一种用于机器人的铁塔角钢的参数化切割方法与流程
[0001]
本发明涉及机器人角钢切割技术领域,特别涉及一种用于机器人的铁塔角钢的参数化切割方法。
背景技术:
[0002]
角钢是特高压电力角钢铁的连接件,对电力铁塔起到支撑、连接的作用。角钢有许多不同的规格,根据需求的不同,角钢的形状也有较大的差异,这些差异和变化为自动化角钢切割的设计带来了较大的难题。目前应用于角钢的切割设备大多比较单一,只能对同一种规格的角钢进行切割,当需要对切割不同规格的角钢时就需要更换设备或重新对需要切割的角钢进行反复的示教编程,非常繁琐且不便于操作,不利于提高生产力。
技术实现要素:
[0003]
本发明的目的是克服上述背景技术中不足,提供一种用于机器人的铁塔角钢的参数化切割方法,主要应用于铁塔角钢部件的切割,通过本方案,在更换切割的角钢规格时,仅需要输入切割的角钢参数及选取对应的切割形式,机器人可以自动生成对应轨迹,从而实现对各种规格,各种形状的角钢进行切割。
[0004]
为了达到上述的技术效果,本发明采取以下技术方案:
[0005]
一种用于机器人的用于机器人的铁塔角钢的参数化切割方法,包括以下步骤:
[0006]
a.根据需要的切割形式选取对应的角钢切割形式;
[0007]
b.根据选取的角钢切割形式,录入对应的角钢参数;
[0008]
c.根据角钢模板,建立机器人角钢坐标系,进行角钢模板示教,得出角钢模板上的各标定点的示教坐标;
[0009]
d.根据角钢参数及角钢切割形式,计算与标定点对应的实际切割点的坐标并得出切割轨迹;
[0010]
e.根据切割轨迹进行切割;
[0011]
本发明的方案中,将角钢的所有切割形式的切割轨迹均定义为由有限个切割点构成,则在变换切割形式或角钢规格发生改变时,用户仅需选择需要的切割形式样本及录入该样本需要的对应的角钢参数,机器人即可实现自动计算各切割点的坐标,从而确定各切割点的位置并得出最终的切割轨迹,不需如现有的机器人切割方式一样进行反复的切割示教,使得机器人切割角钢的实现更加简单且便于操作,实现了角钢切割的自动化和智能化。
[0012]
进一步地,所述步骤c中建立机器人角钢坐标系的方法如下:
[0013]
选取角钢模板的一个截面,在该截面以角钢两个内侧面交线的一点为原点,两个内侧面的边线以原点为起始点时的延伸方向分别为x方向和y方向,与角钢的送料方向相反的方向为z方向。
[0014]
进一步地,所述角钢模板上的标定点的个数为奇数,且位于中位数的标定点即所述角钢坐标系的原点。
[0015]
进一步地,所述角钢模板上的标定点的个数为7或9,具体数值也可根据具体的切割形式进行适当的增加或减少。
[0016]
进一步地,所述角钢切割形式分为单一切割形式和组合切割形式,所述单一切割形式即切割轨迹中最多包括1个切割拐点,所述组合切割形式即切割轨迹中至少包括2个切割拐点,所述切割拐点即切割轨迹的变化点,即在角钢上切割出的缺角的起始点。
[0017]
进一步地,所述角钢参数至少包括角钢板长、角钢的板厚、单一切割形式的角钢的缺角开始点或结束点、单一切割形式的角钢的原点在z方向的偏移量、组合切割形式的角钢的缺角开始点或结束点、组合切割形式的角钢的原点在z方向的偏移量;当步骤b中选取的角钢切割形式为单一切割形式时,则涉及需要录入的角钢参数则包括角钢板长、角钢的板厚、单一切割形式的角钢的缺角开始点或结束点、单一切割形式的角钢的原点在z方向的偏移量;当选取的角钢切割形式为组合切割形式时,则涉及需要录入的角钢参数则包括角钢板长、角钢的板厚、组合切割形式的角钢的缺角开始点或结束点、组合切割形式的角钢的原点在z方向的偏移量。
[0018]
进一步地,所述角钢参数还包括切割起点补偿、切割结束点补偿、角钢的切割过渡的r角大小。
[0019]
进一步地,所述计算与标定点对应的实际切割点的坐标的方法为:将各标定点投影到用户坐标平面;根据选取的角钢切割形式及录入的角钢参数,基于三角函数及相似三角形定理以及空间几何定理,分别计算各实际切割点的坐标;所述实际切割点的连线即构成所述切割轨迹;当将标定点投影到用户坐标平面后,根据选取的角钢切割形式及录入的角钢参数即可计算与各标定点对应的实际切割点的坐标,其中,切割点的坐标可根据录入的角钢参数并结合其角钢切割形式在用户坐标平面的投影结合相应的数学原理进行计算,具体计算方式为现有技术,此处不再赘述。
[0020]
进一步地,在机器人的控制系统中预设有板厚与切割电流、切割速度的关系对照表,进行切割时还包括以下操作:读取板厚数据,并依据预设的关系对照表分别进行切割电流及切割速度的自适应调节,即实现了焊割参数的智能匹配,降低了使用的难度,用户更换工件后不需要再去调节焊割参数,使用起来更加的快捷有效。
[0021]
进一步地,机器人的控制系统与外部设备通讯连接,所述切割轨迹可由外部设备进行修改,支持与外部设备通讯来进行角钢切割参数的修调,增大了方案的兼容性,同时也方便客户对多台设备做集中式的管理与监控。
[0022]
本发明与现有技术相比,具有以下的有益效果:
[0023]
本发明的用于机器人的铁塔角钢的参数化切割方法,将角钢的所有切割形式的切割轨迹均定义为由有限个切割点表示,则在变换切割形式或角钢规格发生改变时,用户仅需选择需要的切割形式样本及录入该样本需要的对应的角钢参数,机器人即可实现自动计算各切割点的坐标,从而确定各切割点的位置并得出最终的切割轨迹,不需如现有的机器人切割方式一样进行反复的切割示教,使得机器人切割角钢的实现更加简单且便于操作,实现了角钢切割的自动化和智能化;同时,还可实现根据工件板厚自动调节焊割的速度和焊割电流,达到自适应、免示教焊割的目的,大大提高了角钢切割行业的自动化程度,降低了使用难度,提高了生产的效率,且还可拓展支持与外部设备通讯来进行角钢切割参数的修调,增大了方案的兼容性,同时也方便客户对多台设备做集中式的管理与监控。
附图说明
[0024]
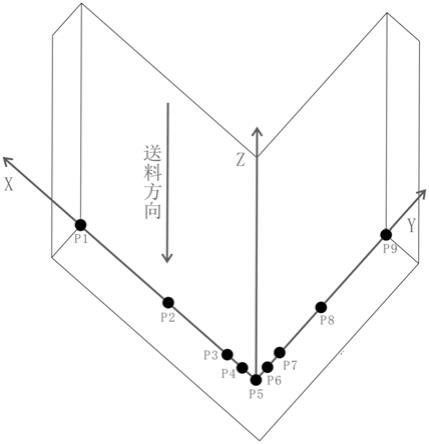
图1是本发明的一个实施例中建立的机器人角钢坐标系的示意图。
[0025]
图2是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0026]
图3是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0027]
图4是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0028]
图5是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0029]
图6是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0030]
图7是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0031]
图8是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0032]
图9是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0033]
图10是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0034]
图11是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0035]
图12是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0036]
图13是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0037]
图14是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0038]
图15是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0039]
图16是本发明的一个实施例中供用户选择的一种角钢切割形式示意图。
[0040]
图17是本发明的一个实施例中用户选择的一种角钢切割形式示意图。
具体实施方式
[0041]
下面结合本发明的实施例对本发明作进一步的阐述和说明。
[0042]
实施例:
[0043]
实施例一:
[0044]
一种用于机器人的用于机器人的铁塔角钢的参数化切割方法,通过将角钢的所有切割形式的切割轨迹均定义为由有限个切割点表示,则在变换切割形式或角钢规格发生改变时,用户仅需选择需要的切割形式样本及录入该样本需要的对应的角钢参数,机器人即可实现自动计算各切割点的坐标,从而确定各切割点的位置并得出最终的切割轨迹。
[0045]
具体包括以下步骤:
[0046]
步骤1.根据需要的切割形式选取对应的角钢切割形式。
[0047]
所述角钢切割形式分为单一切割形式和组合切割形式,所述单一切割形式即切割轨迹中最多包括1个切割拐点,所述组合切割形式即切割轨迹中至少包括2个切割拐点,所述切割拐点即切割轨迹的变化点,即在角钢上切割出的缺角的起始点。
[0048]
如图2至图17所示为本实施例中根据用户的实际需求为用户提供的16种常见的角钢切割形式,其中,9种为单一切割形式由字母a-i表示,且包含一种基础切割形式即字母i所表示的切割形式,其余6种为组合切割形式,本实施例中的组合切割形式是由两种单一切割形式组合而成,分别用字母ab、ad、bc、ef、eh、fg表示,且该字母组合也代表了其具体由哪两种单一切割形式组合而成,如ab代表的组合切割形式即由单一切割形式a及单一切割形式b组合而成的。
[0049]
其中,单一形式的a-h中又根据切割缺角所在位置分为过背形式和不过背形式,a、
b、e、f为不过背形式,c、d、g、h为过背形式,且本质上,上述切割形式相互是存在一定的对称关系的,如a和e、b和f、c和g、d和h均为基于相应的轴线轴对称。
[0050]
在进行切割前,用户仅需参照其需要的切割形式进行选取即可,为了便于说明,本申请中用户具体是选取字母g代表的切割形式。
[0051]
步骤2.根据选取的角钢切割形式,录入对应的角钢参数。
[0052]
具体的,本实施例中定义了的角钢参数如下表所示:
[0053]
参数号具体说明d1角钢的单边板长度d2角钢材料的厚度d3单一切割形式的角钢的缺角开始点/结束点d4单一切割形式的角钢的缺角结束点/开始点d5单一形式角钢的原点在z方向的偏移量d6组合切割形式的角钢的缺角结束点/开始点d7切割起点补偿d8切割结束点补偿d9组合切割形式的角钢的原点在z方向的偏移量r角钢的切割过渡的r角大小
[0054]
其中,d1、d2参数为必填参数,其余参数根据用户选择的切割形式而定是否需要,如切割形式a、b、e、f则对应至少需要录入参数d1、d2、d3、d4,切割形式c、d、g、h则对应至少需要录入参数d1、d2、d3、d4、d5,切割形式ab、ad、bc、ef、eh、fg则对应至少需要录入参数d1、d2、d3、d4、d5、d6。
[0055]
同时,需要说明的是,不同的切割形式其对应的参数是有对应的限制条件的,如切割形式a、b、e、f的限制条件为0<d3≤d1,切割形式c、d、g、h的限制条件为0<d3≤(1/2)d1,切割形式ab、切割形式ef的限制条件为0<d3≤d1,0<d5≤d1;切割形式ad、bc、eh及切割形式fg的限制条件为0<d3≤d1,0<d5≤(1/2)d1,d3+d5<d1。
[0056]
本实施例中,用户选择的切割形式g,对应录入了参数d1、d2、d3、d4、d5。
[0057]
步骤3.根据角钢模板,建立机器人角钢坐标系,进行角钢模板示教,得出角钢模板上的各标定点的示教坐标。
[0058]
具体建立机器人角钢坐标系时是选取角钢模板的一个截面,如图1所示,在该截面以角钢两个内侧面交线的一点为原点,两个内侧面的边线以原点为起始点时的延伸方向分别为x方向和y方向,与角钢的送料方向相反的方向为z方向。
[0059]
同时,本实施例中,根据可能的切割形式具体设定了9个标定点包括p1至p9,具体的,本实施例中设定p1至p9的位置的原理为:
[0060]
p5点即位于x、y与z轴的交点或在z轴方向的延长线上,p1点至p5点的直线距离即表示角钢的单边板长度即d1,p2点位于p1点与p5点的中间点附近,p3点位于p2点与p5点的中间点附近,p4点位于p3点与p5点的中间点附近,同理,p9点至p5点的直线距离即表示角钢的单边板长度,p8点位于p9点与p5点的中间点附近,p7点位于p8点与p5点的中间点附近,p6点位于p7点与p5点的中间点附近。其中,具体的切割轨迹是依次由p1点至p9点的构成的连线,即p1点是切割起始点,p9点为切割结束点。
[0061]
具体的,建立机器人角钢坐标系进行角钢模板示教后即可得出角钢模板上的各标定点的示教坐标,如本实施例中得到的标定点的示教坐标分别为:p1(p1x’,p1y’,p1z’)、p2(p2x’,p2y’,p2z’)、p3(p3x’,p3y’,p3z’)、p4(p4x’,p4y’,p4z’)、p5(p5x’,p5y’,p5z’)、p6(p6x’,p6y’,p6z’)、p7(p7x’,p7y’,p7z’)、p8(p8x’,p8y’,p8z’)、p9(p9x’,p9y’,p9z’)。
[0062]
步骤4.根据角钢参数及角钢切割形式,计算与标定点对应的实际切割点的坐标并得出切割轨迹。
[0063]
所述计算与标定点对应的实际切割点的坐标的方法为:将各标定点投影到用户坐标平面(具体坐标转换为现有技术此处不再赘述);根据选取的角钢切割形式及录入的角钢参数,基于三角函数及相似三角形定理以及空间几何定理,分别计算各实际切割点的坐标;所述实际切割点的连线即构成所述切割轨迹;当将标定点投影到用户坐标平面后,根据选取的角钢切割形式及录入的角钢参数即可计算与各标定点对应的实际切割点的坐标,其中,切割点的坐标可根据录入的角钢参数并结合其角钢切割形式在用户坐标平面的投影结合相应的数学原理进行计算。
[0064]
如本实施例中用户选取的是切割形式g,将其投影到用户坐标平面后即如图17所示,此处需要说明的是,在本发明的方案中,切割拐点的确定方案为根据所选取的切割形式及输入的参数即可大致确定切割拐点所在位置,若切割拐点落在2个标定点之间,则将后一个标定点作为切割拐点,如若落在p1与p2之间,则将p2作为切割拐点,本实施例中,切割拐点即落在p1与p2之间,且具体将p2作为切割拐点。具体的,本实施例中,用户录入的参数包括d1、d2、d3、d4、d5,则可知,在机器人角钢坐标系中,p1点至p9点的坐标具体如下:
[0065]
若具体求得的实际切割点p1点至p9点的坐标分别表示为:p1(p1x,p1y,p1z)、p2(p2x,p2y,p2z)、p3(p3x,p3y,p3z)、p4(p4x,p4y,p4z)、p5(p5x,p5y,p5z)、p6(p6x,p6y,p6z)、p7(p7x,p7y,p7z)、p8(p8x,p8y,p8z)、p9(p9x,p9y,p9z),则:
[0066]
p1x=d1,p1y=d2,p1z=0;
[0067]
p2x=d3,p2y=d2,p2z=0;
[0068]
p3x=p3x’,p3y=d2,p3z=[(d3-p3x’)/d3]*d5;
[0069]
p4x=p4x’,p4y=d2,p4z=[(d4-p4x’)/d4]*d5;
[0070]
p5x=p5y=d2,p5z=d5;
[0071]
p6x=d2,p6y=p6y’,p6z=[(d1-p6y’)/d1]*(d4-d5)+d5;
[0072]
p7x=d2,p7y=p7y’,p7z=[(d1-p7y’)/d1]*(d4-d5)+d5;
[0073]
p8x=d2,p8y=p8y’,p8z=[(d1-p8y’)/d1]*(d4-d5)+d5;
[0074]
p9x=d2,p9y=d1,p9z=d4。
[0075]
在上述具体计算过程中可知,在如切割形式g所展示的切割轨迹中,点p2与点p5之间的任一点的位置均可由下述计算方式(计算方式1)确定,如p2与点p5之间的任一点pm(pmx,pmy,pmz),若其示教坐标为pm(pmx’,pmy’,pmz’),则可知其坐标可表示如下:
[0076]
pmx=pmx’,pmy=d2,pmz=[(d3-pmx’)/d3]*d5计算方式1;
[0077]
对应的,点p5与点p9之间的任一点的位置均可由下述计算方式(计算方式2)确定,如p5与点p9之间的任一点pn(pnx,pny,pnz),若其示教坐标为pn(pnx’,pny’,pnz’),则可知其坐标可表示如下:
[0078]
pnx=d2,pny=pny’,pnz=[(d1-pny’)/d1]*(d4-d5)+d5计算方式2。
[0079]
具体的,本实施例中是以g形式对应的各切割点的坐标的计算为例,其他形式的切割点的坐标的计算原理与之相同,具体是相应数学原理的应用,此处不再赘述。
[0080]
步骤5.根据切割轨迹进行切割。点p1至p9所构成的轨迹即为需要的切割轨迹。
[0081]
作为优选,本实施例中,在机器人的控制系统中预设有板厚与切割电流、切割速度的关系对照表,具体对照关系如下表所示:
[0082]
板厚(单位mm)焊割电流(单位a)直线段焊割速度圆弧段焊割速度1210015mm/s8mm/s1411012mm/s6mm/s1612010mm/s5mm/s
[0083]
则进行切割时还包括以下操作:读取板厚数据,并依据预设的关系对照表分别进行切割电流及切割速度的自适应调节,即实现了焊割参数的智能匹配,降低了使用的难度,用户更换工件后不需要再去调节焊割参数,使用起来更加的快捷有效。
[0084]
作为优选,本实施例中的机器人的控制系统与外部设备通讯连接,具体通讯方式为mudbus,所述切割轨迹可由外部设备进行修改,即可通过mudbus通讯来写入数据到机器达到修改切割轨迹的目的人,支持与外部设备通讯来进行角钢切割参数的修调,增大了方案的兼容性,同时也方便客户对多台设备做集中式的管理与监控。
[0085]
本发明的方案中,将角钢的所有切割形式的切割轨迹均定义为由有限个切割点构成,则在变换切割形式或角钢规格发生改变时,用户仅需选择需要的切割形式样本及录入该样本需要的对应的角钢参数,机器人即可实现自动计算各切割点的坐标,从而确定各切割点的位置并得出最终的切割轨迹,不需如现有的机器人切割方式一样进行反复的切割示教,使得机器人切割角钢的实现更加简单且便于操作,实现了角钢切割的自动化和智能化。
[0086]
可以理解的是,以上实施方式仅仅是为了说明本发明的原理而采用的示例性实施方式,然而本发明并不局限于此。对于本领域内的普通技术人员而言,在不脱离本发明的精神和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1