一种带有可调节悬臂的烤瓷牙及其制造工艺的制作方法
1.本发明涉及口腔修复领域,具体涉及一种带有可调节悬臂的烤瓷牙及其制造工艺。
背景技术:
[0002]“黑三角”的治疗一般遵循可逆的治疗方式,根据病人“黑三角”面积的具体情况选择个性化设计的治疗方案。目前有些学者采用注射胶原蛋白与浓缩血小板混合物方法来治疗“黑三角”,然而由于该研究的样本量及随访时间有限,还有待进一步研究证实。还有学者采用正畸扩隙后嵌体或烤瓷全冠修复的方式来覆盖“黑三角”,而这类治疗方式需要磨除牙外形高点处的牙体组织,获得接近“黑三角”尖端处牙根面外形对应的位置,对牙体硬组织切削面积较常规修复体大且不可逆,会破坏正常牙体组织结构和邻接关系,有时会并发露髓,对牙体损害大,并需要口内治疗及正畸配合。这种治疗方案使得就诊时间冗长,而且患者不易接受,同时也有失败的可能。
技术实现要素:
[0003]
本发明提供一种带有可调节悬臂的烤瓷牙,解决现有技术中患者烤瓷冠修复后因“黑三角”导致的水平食物嵌塞的问题。
[0004]
为实现上述目的,本发明采用了如下的技术方案:一种带有可调节悬臂的烤瓷牙,其特征在于,该烤瓷冠由烤瓷全冠、附件(环带、挡板、弹簧、磁铁)、接收插槽、小扳手组成,所有附件组装成一体后熔附于烤瓷冠的颊舌侧,然后套在人口内已制备好的基牙上,环带分为内环带与外环带,两者连接固定,挡板与内环带之间安装有弹簧,在挡板与内环带的之间安装有限脱机构,限脱机构用于限制挡板从滑动的方向与内环带脱离。在挡板与接收插槽的接触处也安装有限脱机构,限脱机构用于限制挡板从滑动方向与接收插槽脱离。
[0005]
优选的是,挡板与内环带之间安装有限脱结构,内环带外壁凹陷形成锯齿状限位槽,挡板相对应的位置凸出形成锯齿状凸部,凸部插入至限位槽内。
[0006]
优选的是,挡板与接收插槽的接触处安装有限脱机构,挡板的前端凸出形成有凸部,接收插槽凹陷形成限位槽,凸部插入至限位槽内。
[0007]
优选的是,挡板上方设有凹槽,且槽内安装有小磁块,小扳手头部内也安装有小磁快,两者利用磁力相互吸引,便于扳手稳定有效的行使功能优选的是,接收插槽凹陷处底部和挡板的凸部安装有小磁块,两者利用磁力相互吸引来辅助挡板的固定。
[0008]
优选的是,限脱机构为锯齿状嵌合机构和卡扣机构。
[0009]
本发明还提供一种带有可调节悬臂的烤瓷牙制造工艺,包括如下步骤:s1、使用常规的印模材料从需要正畸患者口中印出清晰的印模;s2、在取出的印模上灌制石膏模型;
s3、在石膏模型上雕筑蜡型;s4、对蜡型进行包埋,铸造出金属内冠;s5、环带、挡板、插槽、小磁铁、小板手以及弹簧的加工制作,按照示意图组装成一整体;s6将s5组装成的成品和金属内冠一起上瓷、修瓷、上釉、抛光,注意在邻面预留有挡板滑出的空间,带有可调节悬臂的烤瓷牙制作完成。
[0010]
优选的是,在进行步骤s2之后且步骤s3之前进行步骤:修整石膏模型。
[0011]
优选的是,步骤s3中蜡型厚度为0.5mm~0.7mm。
[0012]
优选的是,步骤s4包括如下步骤:s41、将蜡型从石膏模型上取下;s42、进行蜡型包埋,放在高温的炉子里加热,把铸件加热到900℃,使蜡型融化后里面形成注入空隙;s43、将铸件放在一台铸造机里,待金属材料融化后,利用离心力把金属材料注入到铸件的注入空隙里,得到金属内冠。
[0013]
优选的是,在进行步骤s4之后且步骤s5之前进行步骤:对金属内冠进行研磨。
[0014]
相比于现有技术,本发明具有如下有益效果:1)烤瓷层提供了能封闭相邻牙齿间三角间隙的悬臂,并且患者可自行调节悬臂的位置,既能防止食物嵌塞又能便于清洁;2)全瓷嵌体修复因其操作简便,机械强度高,耐磨性好,美观效果甚佳等优势,被口腔医师所青睐,但其对牙龈处的“黑三角”间隙却没有更好的解决方法,为关闭“黑三角”间隙,需磨出更多的牙体组织,这大大增加了露髓的危险。且这种操作治疗费用高,但能达到的关闭黑三角间隙的效果却很有限。新型烤瓷冠的附加结构制作简单高效,可成批量生产,熔附到金属内冠后,外层添加烤瓷层,为固定类修复,不易脱落,异物感小,利用率高,还大大缩短了就诊时间;3)摒弃了烤瓷冠上附加人工牙龈的设计,取而代之可调控的悬臂,它与口腔黏膜不接触,对口腔黏膜不会造成外界压力,使患者佩戴更加舒适;4)通过设置限脱机构,可以牢固地锁定挡板,使其不会被咀嚼、吞咽等动作晃动甚至脱离固定位被弹簧拉回。
[0015]
本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
[0016][0017]
图1为内环带的纵断面的剖视图。
[0018]
图2为挡板的纵断面的剖视图。
[0019]
图3为接收插槽的立体图。
[0020]
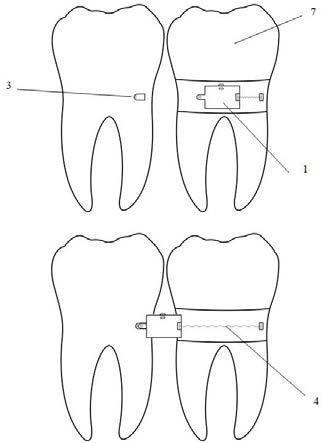
图4为附件组装成一体后的横断面剖视图。
[0021]
图5为带有可调节悬臂烤瓷牙的正视图。
[0022]
图6为小扳手的正面图和立体图。
[0023]
附图标记:内环带1、锯齿状限位槽10、固定柱11、挡板2、凹槽21、磁铁22、凸部23、磁铁24、弹簧固定口25、锯齿状凸部26、接收插槽3、磁铁31、限位槽32、弹簧4、外环带5、小扳
手6、磁铁61、烤瓷全冠7。
具体实施方式
[0024]
为了使本发明实现的技术手段、创作特征、达成目的与作用更加清楚及易于了解,下面结合附图和具体实施方式对本发明作进一步阐述:如图1-4所示,本实施例首先提出了一种带有可调节悬臂的烤瓷牙,包括:,该烤瓷冠由烤瓷全冠7、附件(内环带1、外环带5、挡板2、弹簧4、磁铁)、接收插槽3、小扳手6组成,所有附件组装成一体后熔附于烤瓷冠的颊舌侧,然后套在人口内已制备好的基牙上,环带分为内环带与外环带,两者连接固定,挡板与内环带之间安装有弹簧,在挡板与内环带的之间安装有限脱机构,限脱机构用于限制挡板从滑动的方向与内环带脱离。在挡板与接收插槽的接触处也安装有限脱机构,限脱机构用于限制挡板从滑动方向与接收插槽脱离。
[0025]
为了避免挡板2因在水平方向上受弹簧4弹力而导致有偏离接收插槽的的趋势:插槽内壁凹陷形成限位槽32且槽内安装有磁铁31,挡板2前端凸出形成有凸部23且凸部内安装有磁铁24,如图2以及图3所示,凸部23插入至限位槽32内;内环带1外壁凹陷形成锯齿状限位槽10,挡板相对应的位置凸出形成锯齿状凸部26,凸部23与限位槽32内壁作用、锯齿状限位槽10与锯齿状凸部的相互嵌合作用以及磁铁31与23的磁力作用对挡板在水平方向上进行了限位。
[0026]
为了方便挡板2与小扳手6配合,挡板2上方设有凹槽21且槽内安装有小磁块22,小扳手6头部内也安装有小磁铁61,两者利用磁力相互吸引便于扳手稳定有效的行使功能。
[0027]
为了方便挡板脱位,挡板尾端弹簧口25和环带之间安装的弹簧固定柱11之间安装有弹簧,利用弹簧4的弹力让挡板自动脱离黑三角区。
[0028]
为了方便推动挡板2,我们设计了一个辅助小扳手6,帮助老年人可以在不用将手伸到牙齿的位置便可以通过扳手推动挡板到牙间乳头位置。扳手的前端设计了磁力结构61,与挡板的凹槽磁力22相吸,也是考虑了老年人不方便找位置的问题,利用磁力可以很好的找到凹槽的位置以便来滑动挡板。
[0029]
本实施例还提供了一种带有可调节悬臂的烤瓷牙制造工艺,包括如下步骤:s1、使用常规的印模材料(如硅橡胶、藻酸盐和寒天)从需要正畸患者口中印出清晰的印模;s2、在取出的印模上灌制石膏模型;(即是:用石膏模型来反应待制作烤瓷基牙的外形和边缘,且模拟病人口腔内牙齿的排列情况)s3、在石膏模型上雕筑蜡型;s4、对蜡型进行包埋,铸造出金属内冠;s5、环带、挡板、插槽、小磁铁、小板手以及弹簧的加工制作,按照示意图组装成一整体;s6、将s5组装成的成品和金属内冠一起上瓷、修瓷、上釉、抛光,带有可调节悬臂的烤瓷牙制作完成。
[0030]
为了方便后续制作蜡型及保证烤瓷冠边缘密合,在进行步骤s2之后且步骤s3之前进行步骤:修整石膏模型;修整石膏模型包括如下步骤:(1)审模:代型是否完整,牙齿有无断裂、模型有无气
泡、确定模型能否继续制作;(2)打磨对颌模:首先打磨底部,将底部打磨成同一平面,然后将底部放置在水磨机的平台上,垂直打磨一圈,留出0.3-0.4厘米的石膏,注意不要打磨到基牙;(3)打磨工作模;(4)按照咬颌,钉孔,种植体高度,整体来打磨,不能磨到牙齿,模型高度为牙龈下要有1.5厘米;(5)喷蒸汽:钉孔内不能有残留物,模型干净边缘无多余石膏,用蒸汽喷掉;(6)干燥模型:用热风机把模型吹干;(7)打磨:参照牙弓弧度、钉孔的根管走向、种植体高度,整体打磨平顺但须注意不可磨到牙齿,底部厚度需预留牙龈下1.5厘米及两边高度一致。钉孔内需清理干净不得有石膏残留在钉孔内或边缘处。清理干净后再干燥工作模,使用吹风机吹干模型,大约五到十分钟,可用目视判断,干燥前石膏颜色比较深,干燥后石膏颜色比较浅,注意不可过度干燥,过度干燥会使石膏表面硬度降低。
[0031]
为了避免后续制作出来的金属内冠过薄或过厚,步骤s3中蜡型厚度为0.5mm~0.7mm,即是:金属内冠的厚度是有统一标准的,仅有达到标准的雕筑蜡型才可以放入至铸造炉。
[0032]
为了设计步骤简单且保证制作质量的金属铸造步骤,步骤s4包括如下步骤:s41、将蜡型从石膏模型上取下;s42、进行蜡型包埋,包埋时注意将包埋材料完全灌入至蜡型上插槽的位置,以保证铸造过程中插槽的完整性,放在高温的炉子里加热,把铸件加热到900℃,使蜡型融化后里面形成注入空隙;s43、将铸件放在一台铸造机里,待金属材料融化后,利用离心力把金属材料注入到铸件的注入空隙里,得到金属内冠。
[0033]
为了使金属内冠表面光滑均匀,在进行步骤s4之后且步骤s5之前进行步骤:对金属内冠进行研磨。
[0034]
对金属内冠1进行研磨包括如下步骤:第一,将待金属内冠冷却后取出;第二,把金属内冠均匀的研磨至0.25至0.35mm的厚度;第三,用细小的沙粒喷涂金属表面,使金属内冠表面均匀。
[0035]
步骤s5根据牙齿的形状在金属内冠上涂瓷,包括:s51,第一层遮色瓷,为了防止金属颜色的暴露;s52、遮色层涂抹好后放在烤瓷炉里,温度升高至1000度的高温,5分钟后取出冷却;s53、涂抹第二层体瓷,体瓷主要根据患者牙齿颜色来选择;s54、再涂第三层牙釉质瓷层称为釉质层,釉质瓷呈半透明状,可模拟天然牙的釉质;s55、将涂好后的烤瓷牙放在烤瓷炉里烧结并完成成品。
[0036]
为了避免因烤瓷牙外形过大而导致无法就位,或与邻牙邻接关系过紧,在进行步骤s5之后进行步骤:对烤瓷牙进行修瓷、上釉和抛光,对烤瓷牙进行微调,从而适合烤瓷牙带入到口内。
[0037]
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1