一种覆铜板高效层压成型设备的制作方法
本技术涉及覆铜板生产,更具体地说,尤其涉及一种覆铜板高效层压成型设备。
背景技术:
1、目前,世界上绝大多数的覆铜板生产方式是间歇式,它主要是通过四道大工序依次完成的:树脂胶液的合成与配制(制胶);半成品的浸、干燥(上胶);层压成型(压制);剪切、包装。其中,覆铜板的层压成型加工阶段,主要包括对上胶布(上胶纸的剪切是在上胶加工时同时完成)的剪切、叠层、层压、卸板等几个主要工序。用配制好的半成品上胶纸(布)的叠合坯料,覆以铜锚,上下放铜板作为模具,然后放置在压机的加热板之间,进行高温、高压的层压成型加工。
2、但是,在实际生产过程中发现,在层压成型时,需要先在压机模具中依次堆叠材料,使材料对齐,然后再进行压合,压合后再人将覆铜板取出。在堆叠材料和人工取出的过程中,压机没法工作,等待时间较长,导致工作效率较低。
技术实现思路
1、本实用新型的目的在于针对上述现有技术的不足,提供一种能够快速放料、取料,减少压机等待时间的覆铜板高效层压成型设备。
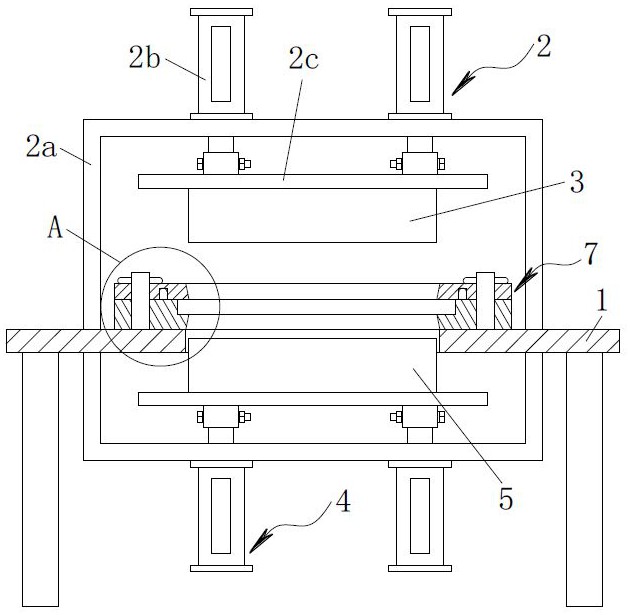
2、本实用新型的技术方案是这样实现的:一种覆铜板高效层压成型设备,包括支撑座,所述支撑座的顶部通过第一升降机构连接有上热压板,在支撑座的底部通过第二升降机构连接有下热压板,在支撑座上开设有与下热压板相适应的穿口;
3、在支撑座的顶部放置有放料件,在支撑座与放料件之间设置有导向限位组件,在放料件上由上至下依序设有与上热压板相适应的上通口、放料槽和与下热压板相适应的下通口,上通口和下通口的尺寸均大于放料槽的尺寸。
4、上述的一种覆铜板高效层压成型设备中,所述第一升降机构包括固定连接在支撑座顶部的门架,在门架上设置有若干液压缸,在各液压缸的伸展端通过螺栓共同连接有安装板,所述上热压板固定连接在安装板的底部,所述第二升降机构的结构与第一升降机构的结构相同。
5、上述的一种覆铜板高效层压成型设备中,所述放料件包括由下至上依序叠放的放料板和顶压板,在放料板的顶部均布有若干定位柱,在顶压板的底部设置有与各定位柱一一相应的定位孔,各定位柱沿竖直方向活动插入相应的定位孔内;所述上通口设置在顶压板上,所述放料槽和下通口均设置在放料板上。
6、上述的一种覆铜板高效层压成型设备中,所述导向限位组件包括平行且间隔固定连接在支撑座顶部的两个导向柱,在各导向柱的上端固定连接有限位块,在放料件上设置有与各导向柱一一相应的导向缺口,各导向缺口的外端呈喇叭形。
7、上述的一种覆铜板高效层压成型设备中,所述上通口呈上宽下窄的锥形,所述下通口呈下宽上窄的锥形。
8、本实用新型采用上述结构后,通过放料件、导向限位组件、上通口、放料槽和下通口之间的相互配合,在压合前,准备多个放料件,工作人员先将下层铜箔、基板和上层铜箔依次叠放在放料槽内;在压合时,直接通过导向限位组件,对放料件的位置进行快速导向、限位;在压合后,直接将放料件取出,放置下一个放料件,继续压合工作,如此重复,从而大大减少压机等待时间,叠料、压合跟卸料可同时进行,大大提高工作效率。并且,放料件中的上通口和下通口的尺寸均小于放料槽的尺寸,在热压工作完成后,便于热压板与覆铜板剥离,从而便于工作人员直接取下放料件。
技术特征:
1.一种覆铜板高效层压成型设备,包括支撑座(1),其特征在于,所述支撑座(1)的顶部通过第一升降机构(2)连接有上热压板(3),在支撑座(1)的底部通过第二升降机构(4)连接有下热压板(5),在支撑座(1)上开设有与下热压板(5)相适应的穿口(6);
2.根据权利要求1所述的一种覆铜板高效层压成型设备,其特征在于,所述第一升降机构(2)包括固定连接在支撑座(1)顶部的门架(2a),在门架(2a)上设置有若干液压缸(2b),在各液压缸(2b)的伸展端通过螺栓共同连接有安装板(2c),所述上热压板(3)固定连接在安装板(2c)的底部,所述第二升降机构(4)的结构与第一升降机构(2)的结构相同。
3.根据权利要求1所述的一种覆铜板高效层压成型设备,其特征在于,所述放料件(7)包括由下至上依序叠放的放料板(7a)和顶压板(7b),在放料板(7a)的顶部均布有若干定位柱(7c),在顶压板(7b)的底部设置有与各定位柱(7c)一一相应的定位孔(7d),各定位柱(7c)沿竖直方向活动插入相应的定位孔(7d)内;所述上通口(9)设置在顶压板(7b)上,所述放料槽(10)和下通口(11)均设置在放料板(7a)上。
4.根据权利要求1所述的一种覆铜板高效层压成型设备,其特征在于,所述导向限位组件(8)包括平行且间隔固定连接在支撑座(1)顶部的两个导向柱(8a),在各导向柱(8a)的上端固定连接有限位块(8b),在放料件(7)上设置有与各导向柱(8a)一一相应的导向缺口(8c),各导向缺口(8c)的外端呈喇叭形。
5.根据权利要求1所述的一种覆铜板高效层压成型设备,其特征在于,所述上通口(9)呈上宽下窄的锥形,所述下通口(11)呈下宽上窄的锥形。
技术总结
本技术公开了一种覆铜板高效层压成型设备;属于覆铜板生产技术领域;其技术要点包括支撑座,所述支撑座的顶部通过第一升降机构连接有上热压板,在支撑座的底部通过第二升降机构连接有下热压板,在支撑座上开设有与下热压板相适应的穿口;在支撑座的顶部放置有放料件,在支撑座与放料件之间设置有导向限位组件,在放料件上由上至下依序设有与上热压板相适应的上通口、放料槽和与下热压板相适应的下通口,上通口和下通口的尺寸均大于放料槽的尺寸;本技术旨在提供一种能够快速放料、取料,减少压机等待时间的覆铜板高效层压成型设备;用于覆铜板的层压成型。
技术研发人员:周志村,薛海涛,李伟鑫,杨城,陈顺旗
受保护的技术使用者:广东龙宇新材料有限公司
技术研发日:20230731
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!