夹层玻璃及其制备方法、车辆与流程
1.本技术涉及车辆零配件生产技术领域,尤其是涉及一种夹层玻璃及其制备方法、车辆。
背景技术:
2.目前,应用于车辆上的车窗玻璃集成有越来越多的功能,为了实现车窗玻璃的多种功能,需要在车窗玻璃中布置电线等,在膜片上进行母线焊接、布丝、电连接件焊接等处理后,夹设于两片玻璃之间,从而形成夹层玻璃。
3.然而,由于夹层玻璃中的母线完全附着于玻璃表面,外侧的母线容易对内侧的母线的排气路线造成遮挡,使得在冷抽、初压工艺步骤时,夹层玻璃中的气体无法彻底排出,导致最终形成的夹层玻璃气泡率较高。
技术实现要素:
4.本技术公开了一种夹层玻璃,能够解决夹层玻璃中的气体无法彻底排出的技术问题。
5.第一方面,本技术提供了一种夹层玻璃,所述夹层玻璃包括第一玻璃板、第二玻璃板、中间层、第一母线、第二母线及排气膜;
6.所述第一玻璃板与所述第二玻璃板通过所述中间层进行连接;
7.所述中间层上设有电加热元件,所述第一母线和所述第二母线设置于所述中间层上所述电加热元件所在的一侧并分别与所述电加热元件电连接,所述第一母线和所述第二母线互不接触;
8.所述排气膜覆盖住部分的所述第二母线及部分的所述第一母线并延伸至所述中间层的边缘。
9.在所述夹层玻璃的形成过程中,所述排气膜能够使所述第二母线两侧的气体沿所述排气膜的延伸方向排出,从而避免所述第一母线遮挡产生的气泡滞留于所述夹层玻璃中,降低了最终形成的所述夹层玻璃的气泡率。
10.可选的,所述第一母线的至少部分对所述第二母线的至少部分形成阻隔,所述第一母线的至少部分相较于所述第二母线被阻隔的部分更靠近所述中间层的边缘,所述排气膜覆盖于所述第二母线被阻隔的部分上。
11.可选的,所述排气膜呈条状,所述排气膜沿着所述第二母线被阻隔的部分的长度方向向第一母线延伸,并覆盖住延伸方向上的所述第一母线的部分。
12.可选的,所述第一母线对所述第二母线形成阻隔的部分包括第一延伸部、弯折部及第二延伸部,所述第一延伸部与所述弯折部的一侧弯折相连,所述第二延伸部与所述弯折部的另一侧弯折相连,所述排气膜沿着所述第二母线被阻隔的部分的长度方向朝向所述第一延伸部延伸,所述排气膜覆盖于所述第二母线被阻隔的部分上及所述第一延伸部的部分上。
13.可选的,所述第一母线还包括第一电连接部,所述第一电连接部设置于所述第二延伸部的延伸方向上,所述第二母线包括第二电连接部,所述第二电连接部设置于所述第二母线背离所述排气膜一侧的延伸方向上,且与所述排气膜间隔设置,所述夹层玻璃还包括电连接件,所述电连接件分别与所述第一电连接部和所述第二电连接部电连接。
14.可选的,所述排气膜的材质与中间层的材质相同。
15.可选的,所述排气膜上开设有排气槽。
16.可选的,所述排气槽的深度范围为0.02mm-0.05mm。
17.可选的,若所述电加热元件位于所述中间层上靠近第一玻璃板的一侧,则所述排气膜设置于所述第二母线与所述第一玻璃板之间;若所述电加热元件位于所述中间层上靠近所述第二玻璃板的一侧,则所述排气膜设置于所述第二母线与所述第二玻璃板之间。
18.可选的,所述排气膜的长度范围为15cm-20cm、宽度范围为8mm-15mm。
19.可选的,所述排气膜的厚度范围为小于0.5mm。
20.可选的,所述第一母线和所述第二母线共同对所述夹层玻璃的透视区域形成包围,使所述夹层玻璃的中心点至边缘的任意连线会与所述第一母线或所述第二母线相交。
21.第二方面,本技术还提供了一种夹层玻璃的制备方法,所述夹层玻璃的制备方法包括:
22.提供中间层,所述中间层的同一侧设置有电加热元件、第一母线及第二母线;
23.提供第一玻璃板和第二玻璃板,对所述第一玻璃板和所述第二玻璃板进行合片,使所述第一玻璃板和所述第二玻璃板通过所述中间层连接;
24.提供排气膜,在所述第一玻璃板和所述第二玻璃板进行合片之前,利用所述排气膜覆盖住位于所述中间层上的所述第二母线的部分及所述第一母线的部分,并使所述排气膜延伸至所述中间层的边缘。
25.可选的,所述第一玻璃板和所述第二玻璃板进行合片之后,还包括如下步骤:
26.对中间层及排气膜突出第一玻璃板或第二玻璃板的边缘的部分进行修剪;
27.对所述第一玻璃板和所述第二玻璃板之间的气体进行抽真空处理;
28.将抽真空处理后的所述第一玻璃板和所述第二玻璃板在一定的温度和压力环境下压合,形成夹层玻璃。
29.可选的,所述利用所述排气膜覆盖住位于所述中间层上的所述第二母线的部分,具体为:
30.所述第一母线的至少部分对所述第二母线的至少部分形成阻隔,所述第一母线的至少部分相较于所述第二母线被阻隔的部分更靠近所述中间层的边缘,利用所述排气膜覆盖于所述第二母线被阻隔的部分上。
31.可选的,所述利用所述排气膜覆盖住位于所述中间层上的所述第二母线的部分及所述第一母线的部分,具体为:
32.所述第一母线的至少部分对所述第二母线的至少部分形成阻隔,所述第一母线的至少部分相较于所述第二母线被阻隔的部分更靠近所述中间层的边缘,利用所述排气膜覆盖于所述第二母线被阻隔的部分上;
33.将条状的所述排气膜沿着所述第二母线被阻隔的部分的长度方向向第一母线延伸,并覆盖住延伸方向上的所述第一母线的部分。
34.第三方面,本技术还提供了一种车辆,所述车辆包括车架及如第一方面所述的夹层玻璃,所述车架用于承载所述夹层玻璃。
附图说明
35.为了更清楚的说明本技术实施方式中的技术方案,下面将对实施方式中所需要使用的附图作简单的介绍,显而易见的,下面描述中的附图仅仅是本技术的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
36.图1为本技术一实施方式提供的夹层玻璃俯视示意图。
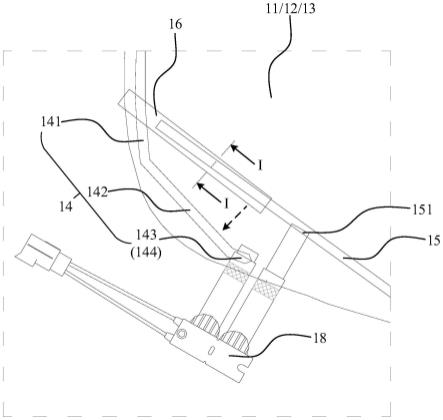
37.图2为图1中虚线框的局部放大示意图。
38.图3为本技术一实施方式提供的排气膜剖视示意图。
39.图4为图2中沿ii-ii线的剖视示意图。
40.图5为本技术一实施方式提供的夹层玻璃剖视示意图。
41.图6为本技术一实施方式提供的夹层玻璃的制备方法流程示意图。
42.图7为本技术一实施方式提供的车辆俯视示意图。
43.附图标号说明:夹层玻璃-1、第一玻璃板-11、第二玻璃板-12、中间层-13、第一母线-14、第一延伸部-141、弯折部-142、第二延伸部-143、第一电连接部-144、第二母线-15、第二电连接部-151、排气膜-16、排气槽-161、电加热元件-17、电连接件-18、车辆-2、车架-21。
具体实施方式
44.下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整的描述,显然,所描述的实施方式仅是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
45.本技术提供了一种夹层玻璃1,请一并参阅图1及图2,图1为本技术一实施方式提供的夹层玻璃俯视示意图;图2为图1中虚线框的局部放大示意图。所述夹层玻璃1包括第一玻璃板11、第二玻璃板12、中间层13、第一母线14、第二母线15及排气膜16;所述第一玻璃板11与所述第二玻璃板12通过所述中间层13进行连接;所述中间层13上设有电加热元件17,所述第一母线14和所述第二母线15设置于所述中间层13上所述电加热元件17所在的一侧并分别与所述电加热元件17电连接,所述第一母线14和所述第二母线15互不接触;所述排气膜16覆盖住部分的所述第二母线15及部分的所述第一母线14并延伸至所述中间层13的边缘。
46.需要说明的是,所述夹层玻璃1可以应用于车辆上,为了不遮挡车辆驾驶员或车辆内人员的视线,如图1所示,所述第一母线14和所述第二母线15通常沿所述第一玻璃板11或所述第二玻璃板12的边缘设置。所述第一母线14和所述第二母线15通常由双层母线焊接而成,厚度分别为1.0mm,其中,所述第一母线14和所述第二母线15可以部分嵌入中间层13内,例如第一母线14和所述第二母线15嵌入所述中间层13内0.2-0.4mm,并显露于所述中间层13的表面0.6-0.8mm。所述第一母线14和所述第二母线15的长度通常较长,因此,所述第一
母线14和所述第二母线15需要围绕所述第一玻璃板11或所述第二玻璃板12的周缘延伸,且为了避免所述第一母线14和所述第二母线15互相接触发生短路,所述第一母线14和所述第二母线15间隔设置,间距小于40mm,则存在所述第一母线14围设于所述第二母线15外侧的至少部分,或者所述第二母线15围设于所述第一母线14外侧的至少部分。
47.在本实施方式中,所述中间层13上设有所述电加热元件17,所述电加热元件17的正极和负极分别与所述第一母线14和所述第二母线15电连接,形成电路回路的一部分。所述电加热元件17可以是加热电阻丝、加热导电薄膜、透明导电氧化物薄膜等,能够根据所述第一母线14和所述第二母线15传输的电流进行发热,实现加热所述第一玻璃板11和所述第二玻璃板12的目的,从而能够有效去除所述第一玻璃板11和所述第二玻璃板12上的雨、雪、雾、霜等,提高驾驶的安全性。可以理解的,在其他可能的实施方式中,所述夹层玻璃1还可以包括其他分别与所述第一母线14和所述第二母线15电连接的功能件,实现其他功能,本技术对此不加以限制。
48.具体的,以所述第一母线14围设于所述第二母线15的至少部分为例进行示意说明。相关技术中,在压合所述第一玻璃板11和所述第二玻璃板12的过程中,由于所述第一母线14围设于所述第二母线15的至少部分,使得该部分所述第二母线15朝向所述中间层13边缘排气的路线被所述第一母线14遮挡,即如图2中虚线箭头所示的排气路线,容易在所述第一玻璃板11和所述第二玻璃板12压合完成后,形成气泡。
49.在本实施方式中,如图2所示,所述排气膜16覆盖住部分的所述第二母线15及部分的所述第一母线14并延伸至所述中间层13的边缘,从而能够在所述第一玻璃板11和所述第二玻璃板12压合过程中,使得气体沿所述排气膜16排出至所述夹层玻璃1以外,达到降低最终形成的所述夹层玻璃1的气泡率的目的。
50.可以理解的,在本实施方式中,在所述夹层玻璃1的形成过程中,所述排气膜16能够使所述第二母线15两侧的气体沿所述排气膜16的延伸方向排出,从而避免所述第一母线14遮挡产生的气泡滞留于所述夹层玻璃1中,降低了最终形成的所述夹层玻璃1的气泡率。
51.举例而言,将所述第一玻璃板11置于合片台上,并将所述第一玻璃板11的凸面背离合片台设置;将布置有所述第一母线14和所述第二母线15的所述中间层13铺设于所述第一玻璃板11,且所述第一母线14和所述第二母线15背离所述第一玻璃板11设置;将所述排气膜16对应铺设于所述第二母线15;将所述第二玻璃板12设置于所述第一玻璃板11上,并进行修边、套圈、冷抽、初压和再压,最终形成所述夹层玻璃1。
52.具体的,修边指的是将中间层13及排气膜16突出第一玻璃板11或第二玻璃板12的边缘的部分进行修剪,使中间层13及排气膜16与所述第一玻璃板11和所述第二玻璃板12的边缘对齐;套圈指的是在合片后的所述第一玻璃板11和所述第二玻璃板12的边缘套设真空橡胶圈,使真空橡胶圈将第一玻璃板11和第二玻璃板12的边缘完全包裹住;冷抽指的是通过将真空橡胶圈与外部真空发生设备连接后,对所述第一玻璃板11和所述第二玻璃板12之间的空间进行抽真空处理;初压指的是对所述第一玻璃板11和所述第二玻璃板12在一定温度下以第一压力初步压合;再压指的是对所述第一玻璃板11和所述第二玻璃板12在一定温度下以第二压力高压压合,通常情况下,第一压力小于第二压力。
53.本技术分别对本技术提供的所述夹层玻璃1和相关技术中未设置所述排气膜16的夹层玻璃1进行实验对照,实验数据请参阅如下表1所示。
54.表1对照实验数据表
[0055] 相关技术夹层玻璃1本技术夹层玻璃1合片数120200产生气泡的夹层玻璃1数721气泡率60%0.50%
[0056]
可见,在未设置所述排气膜16的夹层玻璃1中,出现气泡的夹层玻璃1占总的合片数通常大于50%,具体的,如表1所示高达60%,严重影响了夹层玻璃1的产品良率。而本技术提供的所述夹层玻璃1,由于设置了所述排气膜16,极大的降低了出现气泡的夹层玻璃1占总的合片数的比例,低至0.5%。
[0057]
在一种可能的实施方式中,请再次参阅图2,所述第一母线14的至少部分对所述第二母线15的至少部分形成阻隔,所述第一母线14的至少部分相较于所述第二母线15被阻隔的部分更靠近所述中间层13的边缘,所述排气膜16覆盖于所述第二母线15被阻隔的部分上。
[0058]
可以理解的,在本实施方式中,所述第一母线14的至少部分相较于所述第二母线15被阻隔的部分更靠近所述中间层13的边缘,即在所述第一玻璃板11和所述第二玻璃板12合片后,所述第一母线14阻隔了所述第二母线15,使位于第二母线15内侧的气体在向外排出时,除了需要绕过第二母线15,还需要绕过第一母线14,导致气体排出时的难度增大。
[0059]
具体的,所述排气膜16覆盖于所述第二母线15被阻隔的部分上,换句话说,所述排气膜16在所述中间层13上的正投影覆盖所述第二母线15的被阻隔的部分,从而使原先会在第二母线15处聚集的气泡能够沿着增设排气膜而产生的间隙排出,所述排气膜16能够将该部分所述第二母线15周围的气体沿所述排气膜16的延伸方向向所述中间层13的边缘排出。可以理解的,所述排气膜16在所述第一玻璃板11上的正投影覆盖所述第二母线15被阻隔的部分,从而可以将所述第二母线15被阻隔部分两侧的气体均通过所述排气膜16排出,大幅度减小了气体排出的难度。
[0060]
在一种可能的实施方式中,请再次参阅图2,所述排气膜16呈条状,所述排气膜16沿着所述第二母线15被阻隔的部分的长度方向向第一母线14延伸,并覆盖住延伸方向上的所述第一母线14的部分。
[0061]
可以理解的,通常情况下,所述第一母线14或所述第二母线15均为条状,为了配合所述第一母线14或所述第二母线15的形状,在本实施方式中,所述排气膜16的形状也为条状。可以理解的,由于所述第一母线14和所述第二母线15沿所述中间层13的边缘设置,那么在所述第一玻璃板11和所述第二玻璃板12进行合片的过程中,如图2虚线箭头所示,所述第一母线14阻隔了所述第二母线15内侧的气体沿宽度方向朝向所述中间层13边缘的排气路线。
[0062]
因此,在本实施方式中,一方面,所述排气膜16沿着所述第二母线15被阻隔的部分的长度方向向第一母线14延伸,可以将更多的所述第二母线15被所述第一母线14阻隔的部分的两侧的气体,沿所述排气膜16朝向所述中间层13的边缘排出;另一方面,所述排气膜16覆盖住延伸方向上的所述第一母线14的部分,避免了所述第二母线15的排气路线被所述第一母线14的阻隔。
[0063]
在一种可能的实施方式中,请再次参阅图2,所述第一母线14对所述第二母线15形
成阻隔的部分包括第一延伸部141、弯折部142及第二延伸部143,所述第一延伸部141与所述弯折部142的一侧弯折相连,所述第二延伸部143与所述弯折部142的另一侧弯折相连,所述排气膜16沿着所述第二母线15被阻隔的部分的长度方向朝向所述第一延伸部141延伸,所述排气膜覆16盖于所述第二母线15被阻隔的部分上及所述第一延伸部141的部分上。
[0064]
具体的,由于通常会从所述夹层玻璃1的边角或临近边角的部分将所述第一母线14和所述第二母线15引出,相对应的,在所述中间层13的边角部分,容易形成所述第一母线14阻隔所述第二母线15,或者所述第二母线15阻隔所述第一母线14的情况。在本实施方式中,如图2所示,所述第一母线14在所述中间层13弯折处的部分,包括所述第一延伸部141、所述弯折部142及所述第二延伸部143对所述第二母线15形成阻隔。
[0065]
可以理解的,在本实施方式中,所述排气膜16沿着所述第二母线15被阻隔的部分的长度方向朝向所述第一延伸部141延伸,从而能够将所述第二母线15被所述第一延伸部141、所述弯折部142及所述第二延伸部143阻隔的气体,通过所述排气膜16朝向所述中间层13排出。
[0066]
在一种可能的实施方式中,请再次参阅图2,所述第一母线14还包括第一电连接部144,所述第一电连接部144设置于所述第二延伸部143的延伸方向上,所述第二母线15包括第二电连接部151,所述第二电连接部151设置于所述第二母线15背离所述排气膜16一侧的延伸方向上,且与所述排气膜16间隔设置,所述夹层玻璃1还包括电连接件18,所述电连接件18分别与所述第一电连接部144和所述第二电连接部151电连接。
[0067]
具体的,所述电连接件18分别与所述第一电连接部144和所述第二电连接部151电连接,从而可以将所述第一母线14和所述第二母线15分别电连接至所述夹层玻璃1之外的电子元器件,实现所述夹层玻璃1的多种功能。举例而言,在本实施方式中,所述电连接件18用于通过所述第一电连接部144向所述第一母线14传输电流,再经过所述与其电连接的所述电加热元件17,并通过所述第二母线15及所述第二电连接部151传输回所述电连接件18,形成电路回路,从而实现所述电加热元件17加热所述第一玻璃板11和所述第二玻璃板12的功能。
[0068]
可以理解的,在某些实施方式中,排气膜16可以覆盖第二电连接部151,排气膜16也可以不覆盖第二电连接部151,由于所述电连接件18分别与所述第一电连接部144和所述第二电连接部151处通过线路电连接,使得所述夹层玻璃1位于所述第一电连接部144或所述第二电连接部151的厚度较大,因此,在优选的实施方式中,排气膜16不覆盖第二电连接部151,所述第二电连接部151设置于所述第二母线15背离所述排气膜16一侧的延伸方向上,且与所述排气膜16间隔设置,从而避免所述排气膜16覆盖第二电连接部151。
[0069]
在一种可能的实施方式中,所述排气膜16的材质与中间层13的材质相同。
[0070]
具体的,所述中间层13为热塑性中间层,其材质可以是pvb、eva、pu中的任意一种或多种,所述中间层13具有一定的粘性及柔软程度,从而能够较好地连接固定所述第一玻璃板11和所述第二玻璃板12。可以理解的,所述排气膜16的材质与中间层13的材质相同,在合片后对第一玻璃板11和所述第二玻璃板12进行加热加压以形成夹层玻璃的过程中,材质相同的排气膜16和中间层13可以发生熔融从而形成为一体,进而保证排气膜16在达成辅助排气的目的后在肉眼观察的状态下难以被察觉,从而进一步确保夹层玻璃在排气膜16的位置不会存在光学瑕疵。
[0071]
在一种可能的实施方式中,请一并参阅图3,图3为本技术一实施方式提供的排气膜剖视示意图。所述排气膜16上开设有排气槽161。
[0072]
在本实施方式中,所述排气槽161的延伸方向与所述排气膜16的延伸方向相同,从而使得气体沿所述排气膜16的延伸方向排出。可以理解的,排气槽161可以是排气膜16自身与玻璃板或中间层之间存在的间隙,也可以是在排气膜16表面加工得到的槽,所述排气槽161能够进一步提高所述排气膜16的排气效果,使得气体沿所述排气槽161排出,达到进一步降低最终形成的所述夹层玻璃1的气泡率的目的。
[0073]
可以理解的,只要不影响所述排气膜16的排气效果,所述排气槽161可以是任意形状,本技术对此不加以限制。
[0074]
在一种可能的实施方式中,所述排气槽161向背离所述排气膜16表面一侧的凹陷深度范围为0.02mm-0.05mm。
[0075]
可以理解的,所述排气槽161向背离所述排气膜16表面一侧的凹陷深度不宜过大,避免影响所述排气膜16所在部分的所述夹层玻璃1的光学性能。
[0076]
具体的,所述排气槽161向背离所述排气膜16表面一侧的凹陷深度可以是0.030mm、0.033mm、0.042mm、0.045mm等,本技术对此不加以限制。
[0077]
在一种可能的实施方式中,请一并参阅图4及图5,图4为图2中沿ii-ii线的剖视示意图;图5为本技术一实施方式提供的夹层玻璃剖视示意图。若所述电加热元件17位于所述中间层13上靠近第一玻璃板11的一侧,则所述排气膜16设置于所述第二母线15与所述第一玻璃板11之间;若所述电加热元件17位于所述中间层13上靠近所述第二玻璃板12的一侧,则所述排气膜16设置于所述第二母线15与所述第二玻璃板12之间。
[0078]
需要说明的是,所述第一母线14和所述第二母线15通常设置于所述中间层13上与所述电加热元件17同一侧的表面,以使得所述第一母线14和所述第二母线15便于与所述电加热元件17电连接。
[0079]
具体的,如图4所示,所述电加热元件17位于所述中间层13上靠近第一玻璃板11的一侧,所述第一母线14和所述第二母线15也设置于所述中间层13上靠近第一玻璃板11的一侧,在所述第一玻璃板11和所述第二玻璃板12进行合片的过程中,所述第一玻璃板11和所述中间层13之间容易产生气泡,因此,所述排气膜16设置于所述第二母线15与所述第一玻璃板11之间;同理,如图5所示,所述电加热元件17位于所述中间层13上靠近第二玻璃板12的一侧,所述第一母线14和所述第二母线15也设置于所述中间层13上靠近第二玻璃板12的一侧,在所述第一玻璃板11和所述第二玻璃板12进行合片的过程中,所述第二玻璃板12和所述中间层13之间容易产生气泡,因此,所述排气膜16设置于所述第二母线15与所述第二玻璃板12之间,能够有效排出多余的气体,减小所述夹层玻璃1的气泡率。
[0080]
在一种可能的实施方式中,所述排气膜16的长度范围为15cm-20cm、宽度范围为8mm-15mm。
[0081]
可以理解的,所述排气膜16的长度、宽度规格不宜过大,否则容易在所述第一玻璃板11和所述第二玻璃板12合片过程中,影响所述第一玻璃板11和所述第二玻璃板12的压合情况,且可能增大所述夹层玻璃1整体厚度,或者影响所述夹层玻璃1的光学性能;同时,所述排气膜16的长度、宽度规格不宜过小,否则容易影响所述排气膜16的排气效果。
[0082]
进一步的,所述排气膜16的长度范围还可以是16cm-18cm,所述排气膜16的宽度范
围还可以是10mm-12mm;具体的,所述排气膜16的长度可以是16.2cm、16.6cm、17.3cm、17.8cm等,所述排气膜16的宽度可以是10.4mm、10.7mm、11.5mm、11.9mm等,本技术对此不加以限制。
[0083]
在一种可能的实施方式中,所述排气膜16的厚度范围为小于0.5mm。
[0084]
可以理解的,与上一实施方式相同的是,所述排气膜16的厚度规格不宜过大,否则容易在所述第一玻璃板11和所述第二玻璃板12合片过程中,影响所述第一玻璃板11和所述第二玻璃板12的压合情况,且可能增大所述夹层玻璃1整体厚度,或者影响所述夹层玻璃1的光学性能;同时,所述排气膜16的厚度规格不宜过小,否则容易影响在所述排气膜16上开设所述排气槽161,影响所述排气膜16的排气效果。
[0085]
进一步的,所述排气膜16的厚度范围还可以为小于0.24mm;具体的,所述排气膜16的厚度可以是0.22mm、0.21mm、0.13mm、0.10mm等,本技术对此不加以限制。
[0086]
在一种可能的实施方式中,所述第一母线14和所述第二母线15共同对所述夹层玻璃1的透视区域形成包围,使所述夹层玻璃1的中心点至边缘的任意连线会与所述第一母线14或所述第二母线15相交。
[0087]
可以理解的,所述夹层玻璃1的透视区域指的是,当所述夹层玻璃1安装于车辆上时,车内人员可以通过所述夹层玻璃1的透视区域直接观察到车外环境的区域。所述第一母线14和所述第二母线15共同对所述夹层玻璃1的透视区域形成包围,从而最大程度避免所述第一母线14和所述第二母线15的设置影响车内人员对车外环境的观察。同时,所述夹层玻璃1的中心点至边缘的任意连线会与所述第一母线14或所述第二母线15相交,从而可以使得设置于所述夹层玻璃1的透视区域内的功能件,例如所述电加热元件17,便于与所述第一母线14或所述第二母线15电连接,形成电路回路,实现一种或多种功能。
[0088]
在本实施方式中,虽然此种设置方式可能造成所述第一母线14或所述第二母线15互相阻隔的情况,但由于所述排气膜16的设置,降低了所述夹层玻璃1的气泡率,从而在设置于所述夹层玻璃1的透视区域内的功能件便于与所述第一母线14或所述第二母线15电连接的同时,能够实现较高的所述夹层玻璃1的良率,降低了所述夹层玻璃1实现一种或多种功能的生产工艺难度。
[0089]
本技术还提供了一种夹层玻璃的制备方法,请一并参阅图6,图6为本技术一实施方式提供的夹层玻璃的制备方法流程示意图。所述夹层玻璃的制备方法包括步骤s601、s602、s603,其中,步骤s601、s602、s603的具体描述如下。
[0090]
s601,提供中间层13,所述中间层13的同一侧设置有电加热元件17、第一母线14及第二母线15;
[0091]
s602,提供第一玻璃板11和第二玻璃板12,对所述第一玻璃板11和所述第二玻璃板12进行合片,使所述第一玻璃板11和所述第二玻璃板12通过所述中间层13连接;
[0092]
s603,提供排气膜16,在所述第一玻璃板11和所述第二玻璃板12进行合片之前,利用所述排气膜16覆盖住位于所述中间层13上的所述第二母线15的部分及所述第一母线14的部分,并使所述排气膜16延伸至所述中间层13的边缘。
[0093]
具体的,所述中间层13、所述第一母线14、所述第二母线15、所述第一玻璃板11、所述排气膜16、所述第二玻璃板12请参阅上文描述,在此不再赘述。需要说明的是,在所述将所述中间层13铺设于所述第一玻璃板11之后,可以根据工艺卡确定第一电连接部144、第二
电连接部151及电连接件18的位置,所述第一电连接部144、所述第二电连接部151及所述电连接件18请参阅上文描述,在此不再赘述。
[0094]
可以理解的,在本实施方式中,在所述夹层玻璃1的形成过程中,所述排气膜16能够使所述第二母线15两侧的气体沿所述排气膜16的延伸方向排出,从而避免所述第一母线14遮挡产生的气泡滞留于所述夹层玻璃1中,减少了最终形成的所述夹层玻璃1的气泡率。
[0095]
在一种可能的实施方式中,所述第一玻璃板11和所述第二玻璃板12进行合片之后,还包括如下步骤:
[0096]
对中间层13及排气膜16突出第一玻璃板11或第二玻璃板12的边缘的部分进行修剪;
[0097]
对所述第一玻璃板11和所述第二玻璃板12之间的气体进行抽真空处理;
[0098]
将抽真空处理后的所述第一玻璃板11和所述第二玻璃板12在一定的温度和压力环境下压合,形成夹层玻璃1。
[0099]
具体的,上述工艺步骤请参阅上文描述,在此不再赘述。
[0100]
在一种可能的实施方式中,所述利用所述排气膜16覆盖住位于所述中间层13上的所述第二母线15的部分,具体为:
[0101]
所述第一母线14的至少部分对所述第二母线15的至少部分形成阻隔,所述第一母线14的至少部分相较于所述第二母线15被阻隔的部分更靠近所述中间层13的边缘,利用所述排气膜16覆盖于所述第二母线15被阻隔的部分上。
[0102]
具体的,所述排气膜16覆盖于所述第二母线15被阻隔的部分上,换句话说,所述排气膜16在所述中间层13上的正投影覆盖所述第二母线15的被阻隔的部分,从而使原先会在第二母线15处聚集的气泡能够沿着增设排气膜而产生的间隙排出,所述排气膜16能够将该部分所述第二母线15周围的气体沿所述排气膜16的延伸方向向所述中间层13的边缘排出。可以理解的,所述排气膜16在所述第一玻璃板11上的正投影覆盖所述第二母线15被阻隔的部分,从而可以将所述第二母线15被阻隔部分两侧的气体均通过所述排气膜16排出,减小了气体无法排出的风险。
[0103]
在一种可能的实施方式中,所述利用所述排气膜16覆盖住位于所述中间层13上的所述第二母线15的部分及所述第一母线14的部分,具体为:
[0104]
所述第一母线14的至少部分对所述第二母线15的至少部分形成阻隔,所述第一母线14的至少部分相较于所述第二母线15被阻隔的部分更靠近所述中间层13的边缘,利用所述排气膜16覆盖于所述第二母线15被阻隔的部分上;
[0105]
将条状的所述排气膜16沿着所述第二母线15被阻隔的部分的长度方向向第一母线14延伸,并覆盖住延伸方向上的所述第一母线14的部分。
[0106]
在本实施方式中,一方面,所述排气膜16沿着所述第二母线15被阻隔的部分的长度方向向第一母线14延伸,可以将更多的所述第二母线15被所述第一母线14阻隔的部分的两侧的气体,沿所述排气膜16朝向所述中间层13的边缘排出;另一方面,所述排气膜16覆盖住延伸方向上的所述第一母线14的部分,避免了所述第二母线15的排气路线被所述第一母线14的阻隔。
[0107]
本技术还提供了一种车辆2,请一并参阅图7,图7为本技术一实施方式提供的车辆俯视示意图。所述车辆2包括车架21及如上文所述的夹层玻璃1,所述车架21用于承载所述
夹层玻璃1。具体的,所述夹层玻璃1请参阅上文描述,在此不再赘述。
[0108]
本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施方式的说明只是用于帮助理解本技术的核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1