复合板及其制作方法、装置和包装棉结构与流程
本发明涉及复合板,特别涉及复合板及其制作方法、装置和包装棉结构。
背景技术:
1、现有的包装板材经常出现破损,尤其是对应被包装物品边角的位置,被包装物品的边角还可能撞击包装板材,导致被包装物品得不到包装板材的保护,进而发生戳穿变形或损坏的问题。常见的改进措施一般是对包装板材进行加厚,或者采用密度更大的材料来制作包装板材。但是,增加包装板材厚度的改进措施可能会受到包装空间的限制而无法使用;采用密度更大的材料来制作包装板材会大幅提高包装成本。
技术实现思路
1、本发明实施例的目的在于提供一种复合板及其制作方法、装置和包装棉结构,用以解决相关技术中包装板材防护力不足的问题。
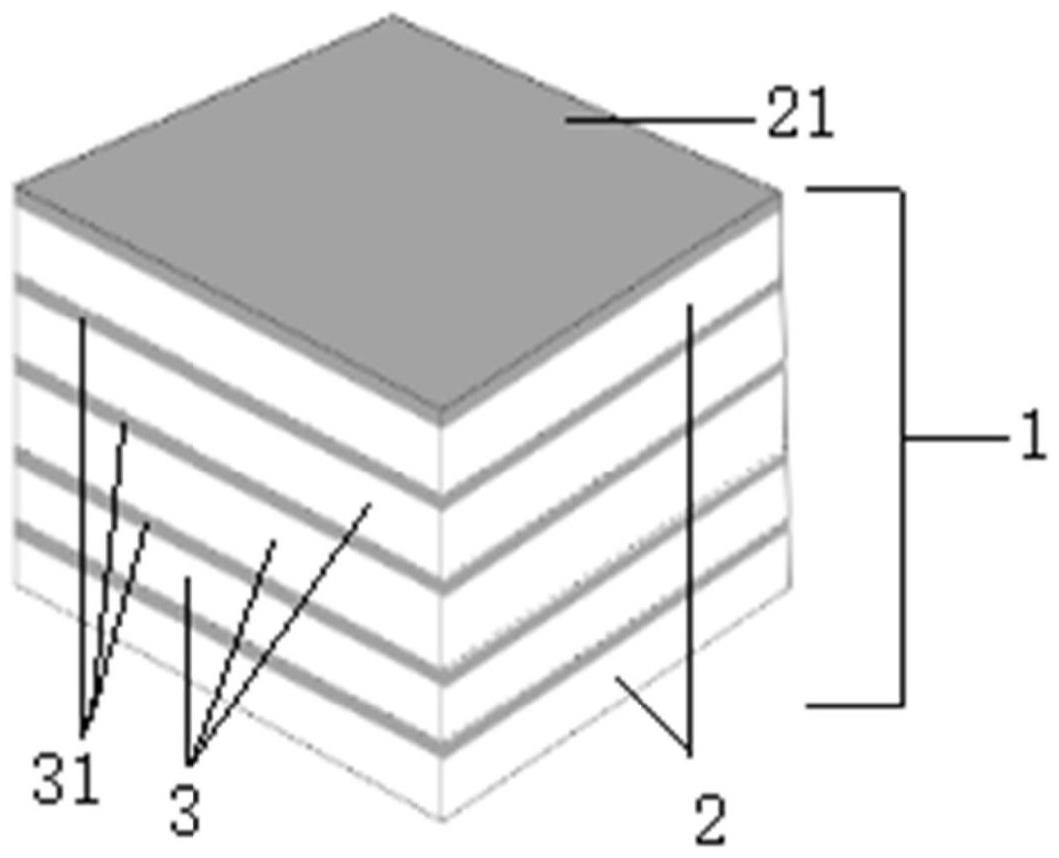
2、本发明的实施例采用如下技术方案:复合板,包括位于外层的外层热塑性发泡塑料板材和位于所述外层热塑性发泡塑料板材之间的中间热塑性发泡塑料板材,所述外层热塑性发泡塑料板材和中间热塑性发泡塑料板材层叠设置形成包括至少三层热塑性发泡塑料板材的复合板,至少所述外层热塑性发泡塑料板材背离所述中间热塑性发泡塑料板材的板面经热处理融化后再冷却形成第一表面硬度层。
3、在一些实施例中,所述中间热塑性发泡塑料板材的至少一个板面经热处理融化后再冷却形成第二表面硬度层。
4、在一些实施例中,所述第二表面硬度层的厚度小于所述第一表面硬度层的厚度,且所述第一表面硬度层具有第一表面硬度,所述第二表面硬度层具有第二表面硬度,所述第二表面硬度小于所述第一表面硬度。
5、本发明还公开了一种复合板的制作方法,包括:
6、对外层热塑性发泡塑料板材的两个板面分别进行热处理,以融化部分所述外层热塑性发泡塑料板材并保持所述外层热塑性发泡塑料板材板面的平整度;将中间热塑性发泡塑料板材叠放于所述外层热塑性发泡塑料板材的其中一个融化的板面上;再对另一外层热塑性发泡塑料板材的两个板面分别进行热处理,以融化部分所述外层热塑性发泡塑料板材并保持所述外层热塑性发泡塑料板材板面的平整度,将该所述外层热塑性发泡塑料板材叠放于所述中间热塑性发泡塑料板材上;对叠放的所述中间热塑性发泡塑料板材和所述外层热塑性发泡塑料板材压合以形成复合板,两所述外热塑性发泡塑料板材背离所述中间热塑性发泡塑料板材的板面冷却后分别形成具有第一表面硬度层的所述复合板的外表面;或,
7、对外层热塑性发泡塑料板材的至少一个板面进行热处理,以融化部分所述外层热塑性发泡塑料板材并保持所述外层热塑性发泡塑料板材板面的平整度,融化部分冷却后获得具有第一表面硬度层的外层热塑性发泡塑料板材;在所述外层热塑性发泡塑料板材和/或中间热塑性发泡塑料板材相互叠放的板面上涂敷胶层,将中间热塑性发泡塑料板材叠放于所述外层热塑性发泡塑料板材之间,对叠放的所述中间热塑性发泡塑料板材和所述外层热塑性发泡塑料板材压合以形成复合板;两所述外层热塑性发泡塑料板材背离所述中间热塑性发泡塑料板材的具有第一表面硬度层的板面形成所述复合板的外表面。
8、在一些实施例中,对所述外层热塑性发泡塑料板材的板面进行热处理的方式为烫压处理,烫压次数为二至五次,烫压温度为180℃~210℃,每次烫压时间为0.14s~0.20s。
9、在一些实施例中,对所述外层热塑性发泡塑料板材的板面进行热处理的方式为采用热风枪或激光热处理,对热处理后的所述外层热塑性发泡塑料板材表面进行平整度处理,以获得平整的第一表面硬度层。
10、在一些实施例中,对所述外层热塑性发泡塑料板材的板面进行烫压处理,进行烫压处理的同时,将融化的热塑性塑料材料渗入所述外层热塑性发泡塑料板材的融化部分中,以获得具有第三表面硬度层的外层热塑性发泡塑料板材,所述第三表面硬度层的表面硬度大于第一表面硬度层的表面硬度。
11、在一些实施例中,制作方法还包括:
12、在将所述中间热塑性发泡塑料板材叠放于所述外层热塑性发泡塑料板材之前,对所述中间热塑性发泡塑料板材的至少一个板面进行热处理,以融化部分所述中间热塑性发泡塑料板材,并保持所述中间热塑性发泡塑料板材板面的平整度,融化部分冷却后获得具有第二表面硬度层的中间热塑性发泡塑料板材。
13、另外,本发明还公开了一种制作复合板的装置,包括:
14、上料传送带,用于传送热塑性发泡塑料板材;
15、烫板,位于所述上料传送带下料口的一端,用于承接所述热塑性发泡塑料板材并对所述热塑性发泡塑料板材烫压;所述烫板内设置有容腔,所述烫板的一板面设置有与所述空腔连通的通孔;
16、供料罐,其内装有融化的热塑性塑料材料,所述供料罐与所述空腔连接,用于将融化的热塑性塑料材料供入所述容腔;
17、机械手,位于所述烫板一侧,用于将烫压后的热塑性发泡塑料板材取出;
18、承接板,用于承接所述机械手取出的所述热塑性发泡塑料板材;
19、压合板,用于压合叠放于所述承接板上的外层热塑性发泡塑料板材和位于所述外层热塑性发泡塑料板材之间的中间热塑性发泡塑料板材,以形成复合板。
20、在一些实施例中,一种包装棉结构,用于包装主板,所述包装棉结构至少用于包装所述主板边角的位置采用上述热塑性发泡塑料的复合板。
21、本发明实施例的有益效果在于:对外层热塑性发泡塑料板材进行表面热处理以融化部分外层热塑性发泡塑料板材,将至少经过表面热处理的外层热塑性发泡塑料板材和中间热塑性发泡塑料板材复合形成复合板,使得复合板具有较高的表面硬度,以提高其抗戳穿能力,进而提升复合板包装物品时的防护力度。
技术特征:
1.复合板,其特征在于,包括位于外层的外层热塑性发泡塑料板材和位于所述外层热塑性发泡塑料板材之间的中间热塑性发泡塑料板材,所述外层热塑性发泡塑料板材和中间热塑性发泡塑料板材层叠设置形成包括至少三层热塑性发泡塑料板材的复合板,至少所述外层热塑性发泡塑料板材背离所述中间热塑性发泡塑料板材的板面经热处理融化后再冷却形成第一表面硬度层。
2.根据权利要求1所述的复合板,其特征在于,所述中间热塑性发泡塑料板材的至少一个板面经热处理融化后再冷却形成第二表面硬度层。
3.根据权利要求2所述的复合板,其特征在于,所述第二表面硬度层的厚度小于所述第一表面硬度层的厚度,且所述第一表面硬度层具有第一表面硬度,所述第二表面硬度层具有第二表面硬度,所述第二表面硬度小于所述第一表面硬度。
4.一种复合板的制作方法,其特征在于,包括:
5.根据权利要求4所述的复合板的制作方法,其特征在于,对所述外层热塑性发泡塑料板材的板面进行热处理的方式为烫压处理,烫压次数为二至五次,烫压温度为180℃~210℃,每次烫压时间为0.14s~0.20s。
6.根据权利要求4所述的复合板的制作方法,其特征在于,对所述外层热塑性发泡塑料板材的板面进行热处理的方式为采用热风枪或激光热处理,对热处理后的所述外层热塑性发泡塑料板材表面进行平整度处理,以获得平整的第一表面硬度层。
7.根据权利要求5所述的复合板的制作方法,其特征在于,对所述外层热塑性发泡塑料板材的板面进行烫压处理,进行烫压处理的同时,将融化的热塑性塑料材料渗入所述外层热塑性发泡塑料板材的融化部分中,以获得具有第三表面硬度层的外层热塑性发泡塑料板材,所述第三表面硬度层的表面硬度大于第一表面硬度层的表面硬度。
8.根据权利要求4所述的复合板的制作方法,其特征在于,制作方法还包括:
9.一种制作复合板的装置,其特征在于,包括:
10.一种包装棉结构,用于包装主板,其特征在于,所述包装棉结构至少用于包装所述主板边角的位置采用权利要求1至3任一项所述的热塑性发泡塑料的复合板。
技术总结
本发明提供了复合板及其制作方法、装置和包装棉结构,复合板包括位于外层的外层热塑性发泡塑料板材和位于外层热塑性发泡塑料板材之间的中间热塑性发泡塑料板材,外层热塑性发泡塑料板材和中间热塑性发泡塑料板材层叠设置形成包括至少三层热塑性发泡塑料板材的复合板,至少外层热塑性发泡塑料板材背离中间热塑性发泡塑料板材的板面经热处理融化后再冷却形成第一表面硬度层。对热塑性发泡塑料板材进行表面热处理使其表面融化冷却后表面硬度得以提高,将至少经过表面热处理的外层热塑性发泡塑料板材和中间热塑性发泡塑料板材复合形成复合板,使复合板具有较高的表面硬度,提升复合板包装物品时的防护力度。
技术研发人员:夏叶丽,韦眀堂,杜聪,柯超,张湘钰,翟纪强,吴芬,崔喆,张秀梅,郭晋婷,张书炜
受保护的技术使用者:合肥联宝信息技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!