜复合用于防护服生产中;
4.因此现有生产的面料一般都比较硬、板,做成的防护服产品穿着比较笨重、不舒服,影响穿戴者的舒适性。
技术实现要素:
5.本发明的目的是为了解决现有生产的面料一般都比较硬、板,做成的防护服产品穿着比较笨重、不舒服,影响穿戴者的舒适性的问题,而提出的一种抗静电柔软复合膜面料及其生产工艺。
6.为了实现上述目的,本发明采用了如下技术方案:
7.一种抗静电柔软复合膜面料,主要包括抗静电透气膜层、无纺布层、热熔胶层,所述热熔胶层位于抗静电透气膜层与无纺布层之间用于粘结抗静电透气膜层与无纺布层。
8.一种抗静电柔软复合膜面料生产工艺,主要包括以下步骤:
9.s1、制备抗静电透气膜,并将抗静电透气膜置于膜放卷机上卷绕;
10.s2、制备无纺布,并将制备的无纺布置于布料放卷机上卷绕;
11.s3、将无纺布从布料放卷机上放下,并在布料上涂抹热熔胶,上胶量为0.5g/m2;
12.其中,布料放卷机停止时的张力5%-15%、运行时的张力20%-30%;
13.s4、将抗静电透气膜从膜放卷机上放下,将抗静电透气膜与无纺布涂覆热熔胶的一面贴合,并经过压合辊压合成复合面料;
14.其中,膜放卷机停止时的张力5%-10%,运行时的张力5%-15%;
15.s5、对复合面料进行裁切;
16.s6、对裁切后的面料进行收卷。
17.为了防止布料变形,优选地,步骤s3中布料放卷机停止时的张力10%、运行时的张力25%。
18.为了防止膜变形,优选地,步骤s4中膜放卷机停止时的张力7.5%、运行时的张力10%。
19.为了提高涂覆热熔胶的均匀性,优选地,步骤s3中在热熔胶在涂抹于无纺布前,先经过加热高温熔融,并控制热熔胶的粘稠度在2000-6000cps。
20.为了提高热熔胶的粘合性,优选地,热熔胶的温度为100-160℃。
21.为了提高对无纺布与抗静电透气膜的黏合稳定性,优选地,步骤s4中压合辊的复合压力为0.3-0.8n。
22.优选地,步骤s4中压合辊的复合压力为0.5n。
23.为了便于对复合面料进行切割,优选地,步骤s5主要包括以下步骤:
24.a、将复合后的面料铺平,并将面料置于切刀的下方;
25.b、根据幅宽规格,调整切刀幅宽;
26.c、通过切刀切出需要幅宽的面料。
27.优选地,步骤s5中的切刀为滚动切刀。
28.与现有技术相比,本发明提供了一种抗静电柔软复合膜面料及其生产工艺,具备以下有益效果:
29.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现,本发明通过对抗静电柔软复合膜面料生产过程中收放卷张力的控制,以及热熔胶温度、粘稠度、上胶量的控制,使得生产出来的面料平整、无褶皱、无明显的松紧边,易于加工,本抗静电柔软复合膜面料柔软、舒适、亲肤。
附图说明
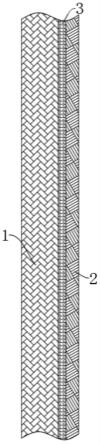
30.图1为本发明提出的一种抗静电柔软复合膜面料及其生产工艺的结构示意图。
31.图中:1、抗静电透气膜层;2、无纺布层;3、热熔胶层。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
33.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
34.实施例1:
35.参照图1,一种抗静电柔软复合膜面料,主要包括抗静电透气膜层1、无纺布层2、热熔胶层3,热熔胶层3位于抗静电透气膜层1与无纺布层2之间用于粘结抗静电透气膜层1与无纺布层2。
36.实施例2:
37.参照图1,一种抗静电柔软复合膜面料生产工艺,主要包括以下步骤:
38.s1、制备抗静电透气膜:先准备100份pha树脂、300份碳酸钙、0.18份抗氧剂1010、0.12份抗氧剂168经过双螺杆挤出机混合造粒,制得无机添加母料,干燥待用。
39.再将pha树脂、pbat树脂在70℃充分干燥3h;取100份pha树脂、10份pbat树脂、25份无机添加母料、0.01份抗静电剂充分混合搅拌,经过单螺杆挤出机挤出、流延、拉伸、冷却,挤出温度170℃、180℃、190℃、195℃,第一拉纵向拉伸区温度50℃,拉伸倍数2.5,定型温度90℃,第二纵向拉伸区温度55℃,拉伸倍数2.2,定型温度90℃,第一横向拉伸区温度65℃,
拉伸倍数3.5,定型温度90℃,并将抗静电透气膜置于膜放卷机上卷绕;
40.s2、制备无纺布:将140份pp颗粒、50份poe弹性体颗粒和10份的增白母粒加入料斗;将混合搅拌好的原料通过喂料系统真空抽吸到螺杆进行挤压熔融,螺杆熔融温度180℃,获得热熔体;将热熔体在230℃、5mpa下进行过滤、计量和分配。
41.将分配计量好的热熔体纺丝是通过0.3mm孔径中喷出丝,经过冷却风箱冷却,冷却风箱温度10℃,冷却风速度0.2m/s,将丝冷却获得初生长丝;将初生长丝经过气流分丝的方式,通过狭缝式牵伸器的喇叭口,将初生长丝进行气流牵伸,气流牵伸速度为2000m/h,获得1.8丹尼尔纤度的纤维。
42.将得到的聚丙烯纤维分丝铺网,在这一过程中将空气压缩泵产生气体通入气管,用气管将22.2份大豆纤维喷洒到聚丙烯纤维上形成纤网;
43.将纤网通过成网帘,在网帘辊的带动下,传输到热轧机进行第一次热轧,经过热轧机上轧辊和下轧辊的热压粘合作用后获得有“一”字花纹的非织造布,热轧机温度130℃,线压力50mpa,该非织造布通过上缠绕辊和下缠绕辊,传输进行后整理;
44.后整理进行热风加热并同时进行三次拉伸,加热温度90℃,第一支牵引拉伸辊相比第一次热轧速度快10%,第二支牵引拉伸辊比第一支牵引拉伸辊快10%,第三支牵引拉伸辊比第二支牵引拉伸辊快10%,通过三级拉伸改变了纤维的排列方式,将原来扁平的纤网通过纵向拉伸变得蓬松,再进行烘干;
45.再次经过“s”型花纹轧机,将烘干后的产品重新压合一遍,定型,轧机温度150℃,线压力70mp,制备得无纺布;
46.并将制备的无纺布置于布料放卷机上卷绕;
47.s3、将无纺布从布料放卷机上放下,热熔胶在涂抹于无纺布前,先经过加热高温熔融,热熔胶的温度为100-160℃,并控制热熔胶的粘稠度在2000-6000cps,此时热熔胶流动性好,能够提高涂覆的均匀性,并在布料上涂抹热熔胶,上胶量为0.5g/m2;
48.其中,布料放卷机停止时的张力5%、运行时的张力20%;
49.s4、将抗静电透气膜从膜放卷机上放下,将抗静电透气膜与无纺布涂覆热熔胶的一面贴合,并经过压合辊压合成复合面料,压合辊的复合压力为0.5n;
50.其中,膜放卷机停止时的张力5%,运行时的张力5%;
51.s5、对复合面料进行裁切:先将复合后的面料铺平,并将面料置于切刀的下方;再根据幅宽规格,调整切刀幅宽;最后通过切刀切出需要幅宽的面料,具体的,切刀为滚动切刀,在分切克重产品时,切边光滑、凭证;
52.s6、对裁切后的面料进行收卷。
53.本发明通过对抗静电柔软复合膜面料生产过程中收放卷张力的控制,以及热熔胶温度、粘稠度、上胶量的控制,使得生产出来的面料平整、无褶皱、无明显的松紧边,易于加工,本抗静电柔软复合膜面料柔软、舒适、亲肤。
54.实施例3:
55.参照图1,一种抗静电柔软复合膜面料生产工艺,主要包括以下步骤:
56.s1、制备抗静电透气膜:先准备100份pha树脂、300份碳酸钙、0.18份抗氧剂1010、0.12份抗氧剂168经过双螺杆挤出机混合造粒,制得无机添加母料,干燥待用。
57.再将pha树脂、pbat树脂在70℃充分干燥3h;取100份pha树脂、10份pbat树脂、25份
无机添加母料、0.01份抗静电剂充分混合搅拌,经过单螺杆挤出机挤出、流延、拉伸、冷却,挤出温度170℃、180℃、190℃、195℃,第一拉纵向拉伸区温度50℃,拉伸倍数2.5,定型温度90℃,第二纵向拉伸区温度55℃,拉伸倍数2.2,定型温度90℃,第一横向拉伸区温度65℃,拉伸倍数3.5,定型温度90℃,并将抗静电透气膜置于膜放卷机上卷绕;
58.s2、制备无纺布:将140份pp颗粒、50份poe弹性体颗粒和10份的增白母粒加入料斗;将混合搅拌好的原料通过喂料系统真空抽吸到螺杆进行挤压熔融,螺杆熔融温度180℃,获得热熔体;将热熔体在230℃、5mpa下进行过滤、计量和分配。
59.将分配计量好的热熔体纺丝是通过0.3mm孔径中喷出丝,经过冷却风箱冷却,冷却风箱温度10℃,冷却风速度0.2m/s,将丝冷却获得初生长丝;将初生长丝经过气流分丝的方式,通过狭缝式牵伸器的喇叭口,将初生长丝进行气流牵伸,气流牵伸速度为2000m/h,获得1.8丹尼尔纤度的纤维。
60.将得到的聚丙烯纤维分丝铺网,在这一过程中将空气压缩泵产生气体通入气管,用气管将22.2份大豆纤维喷洒到聚丙烯纤维上形成纤网;
61.将纤网通过成网帘,在网帘辊的带动下,传输到热轧机进行第一次热轧,经过热轧机上轧辊和下轧辊的热压粘合作用后获得有“一”字花纹的非织造布,热轧机温度130℃,线压力50mpa,该非织造布通过上缠绕辊和下缠绕辊,传输进行后整理;
62.后整理进行热风加热并同时进行三次拉伸,加热温度90℃,第一支牵引拉伸辊相比第一次热轧速度快10%,第二支牵引拉伸辊比第一支牵引拉伸辊快10%,第三支牵引拉伸辊比第二支牵引拉伸辊快10%,通过三级拉伸改变了纤维的排列方式,将原来扁平的纤网通过纵向拉伸变得蓬松,再进行烘干;
63.再次经过“s”型花纹轧机,将烘干后的产品重新压合一遍,定型,轧机温度150℃,线压力70mp,制备得无纺布;
64.并将制备的无纺布置于布料放卷机上卷绕;
65.s3、将无纺布从布料放卷机上放下,热熔胶在涂抹于无纺布前,先经过加热高温熔融,热熔胶的温度为100-160℃,并控制热熔胶的粘稠度在2000-6000cps,此时热熔胶流动性好,能够提高涂覆的均匀性,并在布料上涂抹热熔胶,上胶量为0.5g/m2;
66.其中,布料放卷机停止时的张力15%、运行时的张力30%;
67.s4、将抗静电透气膜从膜放卷机上放下,将抗静电透气膜与无纺布涂覆热熔胶的一面贴合,并经过压合辊压合成复合面料,压合辊的复合压力为0.5n;
68.其中,膜放卷机停止时的张力10%,运行时的张力15%;
69.s5、对复合面料进行裁切:先将复合后的面料铺平,并将面料置于切刀的下方;再根据幅宽规格,调整切刀幅宽;最后通过切刀切出需要幅宽的面料,具体的,切刀为滚动切刀,在分切克重产品时,切边光滑、凭证;
70.s6、对裁切后的面料进行收卷。
71.本发明通过对抗静电柔软复合膜面料生产过程中收放卷张力的控制,以及热熔胶温度、粘稠度、上胶量的控制,使得生产出来的面料平整、无褶皱、无明显的松紧边,易于加工,本抗静电柔软复合膜面料柔软、舒适、亲肤。
72.实施例4:
73.参照图1,一种抗静电柔软复合膜面料生产工艺,主要包括以下步骤:
74.s1、制备抗静电透气膜:先准备100份pha树脂、300份碳酸钙、0.18份抗氧剂1010、0.12份抗氧剂168经过双螺杆挤出机混合造粒,制得无机添加母料,干燥待用。
75.再将pha树脂、pbat树脂在70℃充分干燥3h;取100份pha树脂、10份pbat树脂、25份无机添加母料、0.01份抗静电剂充分混合搅拌,经过单螺杆挤出机挤出、流延、拉伸、冷却,挤出温度170℃、180℃、190℃、195℃,第一拉纵向拉伸区温度50℃,拉伸倍数2.5,定型温度90℃,第二纵向拉伸区温度55℃,拉伸倍数2.2,定型温度90℃,第一横向拉伸区温度65℃,拉伸倍数3.5,定型温度90℃,并将抗静电透气膜置于膜放卷机上卷绕;
76.s2、制备无纺布:将140份pp颗粒、50份poe弹性体颗粒和10份的增白母粒加入料斗;将混合搅拌好的原料通过喂料系统真空抽吸到螺杆进行挤压熔融,螺杆熔融温度180℃,获得热熔体;将热熔体在230℃、5mpa下进行过滤、计量和分配。
77.将分配计量好的热熔体纺丝是通过0.3mm孔径中喷出丝,经过冷却风箱冷却,冷却风箱温度10℃,冷却风速度0.2m/s,将丝冷却获得初生长丝;将初生长丝经过气流分丝的方式,通过狭缝式牵伸器的喇叭口,将初生长丝进行气流牵伸,气流牵伸速度为2000m/h,获得1.8丹尼尔纤度的纤维。
78.将得到的聚丙烯纤维分丝铺网,在这一过程中将空气压缩泵产生气体通入气管,用气管将22.2份大豆纤维喷洒到聚丙烯纤维上形成纤网;
79.将纤网通过成网帘,在网帘辊的带动下,传输到热轧机进行第一次热轧,经过热轧机上轧辊和下轧辊的热压粘合作用后获得有“一”字花纹的非织造布,热轧机温度130℃,线压力50mpa,该非织造布通过上缠绕辊和下缠绕辊,传输进行后整理;
80.后整理进行热风加热并同时进行三次拉伸,加热温度90℃,第一支牵引拉伸辊相比第一次热轧速度快10%,第二支牵引拉伸辊比第一支牵引拉伸辊快10%,第三支牵引拉伸辊比第二支牵引拉伸辊快10%,通过三级拉伸改变了纤维的排列方式,将原来扁平的纤网通过纵向拉伸变得蓬松,再进行烘干;
81.再次经过“s”型花纹轧机,将烘干后的产品重新压合一遍,定型,轧机温度150℃,线压力70mp,制备得无纺布;
82.并将制备的无纺布置于布料放卷机上卷绕;
83.s3、将无纺布从布料放卷机上放下,热熔胶在涂抹于无纺布前,先经过加热高温熔融,热熔胶的温度为100-160℃,并控制热熔胶的粘稠度在2000-6000cps,此时热熔胶流动性好,能够提高涂覆的均匀性,并在布料上涂抹热熔胶,上胶量为0.5g/m2;
84.其中,布料放卷机停止时的张力10%、运行时的张力25%;
85.s4、将抗静电透气膜从膜放卷机上放下,将抗静电透气膜与无纺布涂覆热熔胶的一面贴合,并经过压合辊压合成复合面料,压合辊的复合压力为0.5n;
86.其中,膜放卷机停止时的张力7.5%,运行时的张力10%
87.s5、对复合面料进行裁切:先将复合后的面料铺平,并将面料置于切刀的下方;再根据幅宽规格,调整切刀幅宽;最后通过切刀切出需要幅宽的面料,具体的,切刀为滚动切刀,在分切克重产品时,切边光滑、凭证;
88.s6、对裁切后的面料进行收卷。
89.本发明通过对抗静电柔软复合膜面料生产过程中收放卷张力的控制,以及热熔胶温度、粘稠度、上胶量的控制,使得生产出来的面料平整、无褶皱、无明显的松紧边,易于加
工,本抗静电柔软复合膜面料柔软、舒适、亲肤。
90.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1