一种复合吸收芯体及其制备方法和应用与流程
本发明属于卫生用品,具体涉及一种复合吸收芯体及其制备方法和应用。
背景技术:
1、随着社会的发展,生活水平不断提高,一次性湿巾、干巾、纸尿裤等卫生用品越来越被人们所依赖,诸如此类卫生用品的核心部分是内部的吸收芯体,吸收芯体主要作用是承接下渗液体,提供给产品优良的清洁能力,因此吸收芯体的性能基本决定了整层材料的质量。
2、吸收芯体大多是由木浆纤维、棉纤维和高吸水树脂等材料通过非织造工艺制备而成,其具有良好的吸收性能,可以保证人体皮肤清洁干爽。但此类产品存在着一定的弊端,由于木浆纤维属于短纤维,短纤维通常采用气流成网或者湿法成网的工艺进行加工,导致短纤维之间的缠结抱合力相对较弱,极易从纤维网中脱落形成掉屑,掉屑情况的发生不仅使产品的整体性能下降,而且还给消费者带来较差的体验感。因此市场上一些企业对吸收芯体做出了改善,目前大多采用非织造工艺中的熔喷法或纺粘法制备一层纤维网复合在芯体表面,在一定程度上缓解了掉屑情况的发生,但效果并不明显,仍存在大量短纤维掉屑的现象。此外,也有部分企业对吸收芯体材料进行了后整理,采用喷淋或辊涂施加粘合剂的方式减少掉屑情况的发生,此方法防掉屑效果出色,但其缺点也十分明显,施加粘合剂的方法会导致材料手感变硬、吸收性能下降、对人体存在毒害作用。
3、因此,亟需发明一种既能防掉屑又不降低材料使用性能且对人体无毒害作用的吸收芯体,其对于提高人们生活质量具有重要意义。
技术实现思路
1、本发明的目的在于提供一种复合吸收芯体及其制备方法和应用,本发明提供的复合吸收芯体能有效防止内层短纤维和颗粒物发生掉屑现象,同时芯体触感更加细腻、柔软,整体均匀性好,可亲肤,对人体无毒害作用。
2、为了实现上述目的,本发明提供如下技术方案:
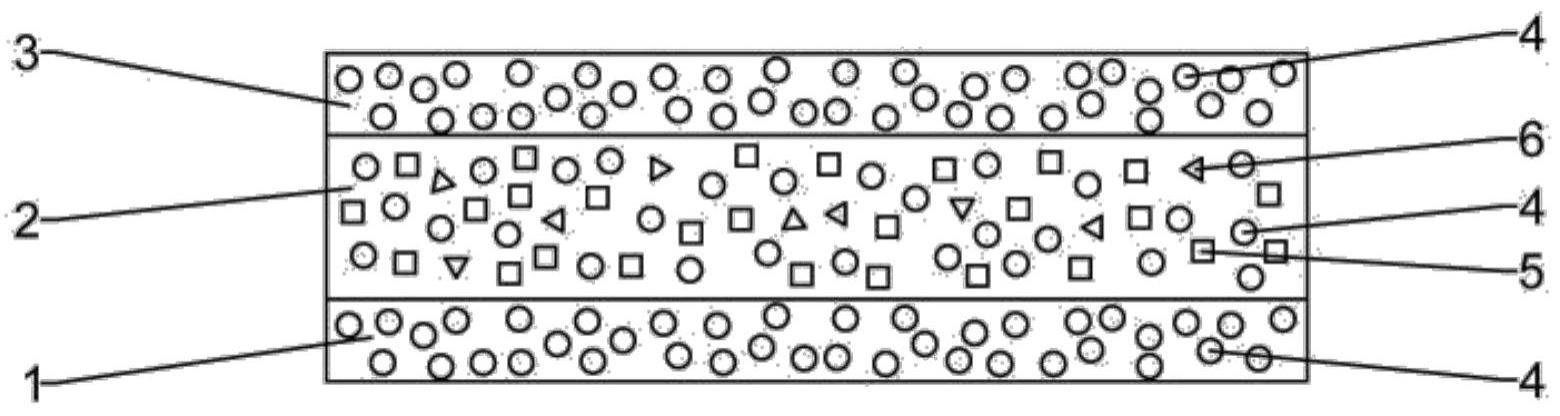
3、本发明提供了一种复合吸收芯体,包括主体层,所述主体层为若干层叠设置的吸收单元,所述吸收单元为夹心结构,包括吸液层2和层叠设置于所述吸液层两表面的第一支撑层1和第二支撑层3;
4、所述第一支撑层1和第二支撑层3由多排孔喷丝板喷出的熔喷纤维4形成;
5、所述吸液层2为熔喷复合气流成网复合混喷纤维网,所述熔喷复合气流成网复合混喷纤维网由木浆纤维5和吸水树脂6经气流分散后与多排孔喷丝板喷出的熔喷纤维4复合形成;
6、所述第一支撑层1、第二支撑层3和吸液层2由熔喷纤维4通过热粘合的方式相结合。
7、优选的,还包括:设置于所述主体层一表面的第一面层7和/或设置于所述主体层另一表面的第二面层8;所述第一面层7和第二面层8由多排孔喷丝板喷出的熔喷纤维4形成。
8、优选的,每1个吸收单元的第一支撑层1和第二支撑层3的质量独立地占所述复合吸收芯体的5~10%。
9、优选的,所述第一面层7和第二面层8的质量独立地占所述复合吸收芯体的5~10%。
10、优选的,每1个吸收单元的吸液层2的质量占所述复合吸收芯体的35~90%。
11、优选的,每1个吸收单元的吸液层中:熔喷纤维4的质量占所述复合吸收芯体的5~10%,木浆纤维5的质量占所述复合吸收芯体的20~70%,吸水树脂6的质量占所述复合吸收芯体的10~40%。
12、本发明提供了上述技术方案所述的复合吸收芯体的制备方法,采用熔喷复合气流成网复合混喷装置进行制备,所述熔喷复合气流成网复合混喷装置包括成网帘23;设置于所述成网帘23上方的若干成型盒9,每1个成型盒9中沿着成网帘23运动的方向依次设置有第一多排孔喷丝板14、纤维分布器18和第二多排孔喷丝板21,所述第一多排孔喷丝板14与第一螺杆挤出机13固定连接,所述纤维分布器18与气流成网装置17固定连接,所述第二多排孔喷丝板21与第二螺杆挤出机20固定连接;第一多排孔喷丝板14设置有多排第一喷丝孔15,每个第一喷丝孔15的外周面套设有第一环形热气释放口16;第二多排孔喷丝板21设置有多排第二喷丝孔10,每个第二喷丝孔10的外周面套设有第二环形热气释放口11;还包括设置于所述成网帘23下游的热轧机22;
13、所述制备方法包括以下步骤:采用熔喷复合气流成网复合混喷装置的若干成型盒9在成网帘23上得到层叠设置的若干吸收单元,得到主体层;每1个成型盒9得到1个吸收单元,每1个吸收单元的制备方法包括以下步骤:将有机母粒喂入第一螺杆挤出机13和第二螺杆挤出机20中,对有机母粒进行挤压加热,使有机母粒熔融,经第一多排孔喷丝板14上的第一喷丝孔15和第二多排孔喷丝板21上的第二喷丝孔10喷出,由第一环形热气释放口16和第二环形热气释放口11释放的热风牵伸,在成型盒9中形成熔喷纤维4,将木浆纤维和吸水树脂喂入气流成网装置17,在气流中分散,经成型盒9中的纤维散布器18喷出,与成型盒9中靠近纤维散布器18的熔喷纤维4混合形成混喷纤维;在运动的成网帘表面由第一喷丝孔15喷出且远离纤维散布器18的熔喷纤维4形成第一支撑层1,在第一支撑层表面由混喷纤维形成吸液层,在吸液层2的表面由第二喷丝孔21喷出且远离纤维散布器18的熔喷纤维4形成第二支撑层3,得到1个吸收单元;
14、将主体层经成网帘23输送至热轧机22中进行热轧,得到所述复合吸收芯体。
15、优选的,第一多排孔喷丝板14和第二多排孔喷丝板21与垂直方向的夹角为0~90°。
16、优选的,制备所述熔喷纤维4的工作参数包括:第一螺杆挤出机13和第二螺杆挤出机20的温度为160~240℃,转速为5~45rpm,热风温度为160~240℃,热风风量为1500~4000m3/h;所述气流成网装置17的工作参数包括:转速为2000~3500rpm,木浆风量为2000~6500m3/h;
17、所述热轧的温度为90~130℃,压力为30~90bar。
18、本发明提供了上述技术方案所述的复合吸收芯体或上述技术方案所述的制备方法制备的复合吸收芯体在卫生用品中的应用。
19、本发明提供了一种复合吸收芯体,包括主体层,所述主体层为若干层叠设置的吸收单元,所述吸收单元为夹心结构,包括吸液层2和层叠设置于所述吸液层两表面的第一支撑层1和第二支撑层3;所述第一支撑层1和第二支撑层3由多排孔喷丝板喷出的熔喷纤维4形成;所述吸液层2为熔喷复合气流成网复合混喷纤维网,所述熔喷复合气流成网复合混喷纤维网由木浆纤维5和吸水树脂6经气流分散后与多排孔喷丝板喷出的熔喷纤维4复合形成;所述第一支撑层1、第二支撑层3和吸液层2由熔喷纤维4通过热粘合的方式相结合。在本发明中,所述吸液层为熔喷复合气流成网复合混喷纤维网,使用的熔喷纤维为多排孔喷丝板喷出,熔喷纤维细度更小,在吸液层更易分布均匀,从而与吸液层气流成网的木浆纤维(短纤维)及吸水树脂(颗粒物)有更多的接触点,能够更好的利用熔喷纤维自身的粘合性将木浆纤维和吸水树脂牢固地结合在一起,有效防止吸水层短纤维和颗粒物发生掉屑现象。同时,本发明吸水层中含有木浆纤维和吸水树脂,增强了材料的吸收性能,且吸液层所用的原料未添加其他粘合剂,不会对吸收芯体材料的性能造成不利影响,芯体材料可亲肤,对人体无毒害作用。最后,本发明采用多排孔喷丝板喷出的熔喷纤维形成支撑层和吸液层,熔喷纤维细度小,使芯体材料触感更加细腻、柔软,整体均匀性更好。
20、本发明提供了上述技术方案所述的复合吸收芯体的制备方法,采用熔喷复合气流成网复合混喷装置进行制备。本发明在一个成型盒9中同时设置气流成网装置和熔喷装柱,在运动的成网帘上实现了吸收单元的一体化成型,显著简化的吸收芯体的制备装置示意,且本发明使用多排孔喷丝板在制备支撑层和吸液层中使用的熔喷纤维,相较单排孔喷丝板,多排孔纺丝更加稳定,某一排的个别喷丝孔堵塞后对生产影响较小,设备维护成本低;更重要的是使用多排孔喷丝版单位时间内得到的熔喷纤维数量多、细度小,且分布均匀,与吸液层气流成网的短纤维及颗粒物有更多的接触点,利用熔喷纤维自身的粘合性可以将各个短纤维及颗粒物牢固地结合在一起,有效防止吸液层内短纤维和颗粒物发生掉屑现象。由此,本发明提供的制备方法将采用多排孔喷丝板与气流成网装置在成型盒9中同时进行熔喷纺丝和气流成网,采用多排孔熔喷纺丝和气流成成网复合的方式,能有效降低吸收芯体材料的掉屑情况,且能够使芯体材料触感更加细腻、柔软,整体均匀性更好。
- 还没有人留言评论。精彩留言会获得点赞!