用于制造复合材料零件的基于S和Z加捻纱线的新增强材料、方法和用途与流程
本发明涉及适用于形成复合材料零件的增强材料的。更具体地,本发明涉及适用于生产与注入或灌注树脂结合的复合材料零件的增强材料,所述增强材料包含至少部分地由一系列单独加捻碳纱线制成的单向网,所述碳纱线的捻度适合于确保在所述复合材料零件的生产过程中所述注入或灌注树脂的扩散。
背景技术:
1、复合材料零件或制品(即,首先包含一个或多个纤维增强物,特别是单向纤维网类型的,并且其次包含基体(所述基体通常主要是热固性类型的并且可以包括一种或多种热塑性塑料))的制造可以例如通过所谓的直接或液体复合材料模制(liquid compositemolding,lcm)方法生产。直接方法通过以下事实定义:一个或多个纤维增强物以“干”状态使用(即,没有最终基体),树脂或基体是单独使用的,例如,通过注射到含有纤维增强物的模具中(树脂传递模制(rtm)方法),通过灌注整个纤维增强物的厚度(液体树脂灌注(liquid resin infusion,lri)方法或树脂膜灌注(resin film infusion,rfi)方法),或者另外通过借助辊或刷子在纤维增强物的每个单独层上手动涂覆/浸渍,依次应用到成型物(form)上。在制造复合材料零件的范围内,特别是在航空领域中,批量生产率可以很高。例如,对于单过道飞机的制造,航空客户希望能够每月生产几十架飞机。诸如灌注或注入的直接方法是可以满足这种要求的特别相关的方法。
2、对于rtm、lri或rfi方法,通常需要首先生产呈所希望的成品的形状的纤维预成型件或堆叠件,并且然后将所述预成型件或堆叠件用树脂浸渍以形成基体。借助温度压差将树脂注入或灌注,然后在全部所需量的树脂被包含在预成型件中后,使组装体达到更高的温度以进行聚合/交联循环并且从而使其硬化。
3、尤其是在汽车、航空或军舰工业中使用的复合材料零件受到非常严格的要求,特别是在机械特性方面。为了节省燃料和便于零件的维护,航空工业已经用更轻的复合材料替代许多金属材料。
4、在零件的生产过程中,随后与纤维增强物结合(特别是通过注入或灌注)的树脂可以是热固性树脂,例如环氧型热固性树脂。为了使树脂能够适当地流过由多个纤维增强物层的堆叠件组成的预成型件,这种树脂通常是非常有流动性的,例如在灌注/注入温度下具有大约50mpas.至200mpas.或更低的粘度。这种树脂类型的主要缺点是在聚合/交联后的脆性,这导致所生产的复合材料零件的抗冲击性低。
5、为了解决这个问题,在现有技术的文献中已经提出,纤维增强层、特别是碳纱线单向网与多孔热塑性聚合物层并且特别是与热塑性纤维织造织物或非织造材料(也称为面纱(veil))结合。此类解决方案特别地描述于专利申请或专利ep 1125728、us 6,828,016、wo00/58083、wo 2007/015706、wo 2006/121961、us 6,503,856、us 2008/7435693、wo 2010/046609、wo 2010/061114和ep 2,547,816、us2008/0289743、us2007/8361262、us2011/9371604、wo 2011/048340中。这种多孔热塑性层(特别是非织造型多孔热塑性层)的添加使得可能改善在冲击后压缩(compression after impact,cai)测试中获得的复合材料零件的机械特性,所述测试通常用于表征结构的抗冲击性。非织造材料的使用特别使得可能实现适应航空领域的机械性能。
6、为了实现令人满意的复合材料零件生产率,铺叠干增强材料以及将树脂浸渍或灌注到所得干增强材料堆叠件或预成型件中的时间应尽可能短。
7、另外,在航空领域,与飞行中和地面上的飞机电气环境相关的应力(特别是在发生闪电的情况下)使得有必要提供一种满足此领域中的高标准的材料。
8、为此目的,现有技术中已经提出了解决方案以:
9、-增加干增强材料对注入或灌注的液体树脂的渗透率;
10、-提供令人满意的横向电导率。
11、申请人已经提出了用于前述材料的微穿孔方法,所述方法提高了材料的横向渗透率(wo 2010/046609),提高了其横向内聚力并且因此促进其通过自动化铺叠的加工(wo2014/076433),并且提高了所生产的复合材料零件的横向电导率(wo 2013/160604)。
12、尽管如此,但在工业规模上,此技术需要特殊的工具来制造微穿孔并且导致微穿孔材料的复杂铺叠操作,特别是对于具有高克重的那些。
13、此外,微穿孔技术在适用于制造由高克重碳纱线单向网制成的干增强材料方面存在困难。确实,存在于织造织物或非织造材料中的聚合物粘合剂的量通常不足以i.获得干增强材料的适当内聚力,这是令人满意的铺叠所必需的,以及ii.具有导致高渗透率的微穿孔。然而,由单向高克重碳纱线网制成的干增强材料的制造是希望的,因为此类材料使得可能增加每单位时间铺叠的干增强材料的重量。
14、为了增加增强材料中存在的单向网的内聚力,在wo 2012/164014中,申请人提出通过使其渗透到单向网的内部来使用聚合物粉末,这使得干网的均化成为可能并且可以促进具有高基重的单向网的制造。
15、申请ep 2 794 221提出用渗透到网中的液体聚合物粘合剂组合物处理单向网,所述粘合剂组合物占所得增强材料最终重量的不超过15%。尽管如此,但这种方法的使用导致低渗透率(特别是横向渗透率),这是由于增强长丝的极度压缩,从而导致渗透率降低。
16、此外,用其中增强纤维是碳纤维的此类材料获得的零件的横向电导率显著低于用使用微穿孔的技术获得的横向电导率。
17、另外,本技术人名下的申请wo 2008/155504描述了一种用于制造复合材料的方法,其中将至少一根加捻纱线应用到铺设表面,并且在铺设表面上具有至少一个弯曲区域的轨迹,并且其中借助聚合物粘合剂将增强纱线粘合到铺设表面。所述方法用于生产复杂形状的零件或预成型件,其中需要在弯曲区域上铺叠纱线,并且提出了在其铺叠上游向纱线应用捻度,所述捻度被选择用于至少补偿平行于铺设表面测量的由在纱线宽度的任一侧的纱线极端路径呈现的长度的差异。
18、wo 2013/133437描述了一种由碳纱线组成的非常特殊的材料,所述材料包含50,000至60,000根加捻长丝,捻度为5捻回/米至50捻回/米并且以相同的方向排列,以便不重叠,以提供基重大于800g/m2并且小于或等于6,000g/m2的碳片材,适用于rtm方法。所提出的材料旨在用于风力涡轮机叶片、车辆或船只,但不适用于航空领域。
19、因此,本发明的目的是提供新增强材料,所述新增强材料用于生产与注入或灌注树脂结合的复合材料零件,所述新增强材料包含至少一个多根碳纱线的单向增强网,并且所述新增强材料适用于航空领域。这些增强材料在保留高横向渗透率的同时展现出改进的铺叠性能、铺叠后降低的超限和改进的横向电导率。它们也可以在高克重下生产,而不改变其铺叠性能,这仍然令人满意并且导致铺叠后降低的超限。
20、此外,本发明提出提供增强材料,所述增强材料具有高横向渗透率并且允许随后在复合材料零件的后续生产过程中注入或灌注其中的树脂令人满意地的扩散。
21、本发明的另一个目的是提供用于生产与注入或灌注树脂结合的复合材料零件的新增强材料,所述新增强材料具有令人满意的横向电导率,特别是用于航空领域。
22、本发明的另一个目的是提供新材料,其制造方法容易自动化,同时生产具有令人满意且受控的质量的增强材料。因此,可以以长的长度和高速率生产根据本发明的材料。
技术实现思路
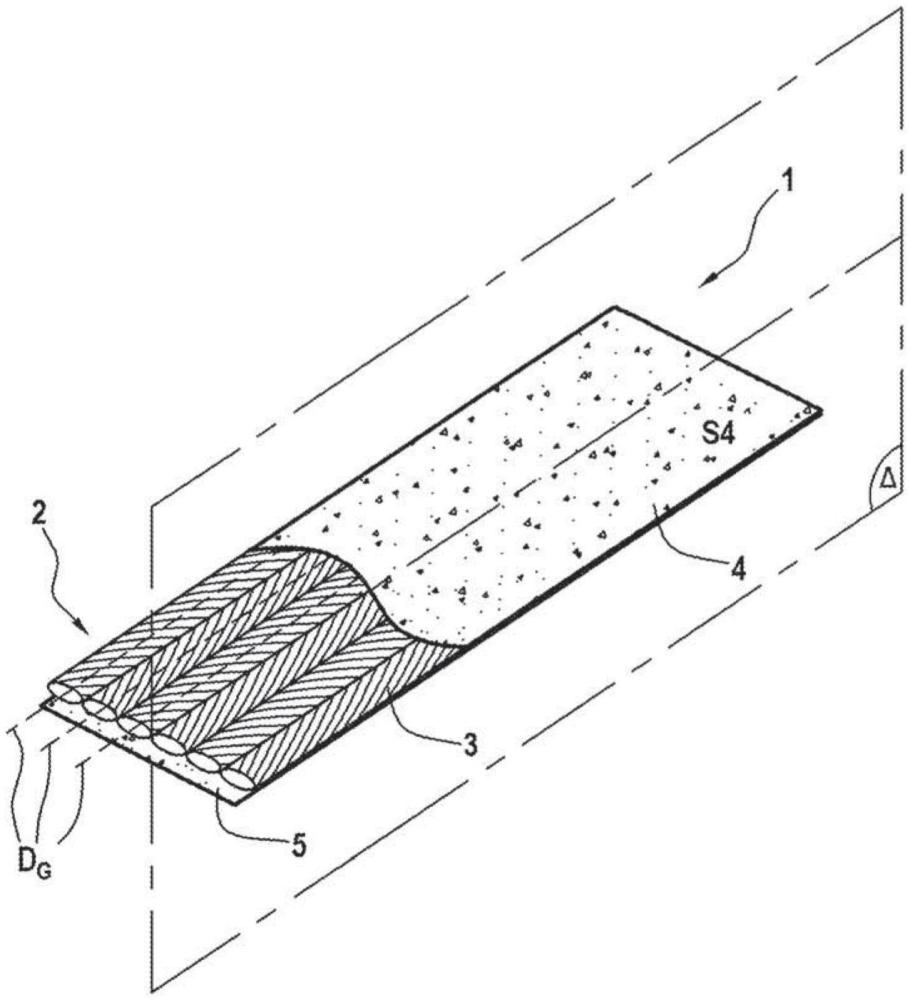
1、在此上下文中,本发明涉及一种增强材料,所述增强材料包含由一系列至少3根加捻碳增强纱线形成的单向增强网,所述单向增强网在其一个面或其每个面上结合有多孔聚合物纤维层,所述增强材料的聚合物部分占其总重量的0.5%至10%并且优选占其总重量的2%至6%。
2、所述碳增强纱线是单独加捻的,捻度为3捻回/米至15捻回/米、优选6捻回/米至12捻回/米,并且包括至少一根加捻碳增强s捻纱线和至少一根加捻碳增强z捻纱线,其中:
3、-当形成所述单向增强网的加捻碳增强纱线的总数量(称为纱线总数量)是偶数时,在平面δ的一侧的加捻碳增强s捻纱线的数量和在平面δ的另一侧的加捻碳增强s捻纱线的数量各自独立地是在范围{[(纱线总数量)/4]-35%;[(纱线总数量)/4]+35%}内的整数,如果其定义公式得出整数,则将所述范围的每个端点修约到最接近的整数,其他加捻碳增强纱线是z捻纱线(定义p1);
4、-当形成所述单向增强网的加捻碳增强纱线的总数量(称为纱线总数量)是奇数时,在平面δ的一侧的加捻碳增强s捻纱线的数量和在平面δ的另一侧的加捻碳增强s捻纱线的数量是两个整数或两个半整数并且各自独立地在范围{[(纱线总数量)/4]-35%;[(纱线总数量)/4]+35%}内,如果其定义公式得出整数或整数加半,则将所述范围的每个端点修约到最接近的整数或整数加半,其他加捻碳增强纱线是z捻纱线(定义i1);
5、平面δ是平行于所述单向网的总体延伸方向的平面,并且将所述单向网垂直于其表面分成两个相等的部分。换言之,形成单向增强网的加捻碳增强纱线的数量(为了简单起见,在本发明范围内称为在范围的定义内“纱线总数量”)在平面δ的两侧是相等的,处于单向增强网的中性纤维水平上。因此,如果单向增强网由n(n是大于3的整数)根加捻碳增强纱线组成,则在平面δ的任一侧存在n/2根加捻碳增强纱线。
6、此外,单向增强网包含整数m根加捻碳增强s捻纱线,位于平面δ的一侧的加捻碳增强s捻纱线的数量m1和位于平面δ的另一侧的加捻碳增强s捻纱线的数量m2的总和是整数。类似地,单向增强网包含整数p根加捻碳增强z捻纱线,位于平面δ的一侧的加捻碳增强z捻纱线的数量p1和位于平面δ的另一侧的加捻碳增强z捻纱线z的数量p2的总和是整数。因此,例如,在满足定义i1的加捻碳增强szszszs纱线(连续铺设的纱线的捻度)序列形成的单向增强网的情况下,在平面δ的任一侧的纱线数量n/2是3.5,m1=m2=2并且p1=p2=1.5。
7、根据一个有利的特征,所述单向增强网由一系列s捻加捻碳增强纱线和一系列z捻加捻碳增强纱线形成,其具有配置(sz)i、s(zs)j或z(sz)j中的一种,其中i和j是特别地在2至20范围内、优选在2至10范围内的整数。
8、根据某些实施方案,单向增强网具有126g/m2至1000g/m2、特别是126g/m2至420g/m2、优选126g/m2至280g/m2并且最优选126g/m2至210g/m2、或210g/m2至280g/m2范围内的克重。
9、特别地,单向增强网由纤度为3k至24k、优选6k至12k的加捻碳增强纱线形成。
10、根据一个实施方案,所存在的一个或多个多孔聚合物层是多孔膜、稀松布、粉末涂层、液体聚合物涂层、织造织物、或优选地非织造材料或面纱。
11、在本发明的范围内,所述一个或多个多孔聚合物层有利地具有热塑性性质并且特别是由热塑性聚合物、部分交联的热塑性聚合物、此类聚合物的混合物、或热塑性聚合物和热固性聚合物的混合物组成。
12、所存在的一个或多个聚合物纤维层具有热熔特质,并且其与单向增强网的结合是借助这种热熔特质实现的。
13、有利地,所述一个或多个多孔聚合物层是非织造材料,并且在单向增强网的每个面与多孔聚合物层结合的情况下,这些多孔聚合物层优选是相同的非织造材料。
14、典型地,所述一种或多种非织造材料具有在0.2g/m2至20g/m2范围内的基重和/或0.5微米至50微米、优选3微米至35微米的厚度。
15、根据本发明的增强材料有利地具有不是穿孔、缝制、针织或织造的特征。
16、在本发明的范围内,先前已经受加捻操作(从而在根据本发明的增强材料中具有一系列捻度为3t/m至15t/m的碳纱线)的碳增强纱线的使用使得可能:
17、-获得在单向网的上表面与下表面之间的粘合,从而增加横向内聚力并且因此使得可能整合高克重网,同时保留所获得的增强材料的令人满意的性能,与其处理和其铺叠相容;
18、-借助加捻增强纱线,在单向网的两个面之间产生树脂的扩散连续性,所述树脂将在复合材料零件的生产过程中被注入或灌注。连接单向网的两个面的加捻增强纱线的长丝的连续性有助于横向渗透率。另外,加捻碳纱线能够产生沿着加捻碳纱线的长丝延伸的通道,所述加捻碳纱线连接单向网的两个面。因此,横向渗透率是跟随从单向网的一个面延伸到另一面的长丝借助在加捻碳纱线的水平上延伸的大量渗透率获得的;
19、-借助作为电导体的碳纱线,沿着连接单向网的两个面的加捻纱线的长丝产生电导率的连续性。
20、根据定义p1和i1,通过使用由多于三根加捻碳增强纱线形成的单向网,其中加捻碳增强s捻纱线的数量与加捻碳增强z捻纱的数量之间存在平衡,可以获得具有较少缺陷的增强材料,即使当在工业规模上使用自动化方法制造这些增强材料时也是如此。根据本发明的增强材料的铺叠也得到更好控制,因为它们的轨迹可以更容易地维持平行于单向网的总体延伸方向。
21、本发明甚至更特别地涉及具有大于7mm、优选大于12mm并且优选在12mm至51mm范围内的宽度并且优选具有2m至5000m、优选100m至2000m的长度的增强材料。
22、本发明涉及用于借助直接方法生产复合材料零件的增强材料。即,为了生产复合材料零件,根据本发明的增强材料应与聚合物树脂结合,所述聚合物树脂将被注入或灌注到所述增强材料或此类增强材料的堆叠件内。此外,常规地,根据本发明的增强材料的聚合物部分的重量占根据本发明的增强材料的总重量的不超过10%。典型地,增强材料的聚合物部分占增强材料总重量的0.5%至10%并且优选占其总重量的2%至6%。该聚合物部分对应于存在于根据本发明的增强材料中的一种或多种聚合物的总部分:因此它包含存在于根据本发明的增强材料内的一个或多个多孔聚合物层或由存在于根据本发明的增强材料内的一个或多个多孔聚合物层组成。本发明优点的获得不需要增加材料的聚合物部分,即,存在于单向网的一侧并且有利地存在于单向网的两侧(即,在其每个面上)的一个或多个多孔聚合物层中的聚合物材料的量。
23、除了使用根据本发明的提案的加捻碳纱线制造单向网并且甚至高克重单向网之外,在微穿孔步骤之前,根据本发明的材料的聚合物多孔层对应于现有技术中描述的那些并且特别是在申请wo 2010/046609中描述的那些。
24、单向增强网由碳增强纱线的组装体组成,其中所有碳增强纱线都是加捻且连读定位的。在单向网形成后,可以在其一个面上并且优选在其每个面上将其特别地通过层压与多孔聚合物层结合。
25、根据另一个特征,本发明涉及一种用于制备增强材料的方法,所述方法包括以下连续步骤:
26、a1)提供由一系列至少3根单独加捻碳纱线形成的单向增强网,所述单独加捻碳增强纱线具有3至15捻回/米、优选6捻回/米至12捻回/米的捻度并且包括至少一根加捻碳增强s捻纱线和至少一根加捻碳增强z捻纱线,并且,其中:
27、-当形成所述单向增强网的加捻碳增强纱线的总数量是偶数时,在平面δ的一侧的加捻碳增强s捻纱线的数量和在平面δ的另一侧的加捻碳增强s捻纱线的数量各自独立地是在范围{[(纱线总数量)/4]-35%;[(纱线总数量)/4]+35%}内的整数,如果其定义公式不得出整数,则将所述范围的每个端点修约到最接近的整数,其他加捻碳增强纱线是z捻纱线;
28、-当形成所述单向增强网的加捻碳增强纱线的总数量是奇数时,在平面δ的一侧的加捻碳增强s捻纱线的数量和在平面δ的另一侧的加捻碳增强s捻纱线的数量是两个整数或两个半整数并且各自独立地在范围{[(纱线总数量)/4]-35%;[(纱线总数量)/4]+35%}内,如果其定义公式不得出整数或整数加半,则将所述范围的每个端点修约到最接近的整数或整数加半,其他加捻碳增强纱线是z捻纱线;
29、平面δ是平行于所述单向网的总体方向的平面,并且将所述单向网垂直于其表面分成两个相等的部分;
30、a2)提供一个或两个多孔聚合物层;
31、a3)将所述多孔聚合物层与所述单向增强网的一个面结合,并且在两个多孔聚合物层的情况下,将其中每个与所述单向增强网的每个面结合。
32、例如,所述制备方法在步骤a1)的上游包括生产所述单向增强网的步骤,所述步骤包括向一根或一系列具有s捻度的碳增强纱线应用3捻回/米至15捻回/米的捻度,所述捻度是单独应用于每根碳增强纱线的,并且向一根或一系列具有z捻度的碳增强纱线应用3捻回/米至15捻回/米的捻度,所述捻度是单独应用于每根碳增强纱线的。
33、根据一个实施方案,所述制备方法在步骤a1)的上游包括:
34、i)向一根或一系列具有s捻度的碳增强纱线应用3捻回/米至15捻回/米的捻度,所述捻度是单独应用于每根碳增强纱线的,并且向一根或一系列具有z捻度的碳增强纱线应用3至15捻回/米的捻度,所述捻度是单独应用于每根碳增强纱线的,
35、ii)将由此获得的加捻增强纱线对齐,并且将所述纱线连续布置,以形成单向增强网,所述单向增强网包含至少一根s捻纱线和至少一根z捻纱线,并且其中:
36、-当形成所述单向增强网的加捻碳增强纱线的总数量是偶数时,在平面δ的一侧的加捻碳增强s捻纱线的数量和在平面δ的另一侧的加捻碳增强s捻纱线的数量各自独立地是在范围{[(纱线总数量)/4]-35%;[(纱线总数量)/4]+35%}内的整数,如果其定义公式不得出整数,则将所述范围的每个端点修约到最接近的整数,其他加捻碳增强纱线是z捻纱线;
37、-当形成所述单向增强网的加捻碳增强纱线的总数量是奇数时,在平面δ的一侧的加捻碳增强s捻纱线的数量和在平面δ的另一侧的加捻碳增强s捻纱线的数量是两个整数或两个半整数并且各自独立地在范围{[(纱线总数量)/4]-35%;[(纱线总数量)/4]+35%}内,如果其定义公式不得出整数或整数加半,则将所述范围的每个端点修约到最接近的整数或整数加半,其他加捻碳增强纱线是z捻纱线;
38、平面δ是平行于所述单向网的总体方向的平面,并且将所述单向网垂直于其表面分成两个相等的部分。
39、在此类方法中,所述一个或多个多孔聚合物层具有热熔特质,并且步骤a3)的结合是有利地通过以下方式获得的:分别向所述单向增强网的一个面或每个面应用一个或多个所述多孔聚合物层,所述铺叠伴随有或之后是加热所述聚合物纤维,使它们软化或熔融,然后冷却。
40、本发明的另一个目的是一种预成型件,所述预成型件至少部分地由一个或多个根据本发明的增强材料组成。
41、本发明的另一个目的涉及一种用于由至少一个根据本发明的增强材料制造复合材料零件的方法。根据此制造方法,将热固性树脂、热塑性树脂、或热固性树脂和热塑性树脂的混合物注入或灌注到所述增强材料、多个根据本发明的增强材料的堆叠件或根据本发明的预成型件中。
42、特别地,此类方法在灌注或注入所述树脂之前包括以下步骤:形成包含多个根据本发明的增强材料的层片或堆叠件,在此期间将所述增强材料连续地传送在引导构件内并且循环,从而在其铺叠时确保其定位以产生所希望的层片或堆叠件。常规地,根据本发明的材料被切割成所希望的尺寸,特别是切割成所希望的长度,以形成待生产的层片或堆叠件。
43、有利地,所述用于制造复合材料零件的方法包括在灌注或注入树脂之前进行铺叠或成型,所述铺叠或成型优选利用存在于所述一个或多个增强材料中的多孔聚合物层的热熔特质。
44、本发明的另一个目的涉及一个或多个根据本发明的增强材料用于生产预成型件或与热固性树脂、热塑性树脂、或热固性树脂和热塑性树脂的混合物结合的复合材料零件的用途。
45、有利地,注入或输注热固性树脂并且特别是环氧树脂。
46、参考附图,从以下详细描述中将更好地理解本发明。
- 还没有人留言评论。精彩留言会获得点赞!