一种alc板材翻转开模装置的制作方法
[0001]
本发明涉及alc板材生产加工领域,特别涉及一种alc板材翻转开模装置。
背景技术:
[0002]
目前alc板材生产过程,一般为一台模腔摆渡车,模腔摆渡车由侧板、模具体和开合模组件组成,模腔摆渡车移动到浇注位置,在模腔摆渡车中注入搅拌好的砂浆,然后模腔摆渡车继续移动,在砂浆中插入钎杆,并吸出气泡,然后等砂浆定型,拔出钎杆,然后进行翻转开模,目前翻转开模的装置吊装在滑块上,生产车间的顶部设有配合滑块的导轨,将模腔摆渡车转动90度,使得侧板处于下方,然后将整个模腔摆渡车置于切割移动车上,转动开合模组件,使侧板和模具体分离,滑块带着模具体离开,侧板以及浇注好的alc板留在切割移动车,切割移动车移动,进行后续工序。
[0003]
目前这样翻转开模的方式不足之处有:对生产车间的高度有一定要求,不利于空间的合理使用,吊装过程稳定性不足。
技术实现要素:
[0004]
本发明的目的是提供一种alc板材翻转开模装置,通过转动开模车,对模腔摆渡车转动开模,并侧板置于切割移动车上,具有节约空间、增加稳定性等优点。
[0005]
本发明的上述技术目的是通过以下技术方案得以实现的:一种alc板材翻转开模装置,其特征在于,包括竖直轨道、水平轨道二、水平轨道一、模腔摆渡车、切割移动车、转动开模车,所述竖直轨道在水平轨道二右侧,所述水平轨道一在竖直轨道、水平轨道二之间,所述模腔摆渡车处于竖直轨道,包括侧板、模具体和开合模组件,所述侧板和模具体滑动连接,且模具体底面转动连接有滚轮一,所述转动开模车处于水平轨道一,所述切割移动车处于水平轨道二,所述模腔摆渡车、切割移动车均设有定位组件。
[0006]
采用上述技术方案,转动开模车在水平轨道一,模腔摆渡车处于竖直轨道,水平轨道一和竖直轨道连通,并且水平轨道一和竖直轨道有是两条,先模腔摆渡车在水平轨道上移动,当模腔摆渡车进入到两个水平轨道一之间后,停止,定位组件定位,然后转动开模车沿着竖直轨道和模腔摆渡车配合,使模腔摆渡车转动一定角度,离开竖直轨道,然后带动模腔摆渡车一起移动,再继续带动模腔摆渡车转动至90度和切割移动车配合,打开开合模组件,将侧板和alc板留在切割移动车上,然后转动开模车带着模具体回到竖直轨道,接着转动开模车复位,模具体继续沿着竖直轨道移动,切割移动车上alc板加工完成后,清洗侧板和模具体,再重新组合成模腔摆渡车。
[0007]
作为优选,所述转动开模车包括车架、两个圆弧架、伺服电机和转动架,所述车架包括两个水平条一、连接两个水平条的连接架所述两个水平条一的底部转动连接有滚轮二,且两个水平条一的左端均设有限位块,所述限位块的左侧面均设有半圆弧槽,所述模具体的前后两侧设有凸起柱,且凸起柱上卡接有配合半圆弧槽的轴承,所述两个圆弧架分别
和两个水平条一的右端连接,圆弧架上设有圆弧槽,圆弧架的边缘设有齿,所述转动架呈凹字型,包括竖直条二、两个水平条二,所述竖直条二穿出两个圆弧架的圆弧槽,所述两个水平条二一端和竖直条二固定连接,另一端和车架铰接,所述伺服电机和前侧的水平条固定连接,且伺服电机的输出轴固定连接有配合圆弧架上齿的齿轮,所述竖直条二上设有开模组件。
[0008]
采用上述技术方案,这样初始时,转动架呈竖直状态,转动架不会影响到转动开模车移动,转动开模车移动,使模腔摆渡车进入到两个水平条一之间,同时模具体上的两个轴承嵌入两个水平条一上的限位块,然后开模组件和六角块配合,然后伺服电机转动,使转动架转动到水平状态,然后伺服电机转动,使转动架转动,但不完全恢复到竖直状态,因为转动块一已经套入六角块,所以同时也会带动模腔摆渡车转动,使模腔摆渡车离开竖直轨道,然后转动开模车带着模腔摆渡车一起移动。
[0009]
作为优选,所述开合模组件包括两个转动杆、两个卡条,所述模具体的底面设有三个竖直的条形块,所述两个转动杆穿过条形块,且和条形块转动连接,所述两个转动杆远离侧板的一端设有六角块,所述两个卡条和两个转动杆靠近侧板的一端固定连接。
[0010]
采用上述技术方案,当侧板、模具体需要配合时,两个卡条在侧板的外侧,卡住侧板,当需要开模时,将整个模腔摆渡车转动90度,使侧板处于下方,然后转动转动杆,使卡条离开侧面,开模,然后抽出模具体,使alc板留在侧板上。
[0011]
作为优选,所述开模组件共有两组,每组开模组件包括步进电机二、连接板、气缸,所述连接板和竖直条二滑动连接,所述气缸的伸缩杆和连接板固定连接,所述步进电机二和连接板固定连接,且步进电机二的转动杆固定连接有转动块一,所述转动块一上设有配合六角块的六角形槽。
[0012]
采用上述技术方案,气缸使转动块一远离模腔摆渡车,这样转动过程中,转动块一不会和六角块抵触,转动架转动到水平状态后,气缸带动转动块一移动,套入六角块,。
[0013]
作为优选,所述竖直轨道和水平轨道一相交,且竖直轨道和水平轨道一的截面都呈凹字形,所述滚轮一、滚轮二设有一圈环形凸起。
[0014]
采用上述技术方案,这样环形凸起嵌入轨道,并且依靠环形凸起和轨道接触来承重,这样一开始,转动开模车在竖直轨道左侧,当模腔摆渡车浇注完成并拔纤后,沿着竖直轨道移动,等模腔摆渡车移动到水平轨道一中间后,暂停,转动开模车移动,对模腔摆渡车进行转动开模。
[0015]
作为优选,所述切割移动车顶面设有三个凸起,且三个凸起的顶面设有一段定位柱,所述侧板设有配合定位柱的插口。
[0016]
采用上述技术方案,转动开模车带着模腔摆渡车一起移动到左侧后,伺服电机继续转动,使转动架恢复到竖直状态,这样也就带着模腔摆渡车转动90度,使侧板放置到切割移动车上,并且定位柱和插口配合,使得后续切割移动车移动过程中,侧板保持稳定,且侧板放置到切割移动车上时,两个卡条刚好在凸起之间,控制好凸起之间的间距,不影响卡条转动。
[0017]
作为优选,所述定位组件包括步进电机一、转动块二、卡块,所述定位组件包括步进电机一、转动块二、卡块,所述转动块一和步进电机一的输出轴固定连接,所述卡块设有配合转动块二的卡槽。
[0018]
采用上述技术方案,模腔摆渡车、切割移动车停止时更稳定。
附图说明
[0019]
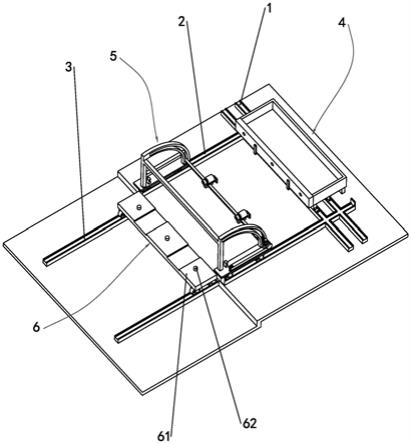
图1为实施例结构示意图;图2为实施例模腔摆渡车示意图;图3为实施例模腔摆渡车另一视角示意图;图4为实施例转动开模车示意图;图5为实施例切割移动车示意图。
[0020]
附图标记:1、竖直轨道;2、水平轨道一;3、水平轨道二;4、模腔摆渡车;41、侧板;42、模具体;421、轴承;43、滚轮一;44、转动杆;45、卡条;46、六角块;5、转动开模车;51、圆弧架;52、转动架;53、水平条一;531、限位块;54、连接架;55、伺服电机;56、气缸;57、连接板;58、步进电机二;59、转动块一;6、切割移动车;61、凸起;62、定位柱;7、定位组件;71、步进电机一;72、卡块;73、转动块二。
具体实施方式
[0021]
以下所述仅是本发明的优选实施方式,保护范围并不仅局限于该实施例,凡属于本发明思路下的技术方案应当属于本发明的保护范围。同时应当指出,对于本技术领域的普通技术人员而言,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
[0022]
如图1到图5所示,一种alc板材翻转开模装置,包括竖直轨道1、水平轨道二3、水平轨道一2、模腔摆渡车4、切割移动车6、转动开模车5,竖直轨道1、水平轨道二3、水平轨道一2都有两根轨道组成,为了方便表示,图中竖直轨道1、水平轨道二3、水平轨道一2都只示出了一部分,其中竖直轨道1在水平轨道二3右侧,水平轨道一2在竖直轨道1、水平轨道二3之间,并且水平轨道一2和竖直轨道1相交,模腔摆渡车4在竖直轨道1上移动,模腔摆渡车4的底部设有滚轮一43,转动开模车5在水平轨道一2上移动,转动开模车5的底部设有滚轮二,竖直轨道1和水平轨道一2的截面都呈凹字形,滚轮一43、滚轮二设有一圈环形凸起61,这样环形凸起61嵌入轨道,并且依靠环形凸起61和轨道接触来承重,这样一开始,转动开模车5在竖直轨道1左侧,当模腔摆渡车4浇注完成并拔纤后,沿着竖直轨道1移动,等模腔摆渡车4移动到水平轨道一2中间后,暂停,转动开模车5移动,对模腔摆渡车4进行转动开模。
[0023]
模腔摆渡车4包括侧板41、模具体42和开合模组件,其中侧板41挡住模具体42的左侧开口,两者通过开合模组件结合后,形成一个顶面开口的盒体,将搅拌好的原料注入盒体(按照工序,还需要先在盒体上架上外框,外框连接有纤条,纤条连接有钢筋弯折焊接组成的稳定框架,浇注完成后,拔纤,拔出外框和纤条,稳定框架在浇注好的alc板中),开合模组件包括两个转动杆44、两个卡条45,模具体42的底面设有三个竖直的条形块,两个转动杆44穿过条形块,且和条形块转动连接,上述的滚轮一43也设置在模具体42的底面,两个转动杆44远离侧板41的一端设有六角块46,两个卡条45和两个转动杆44靠近侧板41的一端固定连接,当侧板41、模具体42需要配合时,两个卡条45在侧板41的外侧,卡住侧板41,当需要开模时,将整个模腔摆渡车4转动90度,使侧板41处于下方,然后转动转动杆44,使卡条45离开侧面,开模,然后抽出模具体42,使alc板留在侧板41上。
[0024]
转动开模车5包括车架、两个圆弧架51、伺服电机55和转动架52,车架包括凹字形的连接架54、两个水平条一53,两个水平条一53的底部转动连接有滚轮二,且两个水平条一53的左端均设有限位块531,限位块531的左侧面均设有半圆弧槽,模具体42的前后两侧设有凸起61柱,且凸起61柱上卡接有配合半圆弧槽的轴承421,两个圆弧架51分别和两个水平条一53的右端焊接固定,且两个圆弧架51的另一端和连接架54焊接固定,圆弧架51上设有圆弧槽,转动架52呈凹字型,包括竖直条二、两个水平条二,并且竖直条二的两端穿出两个圆弧槽,两个水平条二在两个圆弧架51的外侧,并且两个水平条二一端和竖直条二固定连接,另一端和车架铰接,并且在铰接点和圆弧槽对应的圆心重合,其中一个圆弧架51的边缘设有齿,竖直条二相应的一端固定连接有伺服电机55,伺服电机55的输出轴上固定连接有配合齿的齿轮,这样电机转动,就可以带动转动架52转动。
[0025]
竖直条二上还设有开模组件,开模组件共有两组,每组开模组件包括步进电机二58、连接板57、气缸56,连接板57呈l型,处于竖直条二上方,且和竖直条二滑动连接,气缸56和竖直条二的底面固定连接,且气缸56的伸缩杆和连接板57固定连接,步进电机二58和连接板57固定连接,且步进电机二58的转动杆44固定连接有转动块一59,转动块一59上设有配合六角块46的六角形槽。
[0026]
这样初始时,转动架52呈竖直状态,转动架52不会影响到转动开模车5移动,转动开模车5移动,使模腔摆渡车4进入到两个水平条一53之间,同时模具体42上的两个轴承421嵌入两个水平条一53上的限位块531,然后伺服电机55转动,使转动架52转动到水平状态,气缸56使转动块一59远离模腔摆渡车4,这样转动过程中,转动块一59不会和六角块46抵触,转动架52转动到水平状态后,气缸56带动转动块一59移动,套入六角块46,然后伺服电机55转动,使转动架52转动,但不完全恢复到竖直状态,因为转动块一59已经套入六角块46,所以同时也会带动模腔摆渡车4转动,使模腔摆渡车4离开竖直轨道1,然后转动开模车5带着模腔摆渡车4一起移动。
[0027]
切割移动车6处于水平轨道二3,水平轨道二3的高度低于水平轨道一2和竖直轨道1,切割移动车6顶面设有三个凸起61,且三个凸起61的顶面设有一段定位柱62,侧板41设有配合定位柱62的插口,转动开模车5带着模腔摆渡车4一起移动到左侧后,伺服电机55继续转动,使转动架52恢复到竖直状态,这样也就带着模腔摆渡车4转动90度,使侧板41放置到切割移动车6上,并且定位柱62和插口配合,使得后续切割移动车6移动过程中,侧板41保持稳定,且侧板41放置到切割移动车6上时,两个卡条45刚好在凸起61之间,控制好凸起61之间的间距,不影响卡条45转动,然后步进电机二58带动转动块一59转动,带动卡条45转动,使得侧板41和模具体42分开,浇注的alc板留在侧板41上,切割移动车6带动侧板41和alc板移动,进入下一步工序,然后转动开模车5带动模具体42右移,伺服电机55将模具体42复位到水平状态,模具体42和竖直轨道1重新配合,然后气缸56使转动块一59和六角块46分离,伺服电机55使转动架52恢复到竖直状态,转动开模车5左移复位,模具体42前移,完成一个alc板的工序,后续alc板的工序完成后,侧板41和模具体42分别清洗后,重新组装成模腔摆渡车4。
[0028]
上述的模腔摆渡车4、切割移动车6为了停止时的稳定,均设有定位组件7,定位组件7包括步进电机一71、转动块二73、卡块72,转动块一59和步进电机一71的输出轴固定连接,卡块72设在地面的合适位置上,卡块72设有配合卡柱的卡槽二。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1