一种拼缝机的导向针板的制作方法
[0001]
本实用新型涉及拼缝机的配件,特别是涉及一种拼缝机的导向针板。
背景技术:
[0002]
在现有的鞋型中有在鞋舌处缝制饰带的设计,鞋带能够穿过该饰带,相比传统的鞋型增加饰带与鞋带配合能够更好包裹住脚掌,增加鞋型的包覆性。为了增加该饰带的设计元素,设计师经常会在该饰带上采用拼缝车缝制一条对拼缝的缝线。缝制该缝线时需要沿着饰带的延伸方向车缝,以保证美观。饰带上车缝该缝线采用车缝方式是先在饰带上沿着饰带的延伸方向画一条直线,再将饰带放置在拼缝机的针板上,并将织针对着该直线进行车缝。这种车缝方式不但要求操作人员要画出标准的直线,还需要操作人员在车缝时时刻将织针对准该直线,这对操作人员的要求较高,且容易因加工失误使缝线弯斜甚至分段,生产效率低。
[0003]
有鉴于此,本发明人对拼缝机的针板结构进行深入研究,遂有本案产生。
技术实现要素:
[0004]
本实用新型的目的在于提供一种拼缝机的导向针板,以提高在饰带上车缝缝线的效率。
[0005]
为了达成上述目的,本实用新型采用如下技术方案:
[0006]
一种拼缝机的导向针板,包括针板本体,所述针板本体上开设有安装孔和车缝孔,所述针板本体上设置有导向筒,所述导向筒包括一个扁平的通道,所述导向筒固设有安装片,所述安装片上设置有将所述安装片压固在所述针板本体上的安装螺钉,所述安装片设置有能够调节所述导向筒位置的调位结构。
[0007]
进一步地,所述导向筒的轴线与所述车缝孔的轴线垂直,所述导向筒的轴线与所述针板本体的上表面平行。
[0008]
进一步地,所述安装片设置有能够调节所述导向筒的安装位置的调位结构。
[0009]
进一步地,所述安装片上开设有可与述安装螺钉相对滑动的缺口,所述缺口的宽度尺寸小于所述安装螺钉的螺帽的直径尺寸,所述安装螺钉依次穿过所述缺口和所述安装孔,所述缺口的长度方向上所处的直线与所述导向筒的轴线垂直,所述缺口与所述安装螺钉组成所述调位结构。
[0010]
进一步地,所述安装片上开设有并列布置的多个调位孔,所述调位孔的孔径尺寸小于所述安装螺钉的螺帽的直径尺寸,所述安装螺钉依次穿过一个所述调位孔和所述安装孔,且所述安装螺钉穿设于任意一个所述调位孔,各所述调位孔的排列方向所处的直线与所述导向筒的轴线垂直,各所述调位孔与所述安装螺钉组成所述调位结构。
[0011]
进一步地,所述安装螺钉与所述安装孔螺纹连接。
[0012]
进一步地,所述安装螺钉安装有垫片,所述垫片位于所述安装片上方,且所述垫片的直径尺寸大于所述安装螺钉的螺帽的直径尺寸。
[0013]
采用上述技术方案,本实用新型一种拼缝机的导向针板安装时先将针板本体以常规方式安装在拼缝机上,在这过程中预留出一个靠近车缝孔的安装孔。接着将安装片放至预留的安装孔旁,以及将导向筒调整至车缝孔旁,并保证饰带能够顺畅的穿过通道,且通道与车缝孔相对应;采用针板本体上原有的的安装孔,适用于在原有的拼缝机上进行改装导向针板,便于本实用新型的推广应用。最后采用安装螺钉将安装片紧压并固定在针板本体,进一步的固定了导向筒相对针板本体的位置。
[0014]
本实用新型一种拼缝机的导向针板使用时先将饰带穿过通道再将饰带牵引过车缝孔,接着启动拼缝机开始在饰带上缝制对拼缝的缝线。在这过程中饰带需一直移动着,饰带经过导向筒的引导后很容易的朝着同一个方向规整的移动,进而能够在饰带上轻易的缝制出连贯且线性好的缝线。
附图说明
[0015]
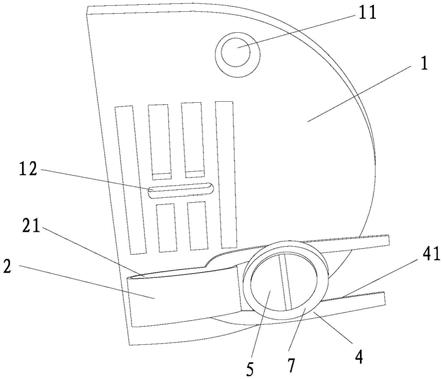
图1为本实用新型实施例一的立体图;
[0016]
图2为本实用新型实施例一的结构示意图;
[0017]
图3为本实用新型实施例一的使用状态示意图;
[0018]
图4为本实用新型实施例二的结构示意图;
[0019]
图5为本实用新型针板本体的结构示意图。
[0020]
标号说明:
[0021]
针板本体 1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
安装孔 11
[0022]
车缝孔 12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
导向筒 2
[0023]
通道 21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
饰带 3
[0024]
安装片 4
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
缺口 41
[0025]
调位孔 42
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
安装螺钉 5
[0026]
缝线 6
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
垫片 7
[0027]
织针 8
具体实施方式
[0028]
为了进一步解释本实用新型的技术方案,下面结合附图和具体实施例对本实用新型进行详细阐述。
[0029]
实施例一:
[0030]
本实用新型一种拼缝机的导向针板,实施例一如图1至3和图5所示,以饰带3的车缝时的输送方向为前后方向,包括针板本体1,针板本体1上开设有安装孔11和车缝孔12,针板本体1通过安装孔11配合螺钉安装在拼缝机上,车缝孔12对应织针8的位置。
[0031]
针板本体1的上表面设置有导向筒2,导向筒2包括一个供饰带3穿设于内的扁平的通道21,通道21沿前后方向延伸,且通道21的横向宽度略大于饰带3的宽度。如此通道21能够稳定的引导饰带3的移动方向。
[0032]
导向筒2固设有安装片4,安装片4上设置有将安装片4压紧并固定在针板本体1上的安装螺钉5,安装螺钉5穿设于安装孔11,安装片4设置有能够调节导向筒2位置的调位结构。
[0033]
本实用新型一种拼缝机的导向针板安装时如图3所示:先将针板本体1以常规方式安装在拼缝机上,在这过程中预留出一个靠近车缝孔12的安装孔11。接着将安装片4放至预留的安装孔11旁,以及将导向筒2调整至车缝孔12旁,并保证饰带3能够顺畅的穿过通道21,且通道21与车缝孔12相对应;采用针板本体1上原有的安装孔11,适用于在原有的拼缝机上进行改装导向针板,便于本实用新型的推广应用。最后采用安装螺钉5将安装片4紧压并固定在针板本体1,进一步的固定了导向筒2相对针板本体1的位置。
[0034]
本实用新型一种拼缝机的导向针板使用时先将饰带3穿过通道21再将饰带3牵引过车缝孔12,接着启动拼缝机开始在饰带3缝制缝线6。在这过程中饰带3一直移动着,饰带3经过导向筒2的引导后很容易的朝着同一个方向规整的移动,进而能够在饰带3上轻易的缝制出连贯且线性好的缝线6。
[0035]
导向筒2的轴线与车缝孔12的轴线垂直,导向筒2的轴线与针板本体1的上表面平行。使得通过导向筒2的饰带3与车缝孔12的轴线垂直且与针板本体1的上表面平行,进一步便于车缝出连贯且线性好的缝线6。
[0036]
安装片4设置有能够调节所述导向筒2的安装位置的调位结构。
[0037]
安装片4上开设有一长条形的缺口41,缺口41的宽度尺寸小于安装螺钉5的螺帽的直径尺寸,安装螺钉5依次穿过缺口41和安装孔11,且安装螺钉5穿设于缺口41的任一位置,缺口41的长度方向上所处的直线与导向筒2的轴线垂直,缺口41与安装螺钉5组成调位结构。通过改变安装螺钉5穿设在缺口41的不同位置,能够调整导向筒2与车缝孔12的相对位置,以调整缝线6在饰带3上的位置,从而满足不同的车缝需求。
[0038]
作为一种优选方案:安装螺钉5安装有垫片7,垫片7位于安装片4上方,且垫片7的直径尺寸大于安装螺钉5的螺帽的直径尺寸。采用垫片7使安装片4的固定更稳定。
[0039]
实施例二:
[0040]
本实用新型一种拼缝机的导向针板,实施例二如图4所示,其与实施例一的不同之处在于:安装片4上开设有并列布置的多个调位孔42,调位孔42的孔径尺寸小于安装螺钉5的螺帽的直径尺寸,安装螺钉5依次穿过一个调位孔42和安装孔11,且安装螺钉5穿设于任意一个调位孔42,各调位孔42的排列方向所处的直线与导向筒2的轴线垂直,各调位孔42与所述安装螺钉5组成调位结构。将安装螺钉5穿设在不同位置的调位孔42上,能够调整导向筒2与车缝孔12的相对位置,以调整缝线6在饰带3上的位置,从而满足不同的车缝需求。
[0041]
上面结合附图对本实用新型做了详细的说明,但是本实用新型的实施方式并不仅限于上述实施方式,本领域技术人员根据现有技术可以对本实用新型做出各种变形,均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1