一种弹性面板及其应用的制作方法
1.本发明属于板材技术领域,具体设计一种弹性面板及其应用。
背景技术:
2.目前,家电行业内所采用的装饰面板大多数为玻璃材质或金属材质或纯色的亚克力板材质,上述三类材质无论那种材质,其制备工艺都较为成熟,但其都存在以下问题:一是生产成本高的问题,二是材料较重,存在运输不便的问题,三是色彩比较单一,给人的视觉效果较为有限,易产生视觉疲劳,四是可定制性不强,缺乏市场竞争力,因此,重新设计一种用于家电行业的装饰面板,实现色彩多变,成本低,便于运输,对于提产产品的市场竞争力具有一定的帮助,以满足消费者的多种要求。
技术实现要素:
3.针对现有技术中存在的问题,本发明设计的目的在于提供一种弹性面板及其应用。
4.本发明具体通过以下技术方案加以实现:一种弹性面板,该弹性面板从上到下依次包括uv涂层、耐磨层、彩膜层及基材层,所述耐磨层为pvc透明耐磨片,耐磨层中添加有亚磷酸脂,亚磷酸酯的添加量为1-5份。
5.进一步地,uv涂层的涂布量为6-22g/
㎡
,耐磨层的厚度为0.1-0.3mm,彩膜层为厚度0.05-0.1mm的pvc印刷彩膜,基材层厚度为2-7mm。
6.一种弹性面板,采用以下步骤制备:1) 挤出/在线贴合:将物料按聚氯乙烯30-100份、碳酸钙100-200份、pe蜡1-10份、润滑剂1-10份、稳定剂1-15份、加工助剂2-10份、亚磷酸脂1-5份的比例投放,先进行热混后进行冷混,之后使用双螺杆挤出机对混合粉料直接进行挤出得基材层,通过模具经由压延辊将板材碾压至规定尺寸,结合在线贴合工艺将耐磨层、彩膜层交联至基材层表面,形成半成品复合层;2)uv淋膜:将半成品复合层进入油漆线,先过底漆油漆辊轮,涂布量为5-10g,再到uv固化,能量为250-400mj/cm2,之后经过面漆油漆辊轮,涂布量为,uv固化能量为700-1000mj/cm2;3)铣型:分上下两面进行两次铣型,使用专业铣型刀头对板材进行倒角铣型。
7.进一步地,步骤1)中热混温度为100-150℃,时间为30-60分钟,冷混温度小于50℃;双螺杆挤出机挤出过程中,螺杆区域温度范围在100-190℃,在进入合流芯温度温度范围在150-220℃。
8.进一步地,步骤2)中底漆和面漆的涂布量均为5-10g。
9.上述的弹性面板在作为家电面板上的应用。
10.本发明采用主要采用的是以聚氯乙烯及石粉等材料制成的一种硬质板材,聚氯乙烯本身是一种环保无毒的可再生资源,所以更加绿色环保,相对于传统的玻璃和金属面板
而言价格更加低廉,材质更轻,方便搬运及运输。该种面板的表面纹理、花色图案、规格尺寸等均可定制,完全能够满足个性化设计的需要。该产品表层耐磨层中添加了亚磷酸脂类抑制剂使其在高温高湿环境中降低了白化现象,更加稳定,提高了整体的使用寿命。同时该产品的表面使用抗菌耐污油漆,对绝大多数细菌都有较强的杀灭能力和抑制细菌繁殖的能力,更加卫生和健康。
具体实施方式
11.以下结合具体实施例对本发明做进一步说明,以便更好地理解本技术方案。
12.本发明产品结构分为四层,从上到下依次为uv涂层、耐磨层、彩膜层及基材层,其中,uv涂层是一种复合抗菌耐污涂料层,涂布量为6-22g/
㎡
;耐磨层一般是厚度为0.1-0.3mm的pvc透明耐磨片;彩膜层为厚度为0.05-0.1mm的pvc印刷彩膜;基材层4一般为pvc混合填料挤出片材,厚度在2-7mm之间。
13.基材层由pvc、碳酸钙、稳定剂、内外润滑剂、acr、cpe等材料混炼后通过螺杆的挤压作用,使受热熔化的聚合物材料在压力推动下,强行通过口模而成为具有恒定截面的连续型材的方法制得。在基材层挤出后,通过压延辊将基材层碾压至规定尺寸,结合在线贴合工艺将耐磨层、彩膜层交联至基板表面,形成半成品复合层,半成品在养生后再经过uv淋膜处理,之后通过倒角铣型形成最终成品。
14.具体步骤为:步骤1:挤出/在线贴合:将物料按聚氯乙烯30-100份、碳酸钙100-200份、pe蜡1-10份、润滑剂1-10份、稳定剂1-15份、加工助剂2-10份、亚磷酸脂1-5份的比例投放,先进行热混,温度范围在100-150℃,30-60分钟,后进行冷混,小于50℃。使用双螺杆挤出机对混合粉料直接进行挤出,经过螺杆区域温度范围在100-190℃,在进入合流芯温度温度范围在150-220℃,通过模具经由压延辊将板材碾压至规定尺寸,结合在线贴合工艺将耐磨层2、色膜层3交联至基材表面,形成半成品复合层。由于一般的pvc耐磨层遇湿热会发白,此面板的耐磨层中加入了亚磷酸脂使得板材表面在湿热环境中的稳定性有明显改善。
15.步骤2:uv淋膜:制得的板材经过养生之后,进入油漆线,先过底漆油漆辊轮,涂布量为5-10g,再到uv固化,能量为250-400mj/cm2,之后经过面漆油漆辊轮,涂布量为5-10g,uv固化能量为700-1000mj/cm2。并在底、面漆中加入抗菌剂,使得表面同时具备耐刮抗菌的功能。
16.步骤3:铣型:按照客户要求,一般的铣型都是分上下两面进行两次铣型,本专利根据产品参数对刀头进行定制,使用专业铣型刀头对板材进行倒角铣型,可以做到一次成型,大大提升了工作效率。
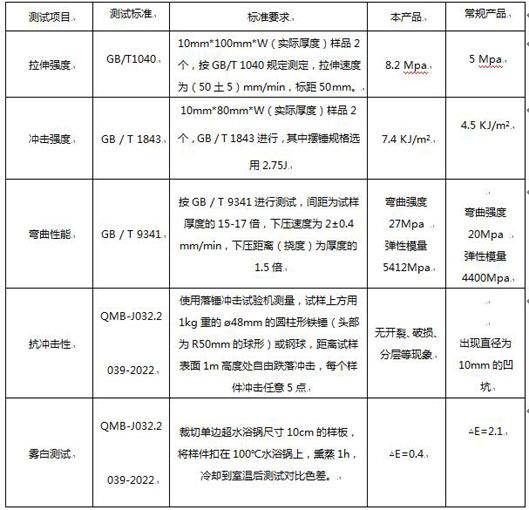
17.按照本发明方法制得的面板,其测得数据如表1所示。
18.表1
技术特征:
1.一种弹性面板,其特征在于,该弹性面板从上到下依次包括uv涂层、耐磨层、彩膜层及基材层,所述耐磨层为pvc透明耐磨片,耐磨层中添加有亚磷酸脂。2.如权利要求1所述的一种弹性面板,其特征在于所述uv涂层的涂布量为6-22g/
㎡
,耐磨层的厚度为0.1-0.3mm,彩膜层为厚度0.05-0.1mm的pvc印刷彩膜,基材层厚度为2-7mm。3.一种弹性面板,其特征在于,该弹性面板采用以下步骤制备:1) 挤出/在线贴合:将物料按聚氯乙烯30-100份、碳酸钙100-200份、pe蜡1-10份、润滑剂1-10份、稳定剂1-15份、加工助剂2-10份、亚磷酸脂1-5份的比例投放,先进行热混后进行冷混,之后使用双螺杆挤出机对混合粉料直接进行挤出得基材层,通过模具经由压延辊将板材碾压至规定尺寸,结合在线贴合工艺将耐磨层、彩膜层交联至基材层表面,形成半成品复合层;2)uv淋膜:将半成品复合层进入油漆线,先过底漆油漆辊轮,涂布量为5-10g,再到uv固化,能量为250-400mj/cm2,之后经过面漆油漆辊轮,涂布量为,uv固化能量为700-1000mj/cm2;3)铣型:分上下两面进行两次铣型,使用专业铣型刀头对板材进行倒角铣型。4.如权利要求3所述的一种弹性面板,其特征在于步骤1)中热混温度为100-150℃,时间为30-60分钟,冷混温度小于50℃;双螺杆挤出机挤出过程中,螺杆区域温度范围在100-190℃,在进入合流芯温度温度范围在150-220℃。5.如权利要求3所述的一种弹性面板,其特征在于步骤2)中底漆和面漆的涂布量均为5-10g。6.权利要求1-5任一所述的弹性面板在作为家电面板上的应用。
技术总结
本发明一种弹性面板,该弹性面板从上到下依次包括UV涂层、耐磨层、彩膜层及基材层,所述耐磨层为PVC透明耐磨片,耐磨层中添加有亚磷酸脂。本发明相对于传统的玻璃和金属面板而言价格更加低廉,材质更轻,方便搬运及运输。该种面板的表面纹理、花色图案、规格尺寸等均可定制,完全能够满足个性化设计的需要。该产品表层耐磨层中添加了亚磷酸脂类抑制剂使其在高温高湿环境中降低了白化现象,更加稳定,提高了整体的使用寿命。同时该产品的表面使用抗菌耐污油漆,对绝大多数细菌都有较强的杀灭能力和抑制细菌繁殖的能力,更加卫生和健康。更加卫生和健康。
技术研发人员:唐锡华 王凯华 李彬
受保护的技术使用者:浙江巨美家科技有限公司
技术研发日:2022.12.29
技术公布日:2023/3/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1