微径锣刀的制作方法
1.本实用新型属于电子产品加工装备技术领域,尤其是指一种微径锣刀。
背景技术:
2.随着人们生活水平的不断提高,mp3、mp4、平板电脑、手机等移动终端的使用普及率得到提高。而生产制造这些移动终端可能需要使用到软硬结合板。
3.软硬结合板因其兼具刚性电路板和柔性电路板的优点而更受青睐。软硬结合板由刚性电路板和柔性电路板压制而成,成品包括刚性部分和柔性部分,刚性部分是用于满足需要一定承载力的电性部件的要求,而柔性部分则是用于满足需要活动或弯折的电性部件的要求。
4.目前的生产技术中,常规工艺是使用激光切割的方式,来制作软硬结合板的硬板开内槽技术,然而,使用激光切割的时候,其深浅度难以把控;且使用激光切割软硬结合板,只能使用单个或两个激光头进行处理。
技术实现要素:
5.本实用新型所要解决的技术问题是:提供一种微径锣刀,更好地处理软硬结合板的硬板开内槽。
6.为了解决上述技术问题,本实用新型采用的技术方案为:一种微径锣刀,包括:
7.刀具夹持柄,用于与相应的削切刀座配合;
8.刀具刃部,所述刀具刃部的根部端连接于所述刀具夹持柄,所述刀具刃部的另一端设有刀刃;其中,所述刀刃的直径为0.15~0.35mm,刃长大于或等于 0.2mm,且所述刀刃的刃长小于或等于0.5mm。
9.其中,所述刀具夹持柄呈圆柱状,所述刀具夹持柄的外径为3.175mm。
10.进一步地,所述刀刃的刃部外径沿所述刀具刃部的中心轴,从所述刀具刃部的根部端逐步缩减。
11.进一步地,所述刀刃绕所述刀具刃部的中心轴线呈螺旋状设置。
12.进一步地,所述螺旋状为顺时针螺旋或者逆时针螺旋。
13.可选地,所述根部端与所述刀具夹持柄之间设有锥状过渡段。
14.进一步地,所述刀刃为两个,两个所述刀刃平行分布。
15.其中,所述刀具夹持柄设有辅助装夹部,所述辅助装夹部靠近所述锥状过渡段设置,且套设于所述刀具夹持柄。
16.本实用新型的有益效果在于:本实用新型中的刀刃具有容易把控的优势,因此,所切割的深度、宽度及形状均有所保证,其具有较高的稳定性,且精度较高,切割的深浅度及宽度均有所保证;而且这一尺寸的多个刀具可以协同工作,高效地切割软硬结合板中的硬板部分。更不会因为激光切割的使用,导致软硬结合板的硬板开槽出现深浅不一及碳化的情况。
附图说明
17.下面结合附图详述本实用新型的具体结构
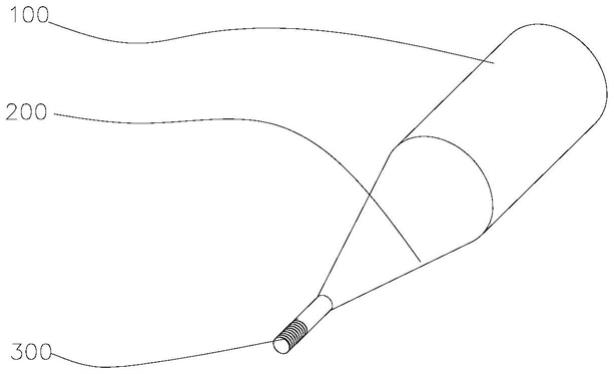
18.图1为本实用新型的第一实施例的微径锣刀整体结构图;
19.图2为本实用新型的第一实施例的微径锣刀侧视图;
20.图3为本实用新型的某一实施例的刀具刃部的放大图;
21.图4为本实用新型的另一实施例的刀具刃部的放大图;
22.图5为本实用新型的第二实施例的微径锣刀整体结构图;
23.100-刀具夹持柄;200-锥状过渡段;300-刀具刃部;400-辅助装夹部。
具体实施方式
24.为详细说明本实用新型的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
25.请参阅图1及图2,图1为本实用新型的第一实施例的微径锣刀整体结构图;图2为本实用新型的第一实施例的微径锣刀侧视图。
26.本技术第一实施例提供一种微径锣刀,包括:
27.刀具夹持柄100,用于与相应的削切刀座配合;
28.刀具刃部300,所述刀具刃部300的根部端连接于所述刀具夹持柄100,所述刀具刃部300的另一端设有刀刃;其中,所述刀刃的直径为0.15~0.35mm,刀刃的刃长大于或等于0.2mm,且所述刀刃的刃长小于或等于0.5mm。
29.本技术的优势在于,通过本实用新型中的刀刃具有容易把控的优势,因此,切割出的深度、宽度及形状均有所保证,具有较高的稳定性,保证其精度;而且这一尺寸的多个刀具可以协同工作,高效地切割软硬结合板中的硬板部分。更不会因为激光的使用,导致软硬结合板的硬板开槽出现深浅不一及碳化的情况。
30.需要了解的是,根据实验数据,使用现有的激光切割技术,如使用单个的激光头,处理一块软硬结合板需要150s;而使用本实用新型的一个切削刀具,处理一个软硬结合板需要240s。由于本实用新型的刀具处于具有特定的尺寸,因此可以将多个切削刀具协同工作,以获得较高的处理效率。而根据6个切削刀具协同工作的实验数据,其工作效率是约为使用单个激光头的3.75倍。
31.其中,所述刀具夹持柄100呈圆柱状,所述刀具夹持柄的外径为3.175mm。在与上述尺寸的刀刃相配合时,若刀具夹持柄的外径d=3.175mm,即可以较为准确地控制削切刀具。此外,这一规格的刀具夹持柄,有利于多个切削刀具协同工作。
32.进一步地,所述刀刃的刃部外径沿所述刀具刃部的中心轴,从所述刀具刃部300的根部端,逐步缩减。由此,远离刀具刃部300的根部端的刀刃会先切割硬板,而在进一步切割时,靠近刀具刃部300的根部端的刀刃会参与到削切工作中,此时就直接形成了一个特定的开口,保证了电路主板的产品良率。此外,刃部的中心轴的顶端会形成一个端点,刀具可以使用这一端点来定位,以更精确地切割。
33.进一步地,请参阅图3及图4;图3为本实用新型的某一实施例的刀具刃部 300的放大图,图4为本实用新型的另一实施例的刀具刃部300的放大图。所述刀刃绕所述刀具刃部的中心轴线呈螺旋状设置。由此,同一平面刀刃的各部分之间就产生了一定的空间,从而保
证切割的力度及效率。而且,刀刃呈螺旋状且刃部外径沿所述刀具刃部中心轴递减,可以形成斜面,进一步加强切割地力度,并可以保证切割效率。
34.可选地,所述螺旋状为顺时针螺旋或者逆时针螺旋。由此,降低了加工难度,且同一平面刀刃的各部分之间的间隔接近定值。具体的,中心轴线的螺旋方向为顺时针方向,则切削刀具的切削转动方向为逆时针方向。这样,在对板料进行切削加工的过程中,切削所产生的切屑在进入相邻两个切削刃之间的排屑槽之后,向心力相对较小,切屑会沿着排屑槽向下排出,由此保证切削的质量。相对应的,中心轴线的螺旋方向为逆时针方向,则切削刀具的切削转动方向为顺时针方向;二者所取得的效果相同。
35.其中,所述根部端与所述刀具夹持柄100之间设有锥状过渡段200。由此,刀具夹持柄100与刀具刃部300具有受力的过度结构,削切的力不容易损坏刀具,而且降低切削刀具的刀具刃部制造难度。
36.可选地,所述刀刃为两个,两个所述刀刃平行分布。由此,可以进一步加强削切的效率,且不会影响到单个刀刃的削切。进一步地,刀具刃部具有至少三个刀刃,例如刀刃的数量为3个、4个、5个、6个等等。各个切削刃之间平行设置,各个刀刃分别绕所述刀具刃部的中心轴线呈螺旋设置,或者各个刀刃也可以相对于刀具刃部的中心轴线平行延伸设置。
37.请参阅图5,图5为本实用新型的第二实施例的微径锣刀整体结构图。本实施例中,所述刀具夹持柄100设有辅助装夹部400,所述辅助装夹部400靠近所述锥状过渡段200设置,且套设于所述刀具夹持柄100。
38.由此,刀具夹持柄100通过辅助装夹部400的协助稳定连接在切削机床的切削刀座上,然后启动切削机床驱动该切削刀具转动以进行切削加工。微径锣刀,也可称为成型铣刀。
39.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1