座椅安全带和生产座椅安全带的方法与流程
座椅安全带和生产座椅安全带的方法
1.本发明涉及一种机动车辆的座椅安全带。此外,本发明涉及一种用于制造机动车辆的座椅安全带的方法。
2.机动车辆的座椅安全带包括通常由编织织物、例如由pet制成的织带。一般而言,座椅安全带用于在车辆强烈减速并且对应的力作用在车辆乘员上的情况下将车辆乘员固定在车辆座椅上。座椅安全带可以进一步是安全系统的一部分,该安全系统尤其包括带张紧器,以便在即将发生碰撞等情况下张紧座椅安全带、尤其是织带。这确保了车辆乘员在早期阶段经由座椅安全带固定在车辆座椅上。
3.然而,典型地,座椅安全带本身没有附加功能。
4.此外,对于常规的机动车辆,已知的是,藉由内燃发动机的废热来加热乘客舱,从而经由乘客舱中的空气使车辆乘员变暖。另一方面,在电动车辆中,所需的加热能力必须由车辆电池提供,该电池另外提供用于操作电动马达的电能。
5.然而,基于电加热能力,当加热正在操作时,电动车辆的可用巡航范围减小。因此,期望的是需要尽可能少的电力并且仍然不削弱乘员舒适性的加热系统。
6.本发明的目的是提供使车辆乘员高效变暖的可能性。
7.根据本发明,该目的通过用于车辆的座椅安全带来实现,该座椅安全带包括织带,该织带包括至少一个腔室,在该至少一个腔室中容纳有至少一个尤其是带状的电加热元件。就此而言,根据本发明,提供了将由电加热元件提供的热源或相应的加热单元放置得更靠近车辆乘员,使得车辆乘员可以高效变暖。根据本发明,这是可能的,因为车辆的乘客舱中的空气不需要经由加热系统而变暖。因此,所需的加热能力显著降低,因为车辆乘员直接通过座椅安全带、尤其是通过容纳在至少一个腔室中的电加热元件变暖。
8.为了能够尤其高效地控制热分布,可以提供多个腔室,在这些腔室中的每个腔室中容纳至少一个电加热元件。单独的电加热元件可以尤其彼此独立地驱动,从而可以调节适当的热分布。尤其地,多个腔室彼此平行布置。
9.多个腔室可以布置成分布在织带的宽度上,使得加热能力可以在织带的宽度上变化。就此而言,一个腔室仅在织带的部分宽度上延伸。
10.进一步地,多个腔室(这些腔室中的每个腔室容纳至少一个电加热元件)可以沿织带的纵向方向相继布置。加热能力可以以此方式同样对应地变化。可以进一步提供的是,在纵向方向上的一个腔室中,相继布置多个加热元件,或者布置一个具有多个加热部分的加热元件。多个加热元件或多个加热部分可以尤其彼此独立地驱动。
11.基本上,至少一个腔室可以在纵向方向上在织带的整个长度上、或仅仅在织带的部分区域上延伸。此外,至少一个腔室可以具有3mm至5mm的宽度。这使得织带的期望部分呈现出限定的加热轮廓。如果加热元件在织带的部分区域或一部分上延伸,则保证使车辆乘员尽可能高效地变暖,因为不靠近车辆乘员身体的织带区域没有变暖。
12.一般而言,如果不需要加热整个织带、并且尤其是不需要加热不靠近车辆乘员身体的区域,则这允许尽可能高效地利用消耗的电力。
13.加热元件可以在腔室的整个长度上或者在腔室的部分长度上延伸。
14.加热元件的宽度可以与腔室的宽度相适配,因此可以在3mm至5mm的范围内。换言之,加热元件同样具有对应的宽度,使得它们尤其是在制造座椅安全带时易于操作。
15.电加热元件可以包括至少一个载体,至少一个加热材料设置在该载体上。载体用于使加热元件稳固、尤其是当加热元件包括柔性加热材料时。另外,尤其是带状的载体确保在制造织带时,加热元件在编织过程期间容易引入。载体可以是非编织物或者可以由织物材料组成。
16.加热材料可以尤其是环形的。这使得能够在加热元件的同一端部接触加热材料的两个端部。因为加热材料被布置成环形,所以加热材料的两个自由端部被指配给加热元件的同一端部。就此而言,仅须为电加热元件设置一个电接口,在该电接口处将电接触件施加至加热元件。因此便于制造和组装。
17.为了将加热材料固定在载体上,所述加热材料可以针织和/或藉由钩编缎带技术施加到载体上。这保证了简单且有成本效益地制造加热元件。此外,因此可以在织带的编织过程期间容易地引入电加热元件,使得所述不必在之后手动引入电加热元件。
18.加热材料至少在某些区域是绝缘的,尤其是可以设置有绝缘的加热材料。作为绝缘加热材料,可以设置导电纤维元件和/或导电绞合元件。作为导电纤维和/或绞合元件,例如可以设置至少一根金属线,例如包括铜涂层的钢绞线和/或铜线,和/或碳纤维和/或包括瓷漆绝缘物的加热纱线。因此,由于绝缘物使导电材料不能暴露于水或其他液体,所以提高了安全性。进一步地,所述绝缘物防止机械撞击、如磨损。
19.而且,加热元件的至少一些区域可以是绝缘的,尤其是可以设置有绝缘涂层并且/或者覆盖有分开的绝缘物。
20.座椅安全带可以包括端部配件,在该端部配件上,电接触件被施加至电加热元件。以简单的方式将电接触件施加至电加热元件的端侧,为此目的,端部配件基本上是合适的,因为端部配件通常不设置在车辆乘员的运动区域中,从而可以有效地防止任何无意的损坏。此外,具有更复杂设计和更少自由结构空间的座椅安全带的其他部件、例如卷收器,可以保持不变。
21.此外,根据本发明,该目的通过一种用于制造机动车辆的座椅安全带的方法来实现,其中提供了织带和至少一个尤其是带状的电加热元件。电加热元件被布置在织带的至少一个腔室中。
22.对于该方法,类似地得到上述优点,因为这里提供了包括电加热系统的座椅安全带,当车辆乘员系着座椅安全带时,该座椅安全带直接靠近车辆乘员,使得车辆乘员能够比加热整个乘客舱的情况更高效地变暖。
23.基本上,电加热系统因此集成在座椅安全带中。
24.织带可以在编织过程期间与电加热元件一起制造。这允许通过电加热元件提供的集成加热系统更快地制造座椅安全带。
25.特别地,电加热元件被连续地供给到织带的编织过程中。以此方式,可以无需手动、尤其是无需随后手动引入加热元件,即可连续制造织带,因此允许相应地更快和更具成本效益地制造座椅安全带。
26.在编织织带期间,电加热元件因此可以直接集成在织带中,为此目的,该织带包括至少一个容纳并且相应地在编织过程期间布置电加热元件的合适的腔室。
27.就此而言,电加热元件然后由于编织操作或编织过程而被紧固在织带中。
28.电加热元件可以包括载体和针织在载体上的加热材料。载体用于使电加热元件稳固,从而可以使用合适的柔性加热材料。
29.为了高效和快速的制造,电加热元件尤其可以是预制的。
30.此外,电加热元件的至少一些区域、尤其是加热材料可以是绝缘的。因此,电加热元件可以在织带内部受到保护而免受例如水和/或汗的外部影响。
31.尤其地,其中每个腔室都布置有电加热元件的多个腔室可以经由织带并排且相继地设置。
32.如果织带包括多个电加热元件,它们可以尤其地彼此独立地被驱动,这允许易于调节总的加热能力、并且相应的加热表面。
33.从下面的描述和将参考的附图中,本发明的进一步优点和特征将是明显的,并且在附图中:
34.‑
图1示出了根据本发明的包括织带的座椅安全带的示意图;以及
35.‑
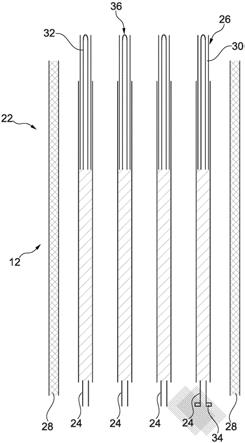
图2示出了根据本发明的座椅安全带的织带的一部分的示意性截面图。
36.图1展示了用于机动车辆的座椅安全带10,该座椅安全带包括织带12,该织带的一端指配给织带卷收器14,并且该织带的第二端指配给端部配件16。
37.此外,座椅安全带10包括偏转装置18,织带12经由该偏转装置被适当地偏转。
38.另外,织带12穿过的插舌20可移动地布置在织带12处。
39.如从图2可见,织带12附加地包括包含多个腔室24的部分22。
40.在腔室24中的每个腔室中引入电加热元件26。腔室24并排布置并且彼此平行,其中腔室24在织带12的纵向方向上延伸。
41.进一步地,腔室24也可以在织带12的纵向方向上相继布置。
42.另外,腔室24可以在织带12的横向方向上相继布置。
43.因此,腔室24可以设置成大致三维地分布在织带12内。
44.布置在腔室24中的每个腔室中的电加热元件26用于在行驶期间加热系着座椅安全带10、尤其是织带12的车辆乘员。
45.织带12可以包括多个腔室24,这些腔室在织带12的整个长度上或仅在织带12的部分区域上延伸。特别地,织带12可以包括多个平行的腔室24,这些腔室在织带的整个长度上延伸。优选地,加热元件26或至少加热元件的载体30在织带12的整个长度上相等地延伸,这利于简单地制造织带12。
46.容纳在相应的腔室24中的电加热元件26可以在相应的腔室24的整个长度上、或者仅在部分区域上延伸。
47.这尤其有助于限定可用的加热表面。
48.经由腔室24的数量以及因此电加热元件26的数量,可以调节最大可用加热能力以及对应的加热表面。
49.电加热元件26尤其是带状的,因此它们也可以被称为加热带。就此而言,电加热元件26可以容易地、即在织带12的制造期间引入到织带12的腔室24中。
50.进一步地,织带12在其周边处包括在织带12的制造期间形成的边缘28。
51.例如,织带12包括相互连接的多个层。形成边缘28的两个外周层或外层可以尤其
是在周边处彼此缝合。
52.而且,多个层可以是交织的,其中,形成边缘28的两个外周层或外层也是交织的。
53.基本上,腔室24也可以设置在织带12的一个层中。
54.织带12的至少一个层可以是包括例如pet的织物层。
55.在织带12的编织过程期间,可以连续供给电加热元件26,使得在制造织带12期间已经集成了加热元件26,使得不必在之后手动引入加热元件。
56.加热元件26可以直接与织带12的材料缝合,以便紧固至织带12、并且尤其是织带12的一个层。
57.加热元件26中的每个加热元件可以包括载体30和施加至载体30的加热材料32。加热材料32可以通过针织和/或藉由钩编缎带技术联接至载体30(例如,与载体30缝合)。
58.载体30可以是非编织物或织物材料,加热材料32适当地紧固至其上。替代性地,加热材料32可以被引入或集成到载体30中(例如,编织到载体30中)。
59.特别地,以此方式设计的加热元件26是预制的,使得在编织操作期间,加热元件被直接引入到相应的腔室24中,并且在编织操作期间被紧固在织带12中。
60.加热材料32可以是环形的,使得加热材料32的端部、例如加热丝的端部位于相应的加热元件26的一端处。换言之,加热材料32在环的两端处包括对应的接触件34,然后电接触件可以经由该接触件施加至电加热元件26。
61.加热材料32可以仅部分地布置在载体30上。这允许例如在织带12的制造过程期间不断地引入/交织加热元件26,其中,可以通过载体30的部分、并且相应的载体30上布置有加热材料32的部分来限定可用的加热表面。
62.可以通过座椅安全带10的端部配件16容易地接触至少一个电加热元件26。
63.因此,加热元件26、至少其接触件34一直穿到端部配件16。接触件34因此可以延伸穿过织带12。
64.特别地,容纳在不同腔室24中的加热元件26的所有接触件34在织带12的一端、即在织带12的指配给端部配件16的一端处伸出。
65.此外,加热元件26的至少一些区域可以设置有绝缘物36(用于例如防水、防汗或防磨损的保护)、可以包括绝缘涂层、并且/或者可以由例如分开配置的绝缘物包围。
66.而且,加热材料32本身可以包括绝缘物36,并且因此可以被适当地绝缘。
67.例如,加热材料32包括至少一个导电纤维元件和/或一个导电绞合元件。导电绞合元件可以包括例如铜绞线和/或包括带有瓷漆绝缘物的铜涂层的钢绞线。导电纤维元件可以包括例如导电细丝和/或带有瓷漆绝缘物的碳纤维。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1