冷冻载杆及其制造方法与流程
1.本发明涉及医疗器械技术领域,尤其涉及一种冷冻载杆及其制造方法。
背景技术:
2.近年来,随着不孕症患者的增加,辅助生殖技术被广泛应用于不孕不育的治疗中。辅助生殖是人类辅助生殖技术的简称,是指采用医疗辅助手段使不孕不育夫妇妊娠的技术,包括人工授精和体外受精
‑
胚胎移植及其衍生技术两大类。体外受精
‑
胚胎移植技术(又称试管婴儿技术)中,胚胎的冷冻和复苏工作是辅助生殖技术中的一种衍生技术。
3.为了合理化地利用胚胎,减少促排卵带来的母婴风险,胚胎冷冻技术被广泛应用于胚胎保存。相比于传统的程序化冷冻技术,玻璃化冷冻是一种新兴的冷冻方法,超快的降温速率极大程度上抑制胚胎组织中冰晶的形成,从而保证胚胎具有良好的存活率,妊娠率和发育潜能。胚胎的冷冻保存在辅助生殖领域为不孕不育患者提供了更为广泛的选择机会,其已成为辅助生殖技术中不可或缺的技术之一。而在胚胎的玻璃化冷冻保存过程中,通常使用玻璃化冷冻载杆作为载体,进行胚胎的冷冻保存。
4.目前所使用的玻璃化冷冻载杆通常包括载片、手柄和保护套筒,手柄与载片通过注塑工艺一体成型,但是注塑工艺及其模具限制了载片的成型厚度,使用该工艺所制成的载片的厚度通常在0.5mm左右,载片的厚度较厚使得配子/胚胎降温效率较低,导致配子/胚胎的复苏率及妊娠率低;并且,采用注塑工艺制成的载片通常呈平面状,导致了载片对配子/胚胎溶液的吸附力不强,容易出现配子/胚胎掉落的问题,且配子/胚胎无法保持立体圆滴状,降温不均匀。
技术实现要素:
5.本发明的目的在于提供一种冷冻载杆,对配子/胚胎溶液具有更强的吸附力,能够提升配子/胚胎的冻效率。
6.为达到上述目的,本发明提供了一种冷冻载杆,包括手柄、载片和保护套筒;
7.所述载片的承载面为弧形凹面;
8.所述载片的近端与所述手柄的远端固定相连;
9.所述保护套筒具有一开口端,所述开口端可拆卸地套接在所述手柄上形成一封闭的容置空间,以将所述载片封装于所述容置空间内。
10.可选的,所述冷冻载杆还包括导引件,所述导引件设置于所述载片的远端,其中,所述导引件的远端的截面宽度小于所述载片的远端的截面宽度。
11.可选的,所述导引件自近端至远端呈渐缩结构,所述渐缩结构的近端与所述载片的远端相连。
12.可选的,所述导引件的外表面和/或所述保护套筒的外缘面设置有用于记录信息的标记。
13.可选的,所述手柄的远端设置有一内腔,所述载片的近端插入所述内腔,并与所述
内腔的侧壁和/或底部固定连接。
14.可选的,所述内腔的底部设置有一凸部,所述载片的近端卡合于所述内腔侧壁和所述凸部之间。
15.可选的,所述凸部为棱柱体。
16.可选的,所述载片的厚度为0.02mm~0.10mm。
17.可选的,所述载片的横截面为弧形,所述载片的承载面的弧度为0.78rad~2.09rad。
18.可选的,所述管材的材料为透明的pet、ps、sbs、sbc和k
‑
resin中的至少一种。
19.可选的,所述保护套筒还具有与所述开口端相对的封闭端,所述封闭端的外缘套设有金属环。
20.可选的,所述保护套筒还具有与所述开口端相对的封闭端,所述封闭端内设置有粉塞和/或棉塞。
21.可选的,所述载片的近端与所述手柄的远端通过焊接或点胶固定相连。
22.此外,本发明还提供了一种冷冻载杆的制造方法,包括:
23.提供一管材,对所述管材沿平行于轴线的方向执行激光切割以获得一载片,所述载片的承载面为弧形凹面;
24.提供一手柄,将所述载片的近端与所述手柄的远端通过焊接或点胶固定连接;
25.提供一保护套筒,所述保护套筒具有一开口端,所述开口端可拆卸地套接在所述手柄上以形成一封闭的容置空间,以将所述载片封装于所述容置空间内。
26.可选的,所述焊接为激光焊接、超声焊接、高频焊接和热焊接中的至少一种。
27.可选的,所述手柄的远端设置有一内腔,所述载片的近端插入所述内腔,并与所述内腔的侧壁和/或底部固定连接。
28.可选的,所述内腔的底部设置有一凸部,在将所述载片的近端与所述手柄的远端固定连接之前,将所述载片的近端卡合于所述内腔侧壁和所述凸部之间。
29.可选的,所述管材采用透明高抗冲的医用塑料制成。
30.可选的,所述透明高抗冲的医用塑料为pet、ps、sbs、sbc和k
‑
resin中的至少一种。
31.可选的,所述手柄采用注塑工艺制成。
32.在本发明提供的冷冻载杆中,载片以用于承载配子/胚胎溶液,所述载片的承载面为弧形凹面,当配子/胚胎溶液滴在的所述载片上,所述呈弧形凹面的承载面能够贴合配子/胚胎溶液的液滴在自然受重情况下的表面弧度,使得配子/胚胎溶液的液滴与所述载片的承载面的接触面更大,所述载片对配子/胚胎溶液的液滴的吸附力更强,进而可以防止配子/胚胎溶液掉落。相对于呈平面的承载面而言,在显微镜下放置配子/胚胎时,呈弧形凹面的承载面能够能起聚光作用,因此使得配子/胚胎更加易观察。配子/胚胎溶液的液滴在呈弧形凹面的承载面上的滑动方向会被限制,因此有利于术者对载片上的配子/胚胎进行操作。呈弧形状的载片具有受力不易变形的特点,因此可以减少所述载片碰到所述保护套筒内壁出现弯折的概率,从而减少因碰撞所导致的配子/胚胎溶液掉落的现象。
33.此外,呈弧形凹面的承载面为配子/胚胎溶液的液滴与液氮提供更大的接触面积,可以加快热传递效率,使得配子/胚胎具有较高的冷冻效率。
34.此外,所述载片的厚度为0.02mm~0.10mm,由于载片的厚度较薄,可以加快热传递
效率,在配子/胚胎溶液的液滴在冷冻时,能够大幅度提高配子/胚胎溶液的冷冻效率。
35.此外,冷冻载杆还包括导引件,所述导引件设置于所述载片的远端,其中,所述导引件的远端的截面宽度较所述载片的远端的截面宽度小。载片进入所述保护套筒时,所述导引件对所述手柄起到导向的作用,减少所述载片与保护套筒发生较大幅度碰撞的概率,可以进一步减少因碰撞而导致配子/胚胎掉落的现象。
36.相应的,本发明还提供了一种冷冻载杆的制造方法,通过对管材执行激光切割以获得一载片,使得所述载片的承载面为弧形凹面。所述载片的近端与手柄的远端通过焊接或点胶固定相连。使得所述载片与所述手柄能够分别独立制造,有利于将所述载片制成呈弧形状的薄片。
附图说明
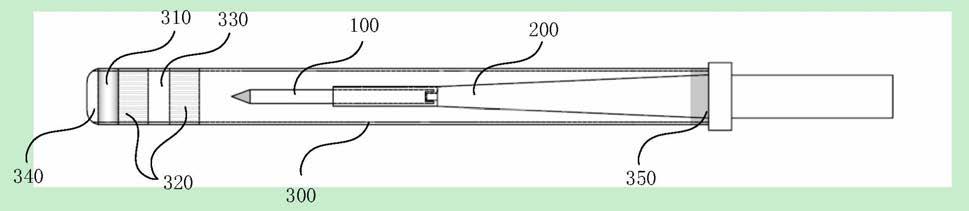
37.图1为本发明实施例中的冷冻载杆的俯视图;
38.图2为本发明实施例中的载片及手柄的俯视图;
39.图3为本发明实施例中的载片及手柄的a面的截面图;
40.图4为本发明实施例中的载片的截面视图;
41.图5为本发明实施例中的玻璃化冷冻载杆的制造方法的流程图;
42.其中,附图标记如下:
43.100
‑
载片;110
‑
导引件;
44.200
‑
手柄;210
‑
连接段;211
‑
凸部;220
‑
中间段;230
‑
凸台部;240
‑
手持段;
45.300
‑
保护套筒;310
‑
金属环;320
‑
粉塞;330
‑
棉塞;340
‑
封闭端;350
‑
开口端;
46.d
‑
载片的厚度。
具体实施方式
47.下面将结合示意图对本发明的具体实施方式进行更详细的描述。根据下列描述,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
48.本文中“远端”和“近端”的定义为:“远端”通常指该医疗器械在正常操作过程中远离操作者手部的一端,而“近端”通常是指该医疗器械在正常操作过程中靠近操作者手部的一端。
49.图1为本实施例中的冷冻载杆的俯视图,图2为本实施例中的载片及手柄的俯视图,图3为本实施例中的载片及手柄的a面的截面图。如图1至图3所示,本实施例中的冷冻载杆为玻璃化冷冻载杆。所述玻璃化冷冻载杆包括手柄200、载片100和保护套筒300。所述载片100的承载面为弧形凹面,作为一种可选的实施方式,所述载片100的承载面呈弧形状,所述载片100的非承载面(即背面)不是弧形。作为一种优选的实施方式,所述载片100由一弧形的薄片构成,以使所述载片100的横截面呈弧形状,所述载片100的承载面与背面均为弧形状。
50.具体的,载片100用于承载配子/胚胎溶液,当配子/胚胎溶液的液滴滴在承载面为弧形凹面的所述载片100上,所述载片100的承载面的弧度能够贴合配子/胚胎溶液液滴在自然受重情况下的表面弧度,使得配子/胚胎溶液的液滴与所述载片100的承载面的接触面
积更大,因此,所述载片100对配子/胚胎溶液的液滴的吸附力更强,可以防止配子/胚胎溶液掉落。而且,承载面为弧形凹面的载片100可以限制配子/胚胎溶液液滴的滑动方向,进一步避免配子/胚胎溶液从所述载片100上掉落。相对承载面为平面的载片,使用承载面为弧形凹面的载片100承载配子/胚胎溶液时,配子/胚胎溶液能够更加稳定的吸附在所述载片100上。因此,承载面为弧形凹面的所述载片100提高了玻璃化冷冻载杆的吸附性能。
51.进一步的,所述载片100由一弧形的薄片构成。应知道,呈平面状的载片100在套上保护套筒300时极易碰到所述保护套筒300的内壁而出现配子/胚胎溶液掉落的问题,不利于配子/胚胎的存活。相对于呈平面状的载片100而言,配子/胚胎溶液液滴在呈弧形状的所述载片100上的滑动方向会被限制,因此更有利于术者对载片100上的配子/胚胎进行操作;且呈弧形状的所述载片100可以具有更小的宽度和更高的抗弯折性能,因此,不仅可以减少所述载片100碰到所述保护套筒300内壁的概率,从而减少了由所述载片100碰到所述保护套筒300的内壁时以及所述载片100弯折时所导致的配子/胚胎溶液掉落的概率,同时也提高了术者操作的便捷性。此外,呈弧形状的所述载片100在显微镜下放置配子/胚胎时,弧面能够能起聚光作用,从而使得配子/胚胎更加易观察。
52.在配子/胚胎溶液在冷冻时,配子/胚胎溶液吸附在载片100的承载面上,呈弧形状的载片100能够为配子/胚胎溶液的液滴与液氮提供更大的接触面积,与呈平面状的载片100相比,呈弧形的所述载片100可以使得配子/胚胎溶液与液氮充分的接触,继而使得配子/胚胎具有较高的冷冻速率。在配子/胚胎在解冻时,由于所述载片100对配子/胚胎溶液的吸附能力更强,可以更好地将解冻后形成的配子/胚胎溶液吸附住,进一步减少了配子/胚胎掉落的风险。
53.图4为本实施例中的载片的截面视图。如图4所示,可选的,载片100的弧度为0.78rad~2.09rad。应知道,弧度是角的度量单位。它是由国际单位制导出的单位,单位缩写是rad,弧长等于半径的弧,其所对的圆心角为1弧度。也即,两条射线从圆心向圆周射出,形成一个夹角和夹角正对的一段弧,当这段弧的弧长正好等于圆的半径时,两条射线的夹角的弧度为1rad。基于此,一周的弧度数为2πr/r=2π,360
°
角=2π弧度,因此,1弧度约为57.3
°
,即57
°
17'44.806”。如此,弧度为0.78rad的载片100,其截面投影上的中心角为45
°
,弧度为2.09rad的载片100,其截面投影上的中心角为120
°
。
54.进一步的,载片100的弧度为0.78rad、1.56rad或2.09rad。此时,所述载片100的截面投影上的中心角为分别为45
°
、90
°
或120
°
。应理解,所述载片100的弧度包括但不限于此。
55.继续参照图4,可选的,载片100的厚度d为0.02mm~0.1mm。应知道,过厚的载片100不利于温度传输,直接影响冷冻效率和胚胎的复苏率。所述载片100为弧形的薄片,由于载片100的厚度d较薄,加快了热传递效率,在配子/胚胎溶液在冷冻时,能够大幅度提高配子/胚胎溶液的冷冻效率,在配子/胚胎在解冻时,载片100的厚度d较薄能够提升配子/胚胎溶液的解冻速率。更快的降温速率极大程度上抑制配子/胚胎中冰晶的形成,从而保证胚胎配子/胚胎具有良好的存活率,妊娠率和发育潜能。因此,厚度较薄的载片100能够提升配子/胚胎的存活率和复苏率。
56.进一步的,在本实施例的一种实施方案中,所述载片100的厚度d为0.02mm。在本实施例的另一种实施方案中,所述载片100的厚度d为0.06mm。在本实施例的又一种实施方案中,所述载片100的厚度d为0.08mm。在本实施例的再一种实施方案中,所述载片100的厚度d
为0.10mm。
57.继续参照图1、图2和图3,所述手柄200为圆柱状,所述手柄200自近端(图1和2中的右侧)至远端(图1和2中的左侧)分别为手持段240、凸台部230、中间段220和连接段210。所述手柄200中间段220的外径尺寸是渐变的,自所述手柄200的近端向所述手柄200的远端方向逐渐缩小。所述载片100的近端与所述手柄200的连接段通过焊接或点胶固定相连。所述保护套筒300包括开口端350及封闭端340,所述开口端350用于套接在所述手柄200上,具体位于所述手柄200的中间段,所述开口端350可拆卸地套接在所述手柄200上,使得保护套筒300内形成一封闭的容置空间,以将所述载片100封装于所述容置空间内。
58.请继续参照图2,手柄200的连接段210位于所述手柄200的远端,所述连接段210设置有一内腔,载片100的近端插入所述内腔,并通过焊接或者点胶与所述内腔的侧壁和/或底部固定连接。具体的,所述内腔的开口朝向远端,且内腔沿所述手柄200的轴向延伸,以使载片100与手柄200连接形成整体呈轴向延伸的冷冻载杆。
59.进一步的,内腔的底部(图1或图2中的右侧)设置有一凸部211,载片100的近端卡合于所述内腔侧壁和所述凸部211之间,使得所述手柄200与所述载片100可以更好地定位并更稳固地连接。优选的,所述凸部211为棱柱体(例如立方体、长方体或六棱柱)结构,所述载片100可以与所述棱柱体的两条侧棱抵靠,从而使得所述手柄200与所述载片100在焊接或者点胶的过程中以及使用过程中出现错位或移位的概率大大降低。
60.请参照图2,玻璃化冷冻载杆还包括导引件110,所述导引件110设置于所述载片100的远端,其中,所述导引件110的远端的截面宽度小于所述载片100的远端的截面宽度。此处,所述截面宽度是指导引件110或载片100在与冷冻载杆的轴线垂直的截面上的最大尺寸,当所述导引件110或载片100的截面为弧形状时,所述导引件110或载片100的截面宽度为所述弧形状的两个端点间的直线距离。所述导引件110在所述载片100进入所述保护套筒300时,对所述载片100及手柄200起到导向的作用,减少所述载片100的远端部与所述保护套筒300发生较大幅度碰撞的概率。如此,可以进一步减少所述玻璃化冷冻载杆在套上保护套筒300的过程中,因为所述载片100碰到所述保护套筒300的内壁而出现配子/胚胎掉落的现象。
61.进一步的,导引件110自近端至远端呈渐缩结构,例如为弯曲的三角形或梯形,所述渐缩结构的近端与所述载片的远端相连,渐缩结构的侧边(例如三角形或梯形的腰)向所述冷冻载杆的轴线方向弯曲形成弧形凹面以匹配所述载片100的弯曲弧度。位于所述载片100远端的所述渐缩结构的导引件110在所述载片100进入所述保护套筒300时,能够更好的对所述载片100及手柄200起到导向的作用。
62.可选的,导引件110的外表面和/或保护套筒300开口端350外缘面(即外周表面)上设置有用于记录信息的标记。所述标记用于记录或者粘贴患者的姓名和身份证等必要的信息。患者的姓名和身份证等必要的信息出现混淆是我们不希望的,在本实施例的实施方案中,所述导引件110的外表面及所述保护套筒300开口端350的外缘面两处均设置标记,可以进一步的防止对应不同患者的多个冷冻载杆之间出现混淆。
63.应知道,通常手柄200的外表面也会设置有标记。患者的姓名和身份证等必要的信息也会记录在手柄200的标记上。
64.现有技术中,通常将配子/胚胎溶液装载于玻璃化冷冻载杆上,并放置于冷冻铝提
篮中进行冷冻保存,由于每个所述冷冻铝提篮中可能会存放多个玻璃化冷冻载杆,若没有做好物理隔离,在同一冷冻铝提篮中的多个玻璃化冷冻载杆之间存在互相污染的可能。设置所述保护套筒300是为所述玻璃化冷冻载杆之间的物理隔离措施。然而,由于所述保护套筒300通常为医用塑料制成,由于医用塑料质量较轻,放置在液氮里容易出现漂浮现象,导致所述保护套筒300从所述玻璃化冷冻载杆上脱落,进而导致了载片100上的配子/胚胎与冷冻铝提篮中的液氮直接接触。与液氮直接接触的配子/胚胎存在被液氮污染及污染液氮的问题。
65.基于此,本实施例中提供了一种保护套筒300。
66.请回到图1,保护套筒300的封闭端340外缘设置有金属环310。由于所述金属环310的作用,使得所述保护套筒300的封闭端340可以保持朝下,所述保护套筒300不易在冷冻铝提篮中出现漂浮现象,进而避免了配子/胚胎与冷冻铝提篮中的液氮接触而造成污染。
67.继续参照图1,可选的,保护套筒300的封闭端340设置有至少一个粉塞320。
68.粉塞320是由纤维或纸浆压制而成的柱状物,其内部具有多孔结构,可以用于吸取水分。所述粉塞320被塞进保护套筒300内,用于吸收所述保护套筒300内可能残留的水分。
69.进一步的,所述保护套筒300的封闭端340还设置有至少一个棉塞330。可以起到固定粉塞320的作用,同时更好地吸收所述保护套筒300内可能残留的水分。
70.相应的,本发明还提供了一种玻璃化冷冻载杆的制造方法,
71.图5为本实施例中的玻璃化冷冻载杆的制造方法的流程图。如图1和图5所示,所述玻璃化冷冻载杆的制造方法包括:
72.步骤s1:提供一管材,对所述管材沿平行于轴线的方向执行激光切割以获得一载片100,所述载片100的承载面为弧形凹面;
73.步骤s2:提供一手柄200,所述载片100的近端与所述手柄200的远端通过焊接或点胶固定相连;
74.步骤s3:所述保护套筒300具有一开口端350,所述开口端350套接在所述手柄200上形成一封闭的容置空间,以将所述载片100封装于所述容置空间内。
75.应知道,通常载片100与手柄200通过注塑工艺一体成型,但是注塑工艺的特性限制了载片100的厚度,使得注塑工艺制造出来的载片100的厚度较厚,通常在0.5mm左右。所述载片100的厚度越小,则所述载片100的制造难度越大。此外,采用注塑工艺很难制备出弧形的载片100。
76.基于此,本发明的载片100与手柄200分别独立制造,先通过激光切割管材的工艺制得载片,然后再将载片100与手柄200固定相连,得以实现将所述载片100制成呈弧形状的薄片。
77.可选的,载片100的近端与手柄200的远端通过焊接或点胶固定相连。
78.焊接也称作熔接,是两种或两种以上的金属或热塑性材料(例如塑料)通过原子或分子之间的结合和扩散连接成一体的过程,通常焊接是通过加热、高温或者高压的方式接合金属或热塑性材料(例如塑料)的制造工艺及技术。
79.点胶是一种连接工艺,是把胶水点滴到不同的部件上,对不同的部件起固定的作用。
80.焊接和点胶工艺均具有方法简单,成本低廉的优点,同时,由于焊接设备及点胶设
备是成熟的工艺设备,也便于所述玻璃化冷冻载杆大规模的工业化生产。
81.进一步的,焊接包括激光焊接、超声焊接、高频焊接、热焊接或离子焊接。应知道,本领域技术人员可以根据所述载片100和所述手柄200的材料而选择合适的焊接方式。
82.可选的,手柄200的连接段设置有一内腔,所述载片100的近端通过焊接或者点胶与所述内腔的侧壁固定连接。在本实施例的再一种实施方式中,所述载片100的近端与所述内腔的底部固定连接。
83.进一步的,所述内腔的底部设置有一凸部211。优选的,所述凸部211为棱柱体(例如立方体、长方体或六棱柱)结构。
84.相应的,玻璃化冷冻载杆的制造方法还包括:所述载片100的近端与所述手柄200的远端固定连接之前,将载片100的近端插入所述内腔,并卡合于所述内腔侧壁和所述凸部211之间。所述载片100可以与所述棱柱体的两条侧棱相抵靠,对所述手柄200和所述载片100进行了预固定,有利于所述手柄200与所述载片100实现更好的定位。能够使得所述手柄200与所述载片100在焊接或者点胶的过程中出现错位的概率可以大大的降低。
85.可选的,在步骤s1中,载片100采用透明高抗冲的医用塑料制成。所述高抗冲的医用塑料的弹性模量大于或等于2000mpa、抗冲击强度大于或等于7kj/m2、拉伸强度大于或等于20mpa且断裂拉伸率大于或等于3.5%。
86.进一步的,透明高抗冲的医用塑料为pet、ps、sbs、sbc和k
‑
resin中的至少一种。
87.pet、ps、sbs、sbc和k
‑
resin均为目前常见的医用塑料,能满足所述载片100在强度、透明度及耐温程度的性能要求,同时,还便于获取,且便于通过焊接或点胶的方式固定连接。因此,采用pet和/或ps和/或sbs和/或sbc和/或k
‑
resin制作载片100可以降低所述载片100的制造成本。
88.进一步的,步骤s2中,所述手柄200采用注塑工艺制成。
89.应知道,手柄200通过注塑工艺制成,可选用成本较低的粒料,以降低所述手柄200制造成本,进而降低玻璃化冷冻载杆的制造成本。
90.在本发明的一个具体实施方式中,载片100是由透明高抗冲的医用塑料挤出制成管材后,经过激光切割获得。作为一种更优的实施方式,可以将pet、ps、sbs、sbc和/或k
‑
resin制成管材,再使用激光切割设备对所述管材以一定的角度进行切割,便可获得所述载片100。在本发明的其它实施方式中,所述医用塑料管材也可以通过其它制备方法或者直接购买获得。
91.优选的,在本实施例的一种实施方案中,载片100采用pet管材进行激光切割获得。在本实施例的另一种实施方案中,所述载片100采用sbs管材进行激光切割获得。在本实施例的再一种实施方案中,所述载片100采用ps管材进行激光切割获得。
92.为了较好的理解本发明的玻璃化冷冻载杆的制造过程,下面对玻璃化冷冻载杆的制造过程进行举例说明。
93.作为本实施例的一种实施方案,包括:
94.选取长度一定,厚度为0.02mm的pet管材;
95.采用激光切割设备,对所述pet管材沿平行于轴线的方向进行切割,得到弧度为0.78rad的载片100;
96.采用点胶设备将所述载片100与手柄200进行固定连接;
97.套上保护套筒300。
98.作为本实施例的另一种实施方案,包括:
99.选取长度一定,厚度为0.06mm的sbs管材;
100.采用激光切割设备,对所述sbs管材沿平行于轴线的方向进行切割,得到弧度为1.56rad的载片100;
101.采用激光焊接设备将所述载片100与手柄200进行固定连接;
102.套上保护套筒300。
103.作为本实施例的另一种实施方案,包括:
104.选取长度一定,厚度为0.10mm的ps管材;
105.采用激光切割设备,对所述ps管材进行切割,得到弧度为2.09rad的载片100;
106.采用热焊接设备将所述载片100与手柄200进行固定连接;
107.套上保护套筒300。
108.为了较好的理解本发明的玻璃化冷冻载杆的使用过程,下面结合图1和图2详细阐述玻璃化冷冻载杆的应用过程,其中,冷冻的过程如下:
109.先在保护套筒300和/或手柄200处的标记记录或者粘贴病人的姓名和身份证等必要的信息;
110.拔开保护套筒300并将所述保护套筒300迅速置于新鲜液氮中,将载片100放置在显微镜下,把含有配子/胚胎的溶液滴于载片100的远端附近的承载面上,在保留配子/胚胎的同时,尽量减小溶液液滴的大小,但绝对不能吸干液滴中的液体;
111.手握手柄200,将装有配子/胚胎的溶液的玻璃化冷冻载杆的远端迅速插入到新鲜液氮中;
112.用镊子将保护套筒300夹住,待液氮气泡停止时将玻璃化冷冻载杆轻轻插入保护套筒300,然后再用力盖紧所述保护套筒300,必要时用力拧一下,以防所述保护套筒300脱落;
113.将已经冷冻好的玻璃化冷冻载杆的手柄200的近端向上,保护套筒300远端朝下放入存有液氮的冷冻铝提篮中,以使得所述玻璃化冷冻载杆及配子/胚胎储存在液氮中。
114.其中,解冻过程如下:
115.将液氮中的冷冻铝提篮迅速转移至一个盛有液氮的泡沫盒中,并使其完全被液氮覆盖;
116.用镊子夹住手柄200一端将其从冷冻铝提篮中取出,换手握住所述手柄200的近端,在液氮环境中用镊子去除所述保护套筒300;
117.然后迅速从液氮中取出玻璃化冷冻载杆,将载片100的承载面直接接触在显微镜操作台或超净台上的37℃的解冻液,根据玻璃化解冻套装标准操作流程进行解冻即可。
118.综上所述,在本发明的实施例中提供了一种玻璃化冷冻载杆,所述玻璃化冷冻载杆包括手柄、载片和保护套筒,所述载片的承载面为弧形凹面。所述载片的近端与所述手柄的远端固定相连。所述保护套筒具有一开口端,所述开口端可拆卸地套接在所述手柄上形成一封闭的容置空间,以将所述载片封装于所述容置空间内。在本发明中,载片用于承载配子/胚胎溶液,所述载片为一凹槽,使得所述载片的承载面为一弧面,也即所述载片呈弧形状,当配子/胚胎溶液滴在呈弧形状的所述载片上,所述载片的承载面的弧度能够贴合配
子/胚胎溶液液滴在自然受重情况下的表面弧度,使得配子/胚胎溶液与所述载片承载面的接触面更大,具有更强的吸附力,可以防止配子/胚胎溶液掉落。此外,所述载片的承载面为弧形凹面,弧形凹面便于放置胚胎,进一步避免配子/胚胎溶液从所述载片上掉落。相对于呈平面状的载片,使用弧形状的所述载片承载配子/胚胎溶液,配子/胚胎溶液能够更加稳定地吸附在所述载片上,提高了玻璃化冷冻载杆的吸附性能。此外,呈平面状的载片在套上保护套筒时极易碰到所述保护套筒内壁而出现配子/胚胎溶液掉落的问题,不利于配子/胚胎的存活。相对于呈平面状的载片而言,配子/胚胎溶液液滴在呈弧形状的所述载片上的滑动方向会被限制,因此更有利于术者对载片上的配子/胚胎进行操作;且呈弧形状的所述载片可以具有更小的宽度和更高的抗弯折性能,因此,不仅可以减少所述载片碰到所述保护套筒内壁的概率,从而减少了由所述载片碰到所述保护套筒的内壁时以及所述载片弯折时所导致的配子/胚胎溶液掉落的概率,同时也提高了术者操作的便捷性。此外,所述载片为弧形状的薄片,由于载片的厚度较薄,加快了热传递效率,在配子/胚胎溶液在冷冻时,能够大幅度提高配子/胚胎溶液的冷冻效率,在配子/胚胎在解冻时,厚度较薄的载片提升了配子/胚胎溶液的解冻速率。更快的降温速率极大程度上抑制配子/胚胎中冰晶的形成,从而保证胚胎配子/胚胎具有良好的存活率,妊娠率和发育潜能。
119.上述仅为本发明的优选实施例而已,并不对本发明起到任何限制作用。任何所属技术领域的技术人员,在不脱离本发明的技术方案的范围内,对本发明揭露的技术方案和技术内容做任何形式的等同替换或修改等变动,均属未脱离本发明的技术方案的内容,仍属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1