一种含金属膜的印花台布及其制备方法与流程
1.本技术涉及台布技术领域,特别涉及一种含金属膜的印花台布及其制备方法。
背景技术:
2.在日用品、包装及装饰等材料中,台布产品是现代居家、餐饮场所之必备。台布主要是覆盖于台、桌面上用以防污或增加美观的制品,也可称桌布等;实用性的台布多以聚氯乙烯(pvc)材质的为主。pvc台布生产工艺一般包括:在pvc基材上通过凹版印刷颜料油墨形成花型印花层,印刷完成后,根据需求进行贴合工序,即在印刷后的pvc基材另一面高温贴合无纺布或纤维纱线层等。
3.随着行业及市场等方面的发展,开发一种图纹艳丽、层次立体感强,且更加环保的台布产品是亟需解决的问题之一。
技术实现要素:
4.有鉴于此,本技术提供一种含金属膜的印花台布及其制备方法,本发明制备的台布产品具有防污功能和金属感多层次美观图纹,无异味,且可实现低vocs生产,利于环保。
5.本发明提供一种含金属膜的印花台布的制备方法,包括以下步骤:
6.以pvc树脂发泡层为基材,在所述基材一个表面转移贴合金属花膜;所述金属花膜由依次复合的水性离型膜层、水性油墨印刷层、水性色浆涂层、电镀层和涂胶层组成;
7.在贴合金属花膜后的基材另一个表面,通过高温贴合无纺布或纤维纱线层,得到含金属膜的印花台布。
8.优选地,所述水性离型膜层由pet膜及其上的水性离型剂层组成,所述水性离型剂层复合水性油墨印刷层。
9.优选地,所述水性油墨印刷层由水性油墨印刷形成,所述水性油墨含有50-60wt%水性聚氨酯,且不含有机溶剂。
10.优选地,所述水性色浆涂层由金属光泽颜料水性色浆涂刷形成;所述电镀层为满版镀铝层。
11.优选地,所述水性油墨印刷层采用150-180目数网辊印制形成,印制温度为80-160℃。
12.优选地,所述pvc树脂发泡层包含20-30wt%pvc树脂、20-30wt%碳酸钙、20-22wt%增塑剂、1-2wt%稳定剂和5-10wt%色粉。
13.优选地,所述pvc树脂发泡层厚度在400-700μm之间。
14.优选地,所述高温贴合的温度为210-225℃。
15.本发明提供如前文所述的制备方法得到的含金属膜的印花台布,厚度为0.13mm-0.30mm;宽幅为100cm-180cm。
16.与现有技术相比,本发明提供的印花台布产品包括pvc树脂发泡基层,而且其分别贴合有特定的金属感膜层(称为金属膜或金属花膜等)、无纺布或纤维纱线层,所述的金属
感膜层主要为水性油墨印刷层、水性色浆涂层和电镀层。本发明通过在pvc树脂发泡基材上复合环保的特定金属膜等工艺技术,使台布产品不仅隔温、不沾油渍、防油污,而且具有金属感多层次美观图纹,还没有异味、为环保产品,品质稳定,利于推广应用。
附图说明
17.图1为本发明一些实施例制备的印花台布的产品照片;
18.图2为本发明实施例制备的圆形花纹印花台布表面照片;
19.图3为本发明实施例制备的条纹印花台布表面照片;
20.图4为本发明实施例1制备的印花台布的防油污照片。
具体实施方式
21.下面对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
22.本技术提供了一种含金属膜的印花台布的制备方法,包括以下步骤:
23.以pvc树脂发泡层为基材,在所述基材一个表面转移贴合金属花膜;所述金属花膜由依次复合的水性离型膜层、水性油墨印刷层、水性色浆涂层、电镀层和涂胶层组成;
24.在贴合金属花膜后的基材另一个表面,通过高温贴合无纺布或纤维纱线层,得到含金属膜的印花台布。
25.本发明的目的是研发创新制成一种含金属膜的环保台布产品,它具有防污、隔温、易清洗等实用性,且可呈现金属感多层次美观图纹,装饰风格突出,无异味,可实现低vocs生产,利于环保。
26.本发明实施例首先通过水性离型涂层、水性油墨印刷、水性色层涂层、电镀、油性涂胶等制作工艺,生产出典雅大方的金属花膜。
27.所述的金属花膜实质是多层叠加生产而成的一种膜状制品,其由依次复合的水性离型膜层、水性油墨印刷层、水性色浆涂层、电镀层和涂胶层组成。其中,所述水性离型膜层可由聚对苯二甲酸乙二醇酯(pet)薄膜及其上的水性离型剂层组成,便于印花后将印刷层剥离。本发明优先选择15μm厚度优质pet转移膜(简记为厚度规格15u),进行2到4次重复使用,利于降低生产成本。
28.在本发明的实施例中,离型剂、油墨、色层、溶剂等材料选型和配方控制是核心技术之一。离型剂分为内部润滑和外部润滑两大类,本发明优选在pet膜上涂覆一层水性离型剂,如聚乙烯醇、硬脂酸、氨基树脂类;之后可在印刷车间在水性离型剂层上印制花色图案。
29.印刷用油墨主要包括水性和油性两种,鉴于油性油墨味道大、含重金属等问题,本发明选用完全用水稀释的水性油墨替代油性油墨,印刷形成台布中的水性油墨印刷层,环保性更好。作为优选,所述的水性油墨含有50-60wt%水性聚氨酯(pu),且不含甲苯、丁酮等有机溶剂,使产品完全无“苯”、无异味且实现低vocs(挥发性有机物)生产。具体地,按质量配比所述水性油墨组成为:水性pu 50-60%,色浆30-35%,消泡剂0.1-1%,润湿剂0.5-2%,水余量。本发明实施例可采用市售的水性油墨产品,如福建格林春天公司纯水溶剂的
水性油墨,在台布行业应用具有独创性。
30.本发明实施例在得到水性油墨印刷层后,在该印刷层上涂覆一层水性色浆;所得到的色层即为水性色浆涂层,优选由金属光泽颜料水性色浆涂刷形成。所述的金属光色颜料水性色浆的颜色为金色、银色或类似色,可为市售的水性色浆材料。
31.在本发明的优选实施例中,所述的色层上面满版镀铝,常规工艺是铝丝电镀。最后,本发明实施例在上述电镀层上涂覆一层油性或水性胶水(优选水性涂胶),便于将前面的印刷层、色层和电镀层组合的图案转印剥离到pvc基材表面。
32.具体地,本发明所述水性油墨印刷层优选采用150-180目数网辊印制形成,印制温度为80-160℃,可用烘箱多区控制。普通转印印刷网辊一般是80目和120目,而本发明优选实施例的印刷网辊主要是150-160目(优选150目),目数越大油墨用量就越少,本发明可在水性油墨用量较少的情况下达到良好的印刷效果,整体成本较低,更为环保。
33.此外,在本发明的实施例中,涂覆离型层的速度可为90m/min,网辊180-210目,温度80-170℃。进一步地,涂刷水性色层的速度可为90m/min,网辊180目,温度80-170℃;表胶(表面涂覆胶水)的速度可为80-90m/min,网辊100目,温度80-160℃。
34.在本发明的一些实施例中,采用荡涤法让网辊产生纹路,再用喷砂处理法提升网辊表面的粗糙度、粘接抗压强度等,以此方式来满足新产品生产的网(纹)辊要求,为深纵纹理打好基础。为保证压花辊表面花纹,通常需对压花辊进行荡涤处理如用酸洗除锈、用有机物去油污等以确保其表面干净无污。本发明实施例设计了多种图案聚集共同点,共同一支压纹辊又不失各自风格的版辊,菱纵纹理深嵌产品表面又不影响产品平整度(纹理精细周密,可目视有手感纹理且纵深一致),还可将20多套印刷图案共用一支压纹辊,减少运作成本。本技术实施例可通过一支压纹辊重点突出拉丝效果,不用图案套位,故只要有拉丝纹理的压纹辊即可使用(主打拉丝效果,满版面突显金属那种拉丝效果)。
35.同时,本发明实施例制备聚氯乙烯(pvc)树脂发泡层,作为基材。例如,采用压延工艺制成发泡的聚氯乙烯基材,然后进行印刷、贴合等工序。本发明一些实施例中,贴合纱线网纱及其他合成材料配方、各工序生产参数可相应配合确定。
36.本发明具体实施例制备所述pvc树脂发泡层的原料优选包含:20-30wt%pvc树脂、20-30wt%碳酸钙、20-22wt%增塑剂、1-2wt%稳定剂和5-10wt%色粉。其中,所使用的聚氯乙烯树脂其聚合度为1000-1200、粒径在0.1-0.2mm、密度在1.35-1.45g/cm3;本发明实施例采用市售pvc树脂即可,如sg-5树脂粉,还可就地取材消化行业的边角余废材料。碳酸钙作为发泡剂,色粉赋予基材一定颜色。所述增塑剂可为大豆油、石蜡、doa(己二酸二辛脂)、dinp(邻苯二甲酸二异壬酯)等,所述稳定剂如钙锌复合稳定剂,还可添加其他助剂。作为优选,本发明的sg-5树脂粉、碳酸钙、稳定剂、增塑剂(大豆油、石蜡、doa油)等配方调整,可达到纱线台布的柔韧效果。
37.在本发明的一些实施例中,所述pvc树脂发泡层厚度在400-700μm之间、pvc发泡结合纱线布的厚度在500-720μm之间(纱线布是热贴到聚氯乙烯pvc发泡层底面上)。
38.作为优选,纱线网纱具体为涤纶半光网络丝;型号:hb75d*75d;规格:40mm*22mm*158cm(40*22j是指网格长宽、158cm是指纱线布的宽幅);平方克重:25g/m2左右。
39.本发明实施例可将所述的金属花膜、纱线网纱分别复合于pvc树脂发泡层两面,其中纱线网纱通过高温贴合在基材背面,冷却,收卷,得到含金属膜的印花台布。该纱线台布
高温处理后可改变内部结构对网辊粘贴,纹理清晰,金属花膜剥离较好,保证了产品的鲜艳度,还可通过冷却定型让产品层次感更强、平整效果更佳。
40.在本发明的具体实施例中,贴合时胶辊压力:2.2kgf/cm2(
±
2kgf/cm2);收卷牵引张力:4kgf/cm2(
±
2kgf/cm2);贴合温度:220℃
±
5℃,版辊油温:200℃
±
10℃、胶辊水温:10℃
±
3℃。另外,冷却轮水温可为10℃
±
3℃,主机速度为40m/min(1m/min),脱膜速度为40m/min(1m/min),冷却轮速度为40m/min(1m/min),牵引轮速度为40m/min(1m/min),收卷速度为40m/min(1m/min)、收卷张力设定为0.1-0.2kg。
41.上述纱线台布具有典雅大方的图案效果,其成型机台主机运行速度可为40m/min(
±
1m/min);收卷速度可为40m/min(
±
1m/min),与前文主机、收卷一致。
42.此外,为保证台布产品宽幅一致,卷料两边各会预留1.5到2cm的宽度进行分切。优选地,自动在线分切收卷设备5kw伺服驱动、620mm*950mm有效压切面,50m/min(1m/min)、1500米/小时。本发明可通过在线一体化收卷设备更新技术,提高工作效益,减轻劳动强度,还可采用包装、贴条码、绑腰带等自动化技术。
43.本发明实施例全部改用一体自动贴合压纹套位、自动在线分切收卷分类生产,对市面上成熟的大中型台布再次进行功能升级,延伸出一种超大型台布产品,如通过超大型专版适用性的技术研发180cm以上长宽的超大型纱线台布。本发明可进行全自动一体化在线分切收卷设备改造,大大提升产能、降低了用人成本,生产成本低于同行10-20%左右。本发明工艺生产周期短,产能高,为低风险、低强度、高效益作业。所得的产品为环保产品,质量稳定、图案精美、手感舒适,能急消费者之所急,可以给消费者新颖、超值感觉。
44.本发明实施例为满足典雅纱线台布新产品研发进行了设备的设计与开发,全程工艺流程及加工工艺参数控制,对基础材料选择搭配,建立材料配方并由此开发出系列产品。本发明提供了如前文所述的制备方法得到的含金属膜的印花台布,产品规格包括:厚度为0.13mm-0.30mm;宽幅为100cm-180cm,长度等可根据客户要求而定。
45.本发明实施例所述的印花台布产品可称为纱线台布,其精美图案通过压纹忖托,采用套金压纹、对花压纹、拉丝压纹、局部压纹等方式互搭出不同风格类产品,产品样式如图1所示。例如,突出大理石、钻石风格,深拉丝纹理、深层次的纱线台布,以及突出精雅细腻、图纹艳丽、层次感立体感强、柔韧防滑、形状形态灵活多样等风格。图2为本发明实施例制备的圆形花纹印花台布表面照片;图3为本发明实施例制备的条纹印花台布表面照片,两者分别体现了金属环形拉丝纹、金属竖条纹拉丝纹效果。
46.本发明实施例所得的台布产品的手感、质感轻盈且环保无毒,具有高耐寒、防滑、阻燃、抗压、耐酸碱、隔温、不沾油渍、防油污、清洗方便等性能;产品性能可以取代先前的大中型餐垫片材产品,实用性更强。
47.本发明可全自动一体化作业,产品规范标准,形状灵活多样,给消费者提供多种选择空间,适于用作现代家居的方方面面装饰产品,具有重要的开发推广应用价值。
48.为了更好理解本发明技术内容,下面提供具体实施例,对本发明做进一步的说明。如无特殊的,均为质量比例。
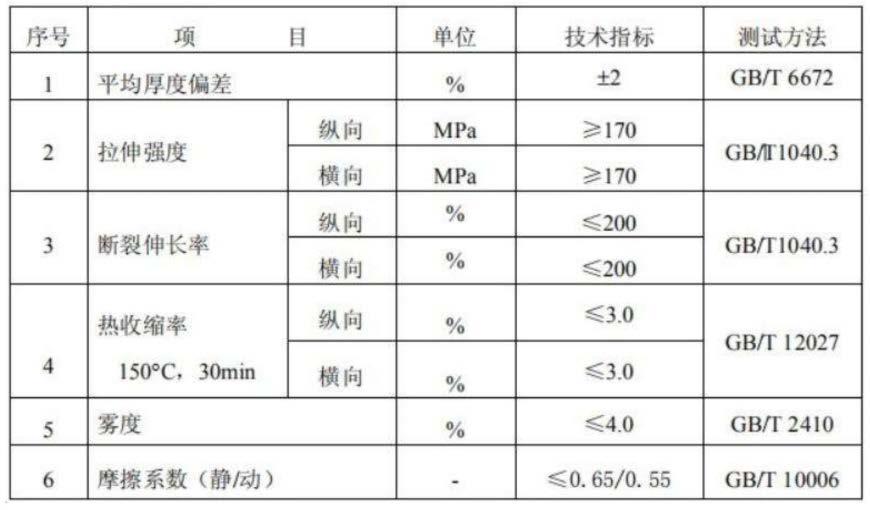
49.以下实施例,所涉及的原料为市售,其中,pet转移膜产品尺寸偏差、性能符合下表要求(摘自国标gb/t 16958):
50.表1pet转移膜产品性能表
[0051][0052]
实施例1
[0053]
1、通过水性离型涂层、水性油墨印刷、水性色层涂层、电镀、水性涂胶等制作工艺,生产出典雅大方的金属花膜,压纹厚度在0.005微米,其它层厚度均在0.001微米到0.002微米。
[0054]
其中,选择优质15upet转移膜。
[0055]
离型剂是以氨基树脂为主要成分(具体如下),即水性离型涂层中的质量配比为:水性高亮离型剂1份:纯净水1份:酒精0.075份;涂离型剂层速度90m/min,180目网纹辊刮涂,温度80-170℃,具体烘箱温度分别为(
±
10℃):一区90℃、二区130℃、三区160℃、四区160℃、五区150℃、六区120℃,进风变频速度50hz,抽风变频速度40hz。
[0056]
表2离型剂成分表
[0057]
物质成分名称浓度或浓度范围(%)cas no.氨基树脂189003-08-1乙醇42.264-17-5水39.87732-18-5
[0058]
水性油墨印刷采用福建格林春天公司纯水溶剂的水性油墨,组成为:水性pu 60%、色浆35%、消泡剂1%、润湿剂2%、水余量;网辊150目。
[0059]
涂水性色浆层速度90m/min,180目网纹辊刮涂,温度80-170℃,具体烘箱温度分别为(
±
10℃):一区90℃、二区130℃、三区160℃、四区160℃、五区150℃、六区120℃,进风变频速度50hz,抽风变频速度40hz。
[0060]
水性色层涂层质量配比为:水性色层树脂0.85份:纯净水0.075份:酒精0.075份+色粉3%。
[0061]
表3水性色层成分表
[0062]
物质成分名称浓度或浓度范围(%)cas no.聚氨基树脂209004-34-6
水32.3/乙醇47.764-17-1
[0063]
色层上面满版镀铝,常规工艺是铝丝电镀。
[0064]
水性胶成分如下,配比:水性胶水0.88份:纯净水0.06份:酒精0.06份;表胶速度90m/min,100目网纹辊刮涂,温度80-160℃,具体烘箱温度分别为(
±
10℃):一区90℃、二区120℃、三区150℃、四区150℃、五区140℃、六区120℃,进风变频速度50hz,抽风变频速度40hz。
[0065]
表4水性胶成分表
[0066]
物质成分名称浓度或浓度范围(%)cas no.聚氨基树脂259004-34-6乙醇41.764-17-5水33.37732-18-5
[0067]
2、采用压延工艺制成发泡的聚氯乙烯基材,然后进行印刷、贴合等工序。纱线台布制备配方如下:
[0068]
sg-5型树脂粉25%、碳酸钙25%、增塑剂dinp 20%、大豆油1%、安定剂bs-1011%、液体石蜡0.5%、doa油0.2%、群青色粉-7048b 0.5%、群青色粉-sf-180.5%、其他助剂(粉体稳定剂1927,还可为b04、a22等型号)2%;余下占比为纱线布的重量配比。
[0069]
使用的pvc树脂其聚合度为1000-1200、粒径在0.1-0.2mm、密度在1.35-1.45g/cm3。pvc树脂发泡层厚度在400-500μm之间、聚氯乙烯pvc发泡结合纱线布厚度在500-520μm之间。
[0070]
纱线网纱具体为涤纶半光网络丝;型号:hb75d*75d;规格:40mm*22mm*158cm;平方克重:25g/m2左右。
[0071]
所述的金属花膜、纱线网纱分别复合于pvc树脂发泡层两面,纱线网纱通过高温贴合在基材背面,冷却,收卷,得到含金属膜的印花台布,具有典雅大方的图案效果。
[0072]
其中,胶辊压力:2.2kgf/cm2(
±
2kgf/cm2);收卷牵引张力:4kgf/cm2(
±
2kgf/cm2);贴合温度:220℃
±
5℃,版辊油温:200℃
±
10℃、胶辊水温:10℃
±
3℃。另外,冷却轮水温为10℃
±
3℃,主机速度为40m/min(1m/min),脱膜速度为40m/min(1m/min),冷却轮速度为40m/min(1m/min),牵引轮速度为40m/min(1m/min),收卷速度为40m/min(1m/min)、收卷张力设定为0.1-0.2kg。
[0073]
此外,自动在线分切收卷设备5kw伺服驱动、620mm*950mm有效压切面,50m/min(1m/min)、1500米/小时。
[0074]
3、所得台布产品厚度0.13mm-0.15mm;宽幅:100cm至180cm*长度。
[0075]
所得产品的花纹及防油污测试参见图4;经检测,该产品没有异味,防污、防滑、柔韧性、隔温等符合国家及行业标准。
[0076]
实施例2
[0077]
按照实施例1基本一致的工艺,控制所得台布产品厚度0.2-0.3mm;纱线台布具有典雅大方的图案效果。
[0078]
由以上实施例可知,本发明通过在pvc树脂发泡基材上复合环保的特定金属膜等工艺技术,使台布产品不仅隔温、不沾油渍、防油污,而且具有金属感多层次美观图纹,还没
有异味,利于环境保护等。
[0079]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0080]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1