一种二合一基布加筋设备以及胎基布生产机构的制作方法
1.本实用新型涉及非织造布技术领域,特别涉及一种二合一基布加筋设备以及胎基布生产机构。
背景技术:
2.加筋三层复合布广泛应用于防水材料等领域,它是以纺粘非织造布生产线为依托,在两层纤网中加玻纤长丝或网格布,然后固结成网。两层纤网之间加玻纤长丝能够提高成品的纵向强力,同时可提高成品的抗拉窄性能,两层纤网之间加网格布能够提高成品的纵横向强力。
3.然而,目前市面上的加筋设备功能比较单一,同一条生产线只能在两层纤网之间加玻纤长丝或者网格布,无法同时具备两种功能,本发明的目的是针对现有技术的不足而提供一种加筋设备,既可在两层纤网之间加玻纤长丝,也可加网格布,实现一机两用,可根据产品需求,灵活切换。
技术实现要素:
4.本实用新型的目的是提供一种二合一基布加筋设备以及胎基布生产机构以解决背景技术中所提及的问题。
5.为了实现上述目的,本实用新型提供如下技术方案:
6.一种二合一基布加筋设备,包括铺网机、固结装置、贮布张力架、切边卷绕机、贮料装置、纱架、放卷机、第一导纱辊和喂入装置,固结装置、贮布张力架和切边卷绕机依次设置在铺网机的一侧,纱架和放卷机均设置在贮料装置的旁侧,第一导纱辊和喂入装置依次设置在贮料装置和铺网机之间,喂入装置对应在铺网机的上方中部。
7.对本实用新型的进一步描述:还包括纤网成型装置,纤网成型装置设置在铺网机上方且对应在喂入装置的两侧。
8.对本实用新型的进一步描述:贮料装置包括支架、第二导纱辊、光辊、胶辊、压辊气缸和储纱组件,第二导纱辊能够旋转地安装在支架的下端两侧,光辊能够旋转地安装在支架的上端两侧,压辊气缸固定在支架上,胶辊能够旋转地安装在压辊气缸的动力输出端且对应在光辊上方,储纱组件安装在支架上且对应在两组光辊之间。
9.对本实用新型的进一步描述:储纱组件包括固定板、浮动板、滑轨、储纱辊、张力气缸、链轮和链条,固定板固定在支架上侧,滑轨竖直固定在支架的左右两侧,浮动板对应在固定板的下端且左右两端与滑轨滑动连接,储纱辊设置多组且能够转动地安装在固定板下侧和浮动板上侧,张力气缸上端固定在支架上,下端与浮动板驱动连接,链轮能够转动地安装在支架上下两侧,链条绕设在上下两组链轮上,链条其中一侧与浮动板固定连接。
10.对本实用新型的进一步描述:第一导纱辊沿竖直方向设置两组。
11.对本实用新型的进一步描述:纤网成型装置包括纺丝箱体、侧吹风装置、牵伸装置和分丝装置,纺丝箱体、侧吹风装置、牵伸装置和分丝装置从上至下依次设置在铺网机上
方,纺丝箱体、侧吹风装置、牵伸装置和分丝装置均设置两组且对应在喂入装置的左右两侧。
12.一种采用二合一基布加筋设备的胎基布生产机构:还包括浸胶装置,浸胶装置设置在固结装置和贮布张力架之间。
13.对本实用新型的进一步描述:浸胶装置包括定型装置、浸胶机、轧液机和烘燥装置,固结装置、定型装置、浸胶机、轧液机和烘燥装置、贮布张力架和切边卷绕机依次设置。
14.本实用新型的有益效果为:通过在贮料装置的旁侧设置纱架和放卷机,能够分别适应玻纤长丝和网格布的加筋工序,玻纤长丝和网格布分别通过纱架和放卷机进行送料,并通过贮料装置后依次经过第一导纱辊和喂入装置输送到铺网机上,并铺设到纤网成型装置制成的两层纤网之间,其优点在于既可在两层纤网之间加玻纤长丝,也可加网格布,实现一机两用,可根据产品需求,灵活切换。
附图说明
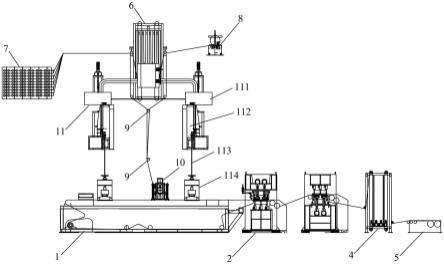
15.图1是本实用新型的整体结构示意图;
16.图2是本实用新型贮料装置的结构示意图;
17.图3是本实用新型浸胶装置的结构示意图;
18.附图标记说明:
19.1、铺网机;2、固结装置;3、浸胶装置;31、单圆网定型机;32、热轧定型机;33、浸胶机;34、轧液机;35、烘筒烘燥机;36、圆网烘燥机;4、贮布张力架;5、切边卷绕机;6、贮料装置;61、支架;62、第二导纱辊;63、光辊;64、胶辊;65、压辊气缸;66、储纱组件;661、固定板;662、浮动板;663、滑轨;664、储纱辊;665、张力气缸;666、链轮;667、链条;7、纱架;8、放卷机;9、第一导纱辊;10、喂入装置;11、纤网成型装置;111、纺丝箱体;112、侧吹风装置;113、牵伸装置;114、分丝装置。
具体实施方式
20.以下结合附图对本实用新型进行进一步说明:
21.如图1至3所示,一种二合一基布加筋设备,包括铺网机1、固结装置2、贮布张力架4、切边卷绕机5、贮料装置6、纱架7、放卷机8、第一导纱辊9和喂入装置10,固结装置2、贮布张力架4和切边卷绕机5依次设置在铺网机1的一侧,纱架7和放卷机8均设置在贮料装置6的旁侧,第一导纱辊9和喂入装置10依次设置在贮料装置6和铺网机1之间,喂入装置10对应在铺网机1的上方中部。
22.在本设计中,还包括纤网成型装置11,纤网成型装置11设置在铺网机1上方且对应在喂入装置10的两侧。
23.当需要在两层纤网之间进行玻纤长丝加筋时,采用纱架7对玻纤长丝进行送料,玻纤长丝从贮料装置6的一侧经过贮料装置6后,再依次经过第一导纱辊9和喂入装置10输送到铺网机1上,并铺设到纤网成型装置11制成的两层纤网之间,当需要在两层纤网之间进行网格布加筋时,采用放卷机8对网格布进行送料,网格布从贮料装置6的另一侧经过贮料装置6后,再依次经过第一导纱辊9和喂入装置10输送到铺网机1上,并铺设到纤网成型装置11制成的两层纤网之间,通过在贮料装置6的两侧分别设置纱架7和放卷机8,能够分别适应玻
纤长丝和网格布的加筋工序,玻纤长丝和网格布分别通过纱架7和放卷机8进行送料,并通过贮料装置6后依次经过第一导纱辊9和喂入装置10输送到铺网机1上,并铺设到纤网成型装置11制成的两层纤网之间,其优点在于既可在两层纤网之间加玻纤长丝,也可加网格布,实现一机两用,可根据产品需求,灵活切换。
24.所述贮料装置6包括支架61、第二导纱辊62、光辊63、胶辊64、压辊气缸65和储纱组件66,第二导纱辊62能够旋转地安装在支架61的下端两侧,光辊63能够旋转地安装在支架61的上端两侧,压辊气缸65固定在支架61上,胶辊64能够旋转地安装在压辊气缸65的动力输出端且对应在光辊63上方,储纱组件66安装在支架61上且对应在两组光辊63之间。
25.贮料装置6能够对玻纤长丝和网格布进行存储,便于在换卷时,存储足够的玻纤材料来进行与下一个玻纤材料的连接,保证生产线的连续运行,二是调整玻纤材料的张力,使玻纤材料够平整的分布在两层纤维之间,玻纤长丝通过支架61一端的第二导纱辊62,然后经过光辊63和胶辊64之间进入到储纱组件66中,再依次经过另一端的光辊63、胶辊64和第二导纱辊62后,到达第一导纱辊9,网格布则是从支架61的另一端的第二导纱辊62进入,最后从另一组第二导纱辊62输出。
26.所述储纱组件66包括固定板661、浮动板662、滑轨663、储纱辊664、张力气缸665、链轮666和链条667,固定板661固定在支架61上侧,滑轨663竖直固定在支架61的左右两侧,浮动板662对应在固定板661的下端且左右两端与滑轨663滑动连接,储纱辊664设置多组且能够转动地安装在固定板661下侧和浮动板662上侧,张力气缸665上端固定在支架61上,下端与浮动板662驱动连接,链轮666能够转动地安装在支架61上下两侧,链条667绕设在上下两组链轮666上,链条667其中一侧与浮动板662固定连接。
27.玻纤材料绕设在储纱辊664上,在网格布加筋过程中,当放卷机8开始放卷时,放卷速度大于喂入装置10的速度,浮动板662开始下降,达到储布效果,达到最大贮布量时,放卷机按正常速度运行,当放卷机上网格布放完后,浮动板662开始上升,生产继续连续运行,网格布卷放入放卷机进行下一轮放卷操作,在浮动板662动作过程中,通过张力气缸665实现张力控制。在玻纤长丝加筋过程中,可以通过张力气缸665驱动浮动板662升降,完成储纱和张力控制。
28.所述第一导纱辊9沿竖直方向设置两组,便于玻纤材料更平稳地进行输送。
29.所述纤网成型装置11包括纺丝箱体111、侧吹风装置112、牵伸装置113和分丝装置114,纺丝箱体111、侧吹风装置112、牵伸装置113和分丝装置114从上至下依次设置在铺网机1上方,纺丝箱体111、侧吹风装置112、牵伸装置113和分丝装置114均设置两组且对应在喂入装置10的左右两侧。
30.纤网成型的方法可以采用熔体直纺法,纤维熔体进入纺丝箱体111,由纺丝箱体111挤压成丝状后通过侧吹风装置112和牵伸装置113进入分丝装置114中,分丝装置114将纤维长丝铺设在铺网机1上形成纤网,以便后续在两层纤网之间进行加筋,也可以采用切片法,将投料仓中的纤维原料输送到储罐中,再输送至后续设备中进行结晶、干燥,再通过挤压机和过滤器将纤维熔体输送到纺丝箱体111中,后续工序与熔体直纺法类似。
31.一种采用二合一基布加筋设备的胎基布生产机构,还包括浸胶装置3,浸胶装置3设置在固结装置2和贮布张力架4之间,浸胶装置3包括定型装置、浸胶机33、轧液机34和烘燥装置,固结装置2、定型装置、浸胶机33、轧液机34和烘燥装置、贮布张力架4和切边卷绕机
5依次设置。
32.胎基布生产机构主要用于防水卷材基布的定型、浸胶、烘干卷绕等工序,在本实施例中,定型装置采用单圆网定型机31和热轧定型机32,玻纤材料固结完成后,依次进入到浸胶机33、轧液机34和烘燥装置中,烘燥装置可以采用烘筒烘燥机35和圆网烘燥机36进行配合,对玻纤材料进行烘干。
33.在单圆网定型机31中,热源为导热油。电机拖动离心风机,循环风穿过散热器对烘房进行热风循环加热,变频电机拖动圆网。织物在圆网表面采用ω形式穿布,织物大面积包覆在圆网表面增加织物的有效定型时间,圆网开孔区两侧设有针板装置,采用钢丝轮主动同步上针。
34.在热轧定型机32中,纤网经轧机粘合,控制了纤网厚度。热轧定型机32是由主机、加热系统、润滑系统、液压系统、冷却系统和电气控制系统组成。主机部分是由机架、热轧辊、冷却系统、驱动电机、减速机等组成。
35.浸胶机33用于防水卷材基布浸胶。由浆槽、浸轧辊、导布辊、浸胶轮等组成。浸轧辊采用一对橡胶辊64采用交流变频电机拖动速度可调,浸胶轮内部设有搅浆板防止浆料凝固,液面高度可使浸胶轮下部大部分浸入。
36.在轧液机34中,轧辊上下排列,上下轧辊均采用橡胶棍。上轧辊采用丝杆调节加压,上下轧辊之间间隙可调。主传动辊采用交流变频电机拖动。
37.烘筒烘燥机35为基布上浆后预烘,采用夹层式,烘筒表面喷涂聚四氟乙烯防粘结,烘筒卧式排列,导热油加热,采用交流变频电机拖动,双排链传动。顶部设有排湿装置。
38.圆网烘燥机36采用多单元交流变频传动,传动电机采用交流变频电机速度可调,圆网内部织物张力可调。该机采用热风穿透技术,热风通过导向匀风装置均匀穿透织物。穿布采用蛇形正反交替通过圆网,每个圆网配2组加热器1台离心循环风机(变频控制),离心风机采用电机拖动变频调速。圆网内部采用耐高温自润滑关节轴承。圆网冲孔要求同单圆网。烘房设有两个加热区。烘房排湿通过排湿风机,排湿量通过风门可调。
39.贮布张力架4主要用于整机在运行状态下不停机换卷容布。该机主要由机架、进出布过布辊、浮动导辊支架61,上下滑动机构,压紧辊等组成。
40.浮动导辊支架61通过气缸进行上下移动,气缸压力可调,在正常开机时通过气缸带动浮动导辊支架61使浮动辊上下移动可进行张力调节,布经过进(出)布压紧辊中间穿过进入下一机台。当换卷时通过气缸将浮动导辊支架61分开或合拢进行容布或放布,进(出)布压紧辊采用变频电机主动拖动变频调速。
41.切边卷绕机5采用双辊表面摩擦卷绕方式,摩擦辊表面包覆橡胶,采用交流变频电机拖动。卷布芯轴采用气胀轴。芯轴两端设有气缸进行加压定位。卷布轴上方设有压辊,气缸加压压力可调,气缸可保压定位。布两边设有切边中间设有分切。
42.以上并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1