超大超厚夹胶玻璃高压釜夹胶方法与流程
本发明涉及玻璃深加工领域,特别是涉及超大超厚夹胶玻璃高压釜夹胶方法。
背景技术:
1、夹层玻璃是由两片或多片玻璃,之间夹了一层或多层有机聚合物中间膜,经过特殊的高温预压(或抽真空)及高温高压工艺处理后,使玻璃和中间膜永久粘合为一体的复合玻璃产品。常用的夹层玻璃中间膜有:pvb、sgp、eva、pu等。夹层玻璃不仅可以使玻璃加厚,可以双层、三层夹胶,作为承重幕墙,同时夹层玻璃还被称为安全玻璃,在受到撞击破碎后,由于其两片普通玻璃中间夹的pvb膜的粘接作用,不会像普通玻璃破碎后产生锋利的碎片伤人。
2、在高压釜中,高温条件下,中间膜软化,高压下将两片玻璃牢固的粘结在一起,保温一段时间后再降温,本领域称该过程为夹胶工艺。如发明专利“超大夹胶玻璃的夹胶方法”
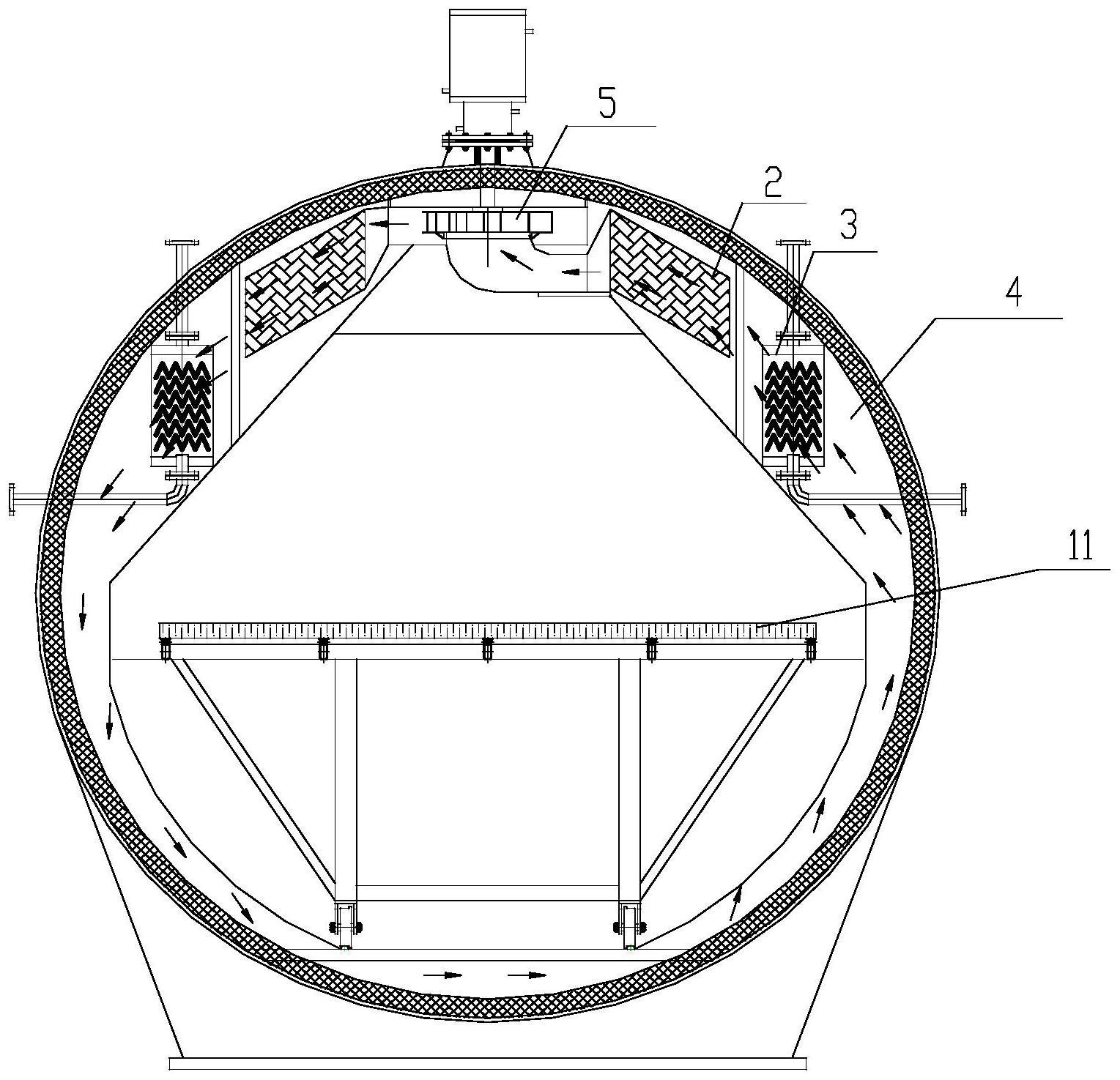
3、(zl2011103386503)所公开的夹胶方法:将两片玻璃和胶片叠加合片,在高压釜中通过常温冷抽、热抽完成夹胶,所述冷抽为常温下进行抽真空,所述热抽包括加温常压热抽和加温加压热抽两个连续的阶段,所述加温加压包括升温升压,保温保压,和快速降温的步骤,加温使胶片软化,加压使玻璃之间的气体排出,提高两片玻璃的粘接力。传统的高压釜为卧式釜,在釜内贴近釜壁处有一个风道4,加热器2和冷却器3位于风道的左、右两侧,在高压釜前端有风机5,风的流向为从前端吹到尾端到达釜门1,然后折头180度,从内腔的夹胶玻璃11上经过,最后被吸入风机5叶轮形成循环。这种循环目的就是使高压釜腔内温度均匀一致,见图1、2;但这种方式只适合短玻璃,如果玻璃加长,超过15米以上,风力中途受阻,风速降低,造成釜内腔前、后端温差较大;同时夹胶工艺中,胶片加热至130℃左右后,需要快速降温,但由于超大玻璃版面大,很难保证降温过程中,整个玻璃温度一致,因此在玻璃降温过程中,由于玻璃版面温度不一致导致玻璃表面会出现不同程度的彩虹斑,严重影响外观及玻璃性能。中国发明专利“超大夹胶玻璃高压釜夹胶方法”(zl2021111851816)公开了一种将风道改造的方法,将原先从前端到尾端的风向改成高压釜的环向风,风机5固定在釜顶,风从两侧的风道4(风道中有加热器2和冷却器3)经过,然后通过可转动挡板8使风道开口位置位于中间或从敞开的底部进入高压釜内层与夹胶玻璃11直接接触,见图3、图4,该方法解决了由于玻璃版面大,前后温差不等导致的彩虹斑,但是由于热风与玻璃直接接触,且热风有一定的速度,热风扫过玻璃表面,会有反射,造成整个风循环的风向改变,釜内温差发生变化,特别是对于超厚或多层(五层以上)夹胶玻璃,玻璃两表层与内部容易同样形成温度差,出现彩虹斑。
技术实现思路
1、针对上述领域中的缺陷,本发明提供一种超大超厚夹胶玻璃高压釜夹胶方法,改变风道,使风只在夹层中环形循环,不进入釜内,从而使前、后端温度均匀,环形方向上温度均匀,克服夹胶玻璃由于长度或厚度方向的温度不均形成的彩虹斑,并进一步微调了降温曲线,同时热风不直接与夹胶玻璃接触,克服风迹问题。
2、一种超大超厚夹胶玻璃高压釜的夹胶方法,将两片玻璃和胶片叠加合片,推入到卧式高压釜的中部,通过升温到110度进行热抽2小时,然后同时升温升压分别到135度1.25兆帕,然后保温保压2-3个小时后,再快速降温到90度,90-78度为缓慢降温,然后再保温1小时,78-30度快速降温直至室温,再开始降压至常压,完成夹胶,其特征在于:所述快速降温为降温速度为每分钟2-3℃;所述缓慢降温为整个过程均速降温,且降温时长为50-60分钟;
3、其中卧式高压釜内沿釜壁有一个夹层,其风向为从卧式高压釜的顶部吹出,经高压釜夹层内一侧的加热器加热或冷却器冷却后,经过高压釜夹层底部,再进入高压釜的另一侧,循环至顶部的风叶中,形成夹层内完整的环形风道。
4、夹胶玻璃为卧式进釜或立式进釜。
5、所述降温速度为每分钟0.2℃。
6、所述另一侧内也设置有加热器或冷却器。
7、所述风道的顶部固定有若干个风机,高压釜一上侧和另一上侧的风道内均固定有若干个加热器和冷却器。
8、所述加热器或冷却器的个数是风机个数2倍。
9、本发明的改进方法:1)、完整的环形风道走向,风道是整个的环形风道,风道短增加了循环频次,大大提高整块玻璃均匀降温程度。2)风与玻璃隔离在两个空间中,风在夹层风道中行走,而玻璃在高压釜内,两者不接触,风给玻璃加热或降温是通过辐射来控制高压釜内的空气温度,从而控制玻璃及中间膜温度升降,这正好符合在特定温度下缓慢降温过程。同时两者互不接触,避免了风迹的产生,夹胶玻璃的外观更美观。
10、本发明改变风道,使风完整的环形循环,缩短风道循环的距离,增加循环频次,大大提高整块玻璃均匀降温程度,从而使前、后端温度均匀,环形方向上温度均匀,克服夹胶玻璃由于长度或厚度方向的温度不均形成的彩虹斑,并进一步微调了降温曲线;同时由于风只在夹层中循环,不进入釜内,热风不直接与夹胶玻璃接触,减少风流的不规则的干预,大大提高整块玻璃均匀降温程度,同时避免了风迹的产生。本发明方法制备得到的夹胶玻璃的各项指标合格,不再出现彩虹斑,外观、性能指标均完美。
技术特征:
1.一种超大超厚夹胶玻璃高压釜的夹胶方法,将两片玻璃和胶片叠加合片,推入到卧式高压釜的中部,通过升温到110度进行热抽2小时,然后同时升温升压分别到135度1.25兆帕,然后保温保压2-3个小时后,再快速降温到90度,90-78度为缓慢降温,然后再保温1小时,78-30度快速降温直至室温,再开始降压至常压,完成夹胶,其特征在于:所述快速降温为降温速度为每分钟2-3℃;所述缓慢降温为整个过程均速缓慢降温,且降温时长为50-60分钟;
2.根据权利要求1所述的夹胶方法,所述夹胶玻璃为卧式进釜或立式进釜。
3.根据权利要求1所述的夹胶方法,所述均速缓慢降温为每分钟0.2℃。
4.根据权利要求1所述的夹胶方法,所述另一侧内也设置有加热器或冷却器。
5.根据权利要求4所述的夹胶方法,所述风道的顶部固定有若干个风机,高压釜一上侧和另一上侧的风道内均固定有若干个加热器和冷却器。
6.根据权利要求5所述的夹胶方法,所述加热器或冷却器的个数是风机个数2倍。
技术总结
本发明涉及超大超厚夹胶玻璃高压釜夹胶方法,属于玻璃深加工领域。本发明改变风道,使风完整的环形循环,缩短风道循环的距离,增加循环频次,大大提高整块玻璃均匀降温程度,从而使前、后端温度均匀,环形方向上温度均匀,克服夹胶玻璃由于长度或厚度方向的温度不均形成的彩虹斑,并进一步微调了降温曲线;同时由于风只在夹层中循环,不进入釜内,热风不直接与夹胶玻璃接触,减少风流的不规则的干预,大大提高整块玻璃均匀降温程度,同时避免了风迹的产生。本发明方法制备得到的夹胶玻璃的各项指标合格,不再出现彩虹斑,外观、性能指标均完美。
技术研发人员:张东升,胡德法
受保护的技术使用者:天津北玻玻璃工业技术有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!