一种遮光片制备工艺的制作方法
1.本技术涉及遮光片生产技术领域,尤其是涉及一种遮光片制备工艺。
背景技术:
2.在镜头与显示屏中均会应用到遮光片,以利用遮光片上的遮光层对镜头边缘或显示屏边缘的缝隙处光线进行遮挡,降低镜头或显示屏出现漏光的可能,从而保持良好的镜头拍摄质量或显示屏显示质量。
3.相关技术中,遮光片主要包括透光基片与粘接于透光基片上用于与缝隙位置相适配的遮光胶框;其中,透光基片通常为透光膜,且透光膜设置为与镜头或显示屏相适配的尺寸;遮光胶框呈框体状,且遮光胶框为不透光材质,作为遮光层对光线进行遮挡。
4.在遮光片的生产过程中,主要包括以下步骤:1、将遮光胶材粘接于基材料带上;2、由基材料带携带遮光胶输送至后续工位;3、自遮光胶材一侧进行第一次冲切去废,半断至基材料带,冲切得到遮光胶框的内边线;4、去除遮光胶框内边线以内的废料;5、自遮光胶材一侧进行第二次冲切去废,冲切得到遮光胶框与透光基片的外边线;6、去除废料得到遮光片成品。
5.针对上述中的相关技术,遮光胶框内边线以内的内边余料与外边线以外的外边余料均为废料;其中,通过控制遮光胶框原料的尺寸可减少外边余料的产生量,但内边余料则与需要成型的遮光胶框尺寸相关,遮光胶框尺寸越大,浪费的材料就会越多,存在较大的材料浪费。
技术实现要素:
6.为了便于减少材料的浪费,提高材料利用率,本技术提供一种遮光片制备工艺。
7.本技术提供的一种遮光片制备工艺采用如下的技术方案:一种遮光片制备工艺,包括以下步骤:材料准备,提供基材料带和胶材料带,将胶材料带裁切得到纵向胶材;纵胶铺设,在基材料带上间隔铺设纵向胶材;其中,所述纵向胶材的长度方向垂直于基材料带输送方向,且相邻两条所述纵向胶材之间的间距小于遮光胶框沿基材料带输送方向的两条内边线之间的距离;一次冲切去废,自铺设有纵胶的一侧对纵向胶材进行冲切,去除纵胶废料,得到共用胶条;其中,相邻两条所述共用胶条相对两边沿之间的间距与遮光胶框沿基材料带输送方向的两条内边线之间的距离相适配;横胶铺设,沿基材料带输送方向在基材料带上铺设第一横向胶材和第二横向胶材;其中,所述第一横向胶材的位置对应于遮光胶框沿垂直基材料带输送方向的一端的框边位置,所述第二横向胶材的位置对应于遮光胶框沿垂直基材料带输送方向的另一端的框边位置;二次冲切去废,自铺设有横胶的一侧对第一横向胶材与第二横向胶材进行冲切,
半断至基材料带,去除横胶废料,得到第一横向胶条与第二横向胶条;其中,所述第一横向胶条与第二横向胶条相对两边沿之间的间距与遮光胶框沿垂直基材料带输送方向的两条内边线之间的距离相适配,所述共用胶条的长度适配于第一横向胶条与第二横向胶条的间距;成品成型,对第一横向胶条、第二横向胶条、共用胶条和基材料带进行冲切,去除胶体废料与基材外框废料,得到遮光片成品;其中,第一横向胶条被冲切后得到第一横向框边,第二横向胶条被冲切后得到第二横向框边,共用胶条被冲切后得到两条纵向框边,基材料带被冲切后得到透光基片,处于同一遮光极片所述第一横向框边、第二横向框边和纵向框边围合构成遮光胶框。
8.通过采用上述技术方案,相比于对直接对遮光胶材进行两次冲切,去除内边余料与外边余料得到遮光胶框,本方案在基材料带上铺设纵向胶材、第一横向胶材和第二横向胶材,并逐步冲切得到能够围合成遮光胶框的纵向框边、第一横向框边和第二横向框边,对应去除内边余料与外边余料的即可得到遮光胶框。同时,因遮光胶框是由单独的框边围合形成,从而便于通过控制纵向胶材、第一横向胶材和第二横向胶材的尺寸来减少冲切后内边余料的产生,从而便于减少材料的浪费,达到提升材料利用率的效果。
9.可选的,在一次冲切去废步骤中,纵向胶材经冲切后,得到的所述共用胶条沿自身宽度方向的两侧均具有纵胶废料。
10.通过采用上述技术方案,纵向胶材铺设至基材料带上的位置可能存在一定的位置偏移,本方案可以将纵向胶材的宽度设置为大于共用胶条的宽度,再通过冲切得到处于基材料带预设位置且具有设计尺寸的共用胶条,相比于仅冲切去除共用胶条一侧的废料,冲切去除共用胶条两侧的废料可以更好的控制冲切后共用胶条的位置与尺寸。相应的,共用胶条与纵胶废料之间的冲切线也可构成遮光片成品中遮光胶框内边线的一部分,本方案也可使得遮光胶框内边线的尺寸、位置更为精确。
11.可选的,在一次冲切去废步骤中,所述纵向胶材经冲切后得到两条相分离的纵胶废料,所述共用胶条与两条纵胶废料沿基材料带输送方向排布,且所述共用胶条处于两条纵胶废料之间;去除纵胶废料时,采用可升降的废料粘附板将纵胶废料去除;其中,所述废料粘附板能够竖向移动形成去胶位与高于去胶位的闲置位,处于去胶位的所述废料粘附板用于与纵胶废料相粘附。
12.通过采用上述技术方案,用于对胶材进行冲切的刀模通常是基于冲切刀痕来设置,若对纵向胶材冲切得到两条相分离的纵胶废料,仅需在刀模上设置两道相分隔的刀片,这使得刀模的设计与制作都较为方便简易,在一定程度上减少制造成本与维护成本。相应的,令废料粘附板能够竖向移动,可有针对性的对基材料带上的纵胶废料进行去除,而保留基材料带上的共用胶条。
13.可选的,在一次冲切去废步骤中,所述纵向胶材经冲切后得到两条相分离的纵胶废料,所述共用胶条与两条纵胶废料沿基材料带输送方向排布,且所述共用胶条处于两条纵胶废料之间;去除纵胶废料时,采用胶辊将纵胶废料去除;其中,所述胶辊周向形成有内凹区与正常区,所述胶辊的正常区的线速度与基材料带输送速度相适配,且所述胶辊的正常区用于与纵胶废料相粘附。
14.通过采用上述技术方案,相比于驱使废料粘附板竖向移动来有针对性的去除基材
料带上的纵胶废料,本方案中是在胶辊上交替设置内凹区与正常区,再利用正常区与纵胶废料的粘附作用达到对纵胶废料进行去除的目的,整体结构更为简便,且胶辊可以被基材料带的带动而进行转动,减少了驱动源的设置。
15.可选的,在一次冲切去废步骤中,所述纵向胶材经冲切后得到呈闭合框体状的纵胶废料;采用胶辊粘接于纵胶废料沿垂直基材料带输送方向的两端,对纵胶废料进行去除。
16.通过采用上述技术方案,冲切后得到呈闭合框体状的纵胶废料,以使得共用胶条整体处于纵胶废料的内部,即纵胶废料长度方向的两端长于共用胶条的两端,从而可以采用胶辊粘接于纵胶废料的两端达到将纵胶废料自基材料带上去除的目的。
17.可选的,采用胶辊将纵胶废料自基材料带上去除后,在胶辊粘附纵胶废料转动一周内,将纵胶废料自胶辊表面去除。
18.通过采用上述技术方案,及时将胶辊上粘附的纵胶废料自胶辊表面去除,以便胶辊保持对基材料带上纵胶废料良好的去除效果。
19.可选的,在成品成型步骤之前,将承载有第一横向胶条、第二横向胶条和共用胶条的基材料带置于承载膜上;在成品成型步骤中,冲切半断至承载膜,得到置于承载膜上的遮光片成品。
20.通过采用上述技术方案,承载膜的设置可用于对冲切成型的遮光片成品进行承托,以便通过对承载膜进行牵引达到将遮光片成品向前输送的目的。
21.可选的,在成品成型步骤之后,还包括:铺膜收卷,在遮光胶成品上铺设保护膜,收卷为卷材。
22.通过采用上述技术方案,铺设的保护膜与承载膜相配合起到将遮光片成品包覆在内的作用,可起到对遮光片成品良好的防护作用。同时,将被保护膜与承载膜包覆在内的遮光片成品收卷为卷料,便于后续进行堆码与转运。
23.可选的,在材料准备步骤中,提供的胶材料带包括离型底层和粘接于离型底层的双面胶层;对胶材料带进行裁切时,对双面胶层进行切断以形成处于离型底层上的纵向胶材。
24.通过采用上述技术方案,对胶材料带进行裁切时,仅对双面胶层进行切断以形成纵向胶材,离型底层不被切断,以便通过牵引离型底层对裁切形成的纵向胶材进行输送。
25.可选的,在纵胶铺设步骤中,采用纵胶铺设装置将纵向胶材铺设至基材料带上;其中,所述纵胶铺设装置包括与地面相对固定的胶材铺设架、安装于胶材铺设架上的胶材导辊、安装于胶材铺设架上的胶材剥离板、安装于胶材铺设架上的底层牵引辊和设于铺设架体上的基材引导辊;所述胶材剥离板相对于底层牵引辊与胶材导辊处于基材料带输送方向的下游,所述胶材导辊高于胶材剥离板,所述底层牵引辊用于对胶材料带中的离型底层进行收卷牵引;所述基材引导辊处于胶材剥离板的下游,所述基材引导辊用于对被牵引输送基材料带进行引导,且所述基材引导辊的最高点不低于胶材剥离板上表面的最低位。
26.通过采用上述技术方案,在底层牵引辊对离型底层的牵引下,离型底层的输送轨迹经由胶材导辊与胶材剥离板输送至底层牵引辊被底层牵引辊收卷,以使得离型底层的输送轨迹类似于“>”状。为方便表述,将离型底层的运动轨迹分为处于胶材剥离板上侧的上侧轨迹和处于胶材剥离板下侧的下侧轨迹。在离型底层自上侧轨迹转入下侧轨迹的过程中,处于离型底层上的纵向胶材能够与离型底层相分离,且沿着离型底层上侧轨迹的延长
线运动。而在基材引导辊的引导作用下,可使得基材料带的最高位不低于纵向胶材自离型底层分离时的最低位,驱使纵向胶材自离型底层分离后会靠近纵向胶材,即可达到将纵向胶材铺设至基材料带上的目的。整体结构简单便于实施。
27.综上所述,本技术包括以下至少一种有益技术效果:1.在基材料带上铺设纵向胶材、第一横向胶材和第二横向胶材,并逐步冲切得到能够围合成遮光胶框的纵向框边、第一横向框边和第二横向框边,对应去除内边余料与外边余料的即可得到遮光胶框;因遮光胶框是由单独的框边围合形成,从而便于通过控制纵向胶材、第一横向胶材和第二横向胶材的尺寸来减少冲切后内边余料的产生,从而便于减少材料的浪费,达到提升材料利用率的效果;2.采用冲切胶材再去除余料的方式得到遮光胶框内边线,可使得遮光胶框内边线的尺寸、位置更为精确;3.铺设的保护膜与承载膜相配合起到将遮光片成品包覆在内的作用,可起到对遮光片成品良好的防护作用,便于收卷转移。
附图说明
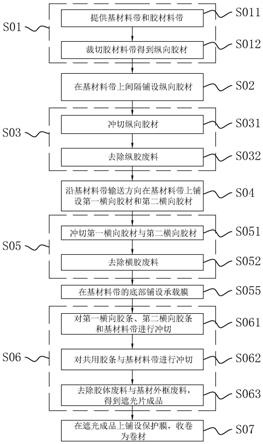
28.图1是本技术实施例1的流程简图。
29.图2是本技术实施例1中纵胶铺设装置的结构示意图。
30.图3是图2中a部分的放大示意图。
31.图4是本技术实施例1中冲切纵向胶材后的示意图。
32.图5是本技术实施例1中冲切横行胶材后的示意图。
33.图6是本技术实施例1中横框冲切与纵框冲切后的示意图。
34.图7是本技术实施例2的流程简图。
35.图8是本技术实施例4的胶辊结构示意图。
36.图9是本技术实施例5中冲切纵向胶材后的示意图。
37.附图标记说明:1、基材料带;11、透光基片;12、基材外框废料;2、纵向胶材;21、共用胶条;211、纵向框边;212、纵框废料;22、纵胶废料;3、第一横向胶条;31、第一横向框边;32、第一横框废料;4、第二横向胶条;41、第二横向框边;42、第二横框废料;5、横胶废料;6、纵胶铺设装置;61、胶材铺设架;62、胶材导辊;63、胶材剥离板;64、底层牵引辊;65、基材引导辊;71、内凹区;72、正常区。
具体实施方式
38.以下结合附图对本技术作进一步详细说明。
39.相关技术中,遮光片主要包括透光基片11与粘接于透光基片11上用于与缝隙位置相适配的遮光胶框;其中,透光基片11通常为透光膜,且透光膜设置为与镜头或显示屏相适配的尺寸;遮光胶框呈框体状,且遮光胶框为不透光材质,作为遮光层对光线进行遮挡。
40.在遮光片的生产过程中,主要包括以下步骤:1、将遮光胶材粘接于基材料带1上;2、由基材料带1携带遮光胶输送至后续工位;3、自遮光胶材一侧进行第一次冲切去废,半断至基材料带1,冲切得到遮光胶框的内边线;4、去除遮光胶框内边线以内的废料;5、自遮光胶材一侧进行第二次冲切去废,冲切得到遮光胶框与透光基片11的外边线;6、去除废料得
到遮光片成品。
41.实施例1本技术实施例公开一种遮光片制备工艺。参照图1,一种遮光片制备工艺包括以下步骤:s01、材料准备,提供基材料带1和胶材料带,将胶材料带裁切得到纵向胶材2。
42.其中,基材料带1和胶材料带均为可收卷的柔性卷材,且基材料带1为透光膜,作为成型遮光片成品中透光基片11的原料;胶材料带包括不透光的双面胶胶材,通常可设置为深色乃至黑色,以达到较佳的遮光效果。
43.具体的,在步骤s01中,包括:s011、提供基材料带1和胶材料带。
44.其中,基材料带1为单层卷材,胶材料带至少包括离型底层和粘接于离型底层的双面胶层;离型底层作为双面胶层的承托层,且通过牵引离型底层移动可达到对双面胶层进行输送的作用。
45.s012、裁切胶材料带得到纵向胶材2。
46.其中,对胶材料带进行裁切时,裁切刀具仅对双面胶层进行切断以形成纵向胶材2,离型底层不被切断,以便通过牵引离型底层对裁切形成的纵向胶材2进行输送。
47.在本实施例中,可令裁切刀具的刀刃略微切入离型底层供双面胶层贴合的表面,以减少裁切后相邻两纵向胶材2之间存在部分黏连的情况。
48.此外,用于裁切胶材料带的裁切刀具的裁切方向垂直于胶材料带的表面,且裁切刀具的长度方向平行于胶材料带的宽度方向,以使胶材料带被裁切所得到的纵向胶材2呈长条矩形状。
49.s02、纵胶铺设,在基材料带1上间隔铺设纵向胶材2。
50.其中,纵向胶材2粘附在基材料带1上,通过牵引基材料带1移动可对纵向胶材2进行输送;同时,基材料带1作为成型遮光片成品中透光基片11的原料,间隔铺设的纵向胶材2用于作为遮光片成品中遮光胶框垂直于基材料带1输送方向的框边原料。
51.此外,纵向胶材2的长度方向垂直于基材料带1的输送方向,且相邻两条纵向胶材2之间的间距小于遮光胶框沿基材料带1输送方向的两条内边线之间的距离。
52.在本实施例中,纵向胶材2的铺设过程中可采用纵胶铺设装置6,参照图2和图3,具体的,纵胶铺设装置6包括与地面相对固定的胶材铺设架61、安装于胶材铺设架61上的胶材导辊62、安装于胶材铺设架61上的胶材剥离板63、安装于胶材铺设架61上的底层牵引辊64和设于铺设架体上的基材引导辊65。其中,胶材铺设架61处于承载膜与基材料带1的上方。胶材导辊62、胶材剥离板63与底层牵引辊64均安装于胶材铺设架61上,且胶材导辊62、胶材剥离板63与底层牵引辊64在胶材铺设架61上的安装位置的连线可构成三角形状;三者中,胶材剥离板63处于最下游的位置,胶材导辊62高于胶材剥离板63。
53.底层牵引辊64连接有电机,用于对胶材料带中的离型底层进行收卷牵引;并且,离型底层的输送轨迹经由胶材导辊62与胶材剥离板63输送至底层牵引辊64被底层牵引辊64收卷,且胶材剥离板63处于下游的一侧略向下倾斜状,以使得离型底层的输送轨迹类似于“>”状。
54.为方便表述,将离型底层的运动轨迹分为处于胶材剥离板63上侧的上侧轨迹和处
于胶材剥离板63下侧的下侧轨迹。处于上侧轨迹的离型底层携带纵向胶材2自胶材导辊62向胶材剥离板63靠近,在底层牵引辊64的牵引下,离型底层经过胶材剥离板63后转入下侧轨道。而在离型底层自上侧轨迹转入下侧轨迹的过程中,处于离型底层上的纵向胶材2能够与离型底层相分离,且若是继续牵引离型底层输送,自离型底层上分离的纵向胶材2会沿着离型底层上侧轨迹的延长线运动。
55.同时,基材引导辊65处于胶材剥离板63的下游,且基材引导辊65用于对被牵引输送基材料带1进行引导;具体的,基材引导辊65的最高点不低于胶材剥离板63上表面的最低位。从而在基材引导辊65的引导作用下,使得基材料带1的最高位不低于纵向胶材2自离型底层分离时的最低位,且因纵向胶材2自离型底层分离后会沿略向下倾斜的方向靠近纵向胶材2。
56.实际铺设纵向胶材2的过程中,令承载膜携带基材料带1进行输送,驱使离型底层间歇式输送,以使纵向胶材2沿基材料带1的输送方向等距铺设至基材料带1上。
57.s03、一次冲切去废,自铺设有纵胶的一侧对纵向胶材2进行冲切,去除纵胶废料22,得到共用胶条21。
58.其中,处于基材料带1上的纵向胶材2随着基材料带1的输送移动至第一冲切平台以供冲切刀模进行冲切,且在对纵向胶材2进行冲切的过程中,停止对基材料带1的输送,以使纵向胶材2与第一冲切平台保持相对静止。
59.同时,纵向胶材2经冲切后,得到的共用胶条21沿自身宽度方向的两侧均具有纵胶废料22,可以通过冲切的方式更好的控制共用胶条21在基材料带1上的位置与尺寸。去除纵胶废料22后,即可得到粘附至基材料带1的共用胶条21。
60.具体的,在步骤s03中,包括:s031、冲切纵向胶材2。
61.其中,对纵向胶材2进行冲切时,半断至基材料带1;即本次冲切的冲切刀模冲切至基材料带1上表面停止,以从纵向胶材2的上表面切通至纵向胶材2的下表面。
62.参照图4,在本实施例中,用于冲切纵向胶材2的冲切刀模呈两条平行直线状,以使得纵向胶材2经冲切后得到两条纵胶废料22和一条共用胶条21;并且,共用胶条21与两条纵胶废料22沿基材料带1输送方向排布,共用胶条21处于两纵胶废料22之间。
63.同时,相邻两条共用胶条21相对两边沿之间的间距与遮光胶框沿基材料带1输送方向的两条内边线之间的距离相适配,即两条共用胶条21之间的间距等于一个遮光胶框垂直于基材料带1输送方向两框条之间的间距。
64.s032、去除纵胶废料22。
65.其中,纵胶废料22有两条,且纵胶废料22的上表面与下表面均具有粘性。参照图1,本实施例中,采用废料粘附装置对纵胶废料22进行去除;具体的,废料粘附装置包括废胶粘附板和用于去除废料粘附板上残留废料的集废架。其中,废胶粘附板能够竖向移动,且废料粘附板竖向移动形成有去胶位与处于去胶位上方的闲置位,废胶粘附板的下端成型有两组位置与两条纵胶废料22相适配的凸条。
66.当废料粘附板处于去胶位时,凸条抵压于纵胶废料22,且凸条与纵胶废料22之间的粘性大于纵胶废料22与基材料带1之间的粘性,以使得废料粘附板自去胶位上升至闲置位时,能够将纵胶废料22自基材料带1上带离,达到去除纵胶废料22的目的。
67.同时,废胶粘附板的一侧还配置有用于将废胶粘附板上纵胶废料22去除的去胶装置,本实施例中,去胶装置包括机械手。具体的,在废胶粘附板下端面的凸条开设缺口,当废料粘附板携带纵胶废料22至闲置位时,采用机械手自缺口处进行纵胶废料22进行拾取转移。
68.此外,在采用废胶粘附板对纵胶废料22进行去除的过程中,基材料带1处于静止状态,以使得基材料带1上纵胶废料22的位置保持相对静止。相应的,在对纵胶废料22进行去除的静止时段,可同时进行步骤s031的冲切动作,减少输送停顿的时间,以保持良好的制备效率。
69.s04、横胶铺设,沿基材料带1输送方向在基材料带1上铺设第一横向胶材和第二横向胶材。
70.其中,第一横向胶材与第二横向胶材均为可收卷的柔性卷料,且第一横向胶材与第二横向胶材均为不透光的双面胶胶材,通常可设置为深色乃至黑色,以达到较好的遮光效果。
71.基材料带1被牵引沿一方向输送,第一横向胶材与第二横向胶材自上而下逐渐贴合于基材料带1上表面的预设位置。并且,第一横向胶材的位置对应于遮光胶框沿垂直基材料带1输送方向的一端的框边位置,第二横向胶材的位置对应于遮光胶框沿垂直基材料带1输送方向的另一端的框边位置。
72.同时,第一横向胶材与第二横向胶材分别构成遮光片成品中遮光胶框平行于基材料带1输送方向的框边原料,且第一横向胶材与第二横向胶材的宽度大于遮光胶框平行于基材料带1输送方向的框边。
73.s05、二次冲切去废,自铺设有横胶的一侧对第一横向胶材与第二横向胶材进行冲切,半断至基材料带1,去除横胶废料5,得到第一横向胶条3与第二横向胶条4。
74.其中,对第一横向胶材与第二横向胶材进行冲切后,参照图5,横胶废料5处于第一横向胶条3与第二横向胶条4之间的区域,去除横胶废料5,即可得到两条平行于基材料带1输送方向的第一横向胶条3与第二横向胶条4。
75.同时,第一横向胶条3与第二横向胶条4相对两边沿之间的间距与遮光胶框沿垂直基材料带1输送方向的两条内边线之间的距离相适配;且共用胶条21处于第一横向胶条3与第二横向胶条4之间,共用胶条21的长度适配于第一横向胶条3与第二横向胶条4之间的间距。
76.具体的,在步骤s05中,包括:s051、冲切第一横向胶材与第二横向胶材。
77.其中,处于基材料带1上的第一横向胶材与第二横向胶材随基材料带1的输送移动至第二冲切平台,以供冲切刀模进行冲切;并且,在对第一横向胶材与第二横向胶材进行冲切时,停止对基材料带1的输送,以使第一横向胶材与第二横向胶材相对第二冲切平台保持静止。
78.对第一横向胶材与第二横向胶材冲切时,半断至基材料带1,即冲切刀模冲切至基材料带1上表面停止,以将第一横向胶材与第二横向胶材自上表面切通至下表面,达到第一横向胶条3与横胶废料5、第二横向胶条4与横胶废料5完全分离的目的,以便于后续对横胶废料5进行去除。
79.s052、去除横胶废料5。
80.其中,因第一横向胶材与第二横向胶材均为平行于基材料带1输送方向的长条型连续胶材,在步骤s051冲切后,得到横胶废料5也为平行于基材料带1输送方向的长条型连续胶材。
81.在本实施例中,可采用废料收卷辊直接对横胶废料5进行收卷,对横胶废料5进行收卷的过程中,即可对横胶废料5施加远离基材料带1的剥离力,以达到将横胶废料5自基材料带1上剥离的目的。
82.s055、在基材料带1的底部铺设承载膜。
83.其中,承载膜为可收卷的单层卷材,且承载膜自下而上逐渐贴合于基材料带1的下表面,以对基材料带1进行承托。且在本实施例中,承载膜与基材料带1相贴合的表面具有微粘性,而基材料带1的下表面为离型层,以便于后续将两者相分离。
84.s06、成品成型,对第一横向胶条3、第二横向胶条4、共用胶条21和基材料带1进行冲切,去除胶体废料与基材外框废料12,得到遮光片成品。
85.其中,基材料带1携带第一横向胶条3、第二横向胶条4和共用胶条21输送至对应的冲切平台以供冲切刀模进行冲切,且在进行冲切的过程中,停止对基材料带1的牵引输送,以使基材料带1保持相对静止。
86.同时,第一横向胶条3被冲切后得到第一横向框边31和第一横框废料32,第二横向胶条4被冲切后得到第二横向框边41和第二横框废料42,共用胶条21被冲切后得到两条纵向框边211和处于两条纵向框边211之间的纵框废料212,基材料带1被冲切后得到呈矩形状的透光基片11和处于透光基片11之外的基材外框废料12。并且,第一横框废料32、第二横框废料42与纵框废料212均处于透光基片11之外的区域,且上述三者构成胶体废料。
87.此外,处于同一遮光极片所述第一横向框边31、第二横向框边41和纵向框边211围合可以构成遮光胶框,在去除胶体废料与基材外框废料12后,留置于承载膜上的遮光胶框与透光基片11相组合构成遮光片成品。
88.具体的,在步骤s06中,包括:s061、横框冲切,对第一横向胶条3、第二横向胶条4和基材料带1进行冲切。
89.其中,冲切时半断至承载膜,即本次冲切的冲切刀模冲切至承载膜的上表面停止,即冲切至基材料带1的下表面。
90.本实施例中,用于进行冲切的冲切刀模有两组刀刃,冲切刀模的两组刀刃均平行于基材料带1的输送方向。其中一组刀刃的位置与第一横向胶条3的位置相适配,用于自上而下对第一横向胶条3冲切,且第一横向胶条3被冲切形成第一横向边框与第一横框废料32;另一组刀刃的位置与第二横向胶条4的位置相适配,用于自上而下对第二横向胶条4冲切,且第二横向胶条4被冲切形成第二横向边框与第二横框废料42。
91.相应的,基材料带1被冲切后形成透光基片11平行于基材料带1输送方向的两条横向外边沿。
92.s062、纵框冲切,对共用胶条21与基材料带1进行冲切。
93.其中,冲切时半断至承载膜,即本次冲切的冲切刀模冲切至承载膜的上表面停止,即冲切至基材料带1的下表面。
94.本实施例中,用于进行冲切的冲切刀模有两组刀刃,冲切刀模的两组刀刃均垂直
于基材料带1的输送方向。两组刀刃的位置均对应于同一条共用胶条21,且共用胶条21被两组刀刃冲切后得到两条纵向框边211和处于两条纵向框边211之间的纵框废料212。
95.相应的,基材料带1被冲切后形成透光基片11垂直于基材料带1输送方向的两条纵向外边沿。
96.同时,步骤s062冲切形成冲切轨迹能够连通至步骤s061冲切形成的轨迹,使得透光基片11的纵向外边沿能够与横向外边沿相连接,即可使得透光基片11与透光基片11外侧的基材外框废料12相分隔,且得到相邻两个透光基片11的基材外框废料12为连续状。
97.s063、去除胶体废料与基材外框废料12,得到遮光片成品。
98.其中,因基材外框废料12呈连续状,且胶体废料均处于基材外框废料12上,可采用废料收卷辊对基材外框废料12进行收卷,即可达到将胶体废料与基材外框废料12自承载膜上去除的效果,得到处于承载膜上的遮光片成品。
99.s07、在遮光成品上铺设保护膜,收卷为卷材。
100.其中,保护膜为可收卷的单层卷材,且保护膜自上而下逐渐贴合于遮光片成品上,以使得保护膜与承载膜将遮光片成品包覆防护。同时,保护膜的下表面为离型层,以便于后续令遮光片成品与保护膜相分离。
101.实施例2本技术实施例公开一种遮光片制备工艺,本实施例与实施例1的区别在于:在步骤s011中,还提供有承载膜;其中,承载膜为可收卷的单层卷材。
102.在步骤s02中,先将基材料带1铺设至承载膜上,再在基材料带1上间隔铺设纵向胶材2。其中,承载膜被牵引沿一方向输送,基材料带1自上而下逐渐贴合于承载膜上表面,且经由辊压后使基材料带1与承载膜相贴合;并且,基材料带1可在承载膜的带动下随承载膜一同运动。在本实施例中,承载膜供基材料带1贴合的表面具有微粘性,而基材料带1的下表面为离型层,以便于后续将两者相分离。
103.相应的,去除步骤s055的承载膜铺设。
104.相比与实施例1,本实施例中在遮光片制备初期就在基材料带1的下方设置承载膜,可有效减少基材料带1下表面在输送过程中出现划痕、刮花的情况,以保持最终得到遮光片成品中的透光基片11具有良好的品相。
105.实施例3本技术实施例公开一种遮光片制备工艺,本实施例与实施例1的区别在于:在步骤s011提供的材料中,胶材料带还包括粘接于双面胶层背离离型底层一侧的离型顶层。
106.在步骤s012裁切后,获得的纵向胶材2上表面粘接有尺寸相同的离型顶层。
107.相比于实施例1,本实施例在步骤s02的纵胶铺设过程中,可利用离型顶层保持纵向胶材2整体的抗形变性能;从而在纵向胶材2在胶材剥离板63处自离型底层上脱离而逐渐粘附至基材料带1时,可减少纵向胶材2悬空时或/和纵向胶材2接触基材料带1时出现的严重形变及边缘收卷的情况,以使粘接至基材料带1处的纵向胶材2保持更良好的形态。
108.同时,纵向胶材2上表面的离型顶层可以在步骤s02后通过升降式除废板的形式进行去除,去除离型顶层的方式与实施例1中步骤s032去除纵胶废料22的方式相类似,此处不再赘述。
109.实施例4本技术实施例公开一种遮光片制备工艺,本实施例与实施例1的区别在于:在步骤s032对纵胶废料22的去除方式不同,本实施例中,采用可转动的胶辊对纵向废料进行粘附去除。
110.具体的,胶辊沿自身周向设置有内凹区71与正常区72;同时,胶辊连接有电机,通过电机的驱动,可使胶辊外侧壁的线速度与基材料带1输送速度相适配。胶辊的正常区72用于与纵向胶料相粘附,而内凹区71则不会与基材料带1及基材料带1上共用胶材接触,以此达到将纵向胶料粘附去除的目的。
111.此外,胶辊上开设有一圈环形槽;相应的,胶辊的上侧还配置有用于将胶辊上纵胶废料22去除的去胶装置,本实施例中,去胶装置包括机械手;在胶辊转动并将纵胶废料22带动至上侧时,采用机械手自环形槽处对纵胶废料22进行拾取转移。
112.实施例5本技术实施例公开一种遮光片制备工艺,本实施例与实施例1的区别在于:在步骤s031中,用于冲切纵向胶材2的冲切刀模呈封闭的矩形状,以使得纵向胶材2经冲切得到矩形框状的纵胶废料22和处于纵胶废料22内的共用胶条21。
113.在步骤s032中,可采用实施例1的步骤s032的废料粘附装置对纵胶废料22进行去除,此处不再赘述。
114.在另一实施例中,也可采用转动的胶辊对纵胶废料22进行去除。具体的,在本实施例中,胶辊上形成有两个凸环,其中一个凸环外壁与纵胶废料22长度方向的一端抵接,另一个凸环外壁与纵胶废料22长度方向的另一端抵接。因纵胶废料22的上表面具有粘性,可通过凸环与纵胶废料22的粘附与胶辊的转动作用,达到将整个矩形框状的纵胶废料22自基材料带1上去除的效果。
115.同时,胶辊的上侧还配置有用于将胶辊上纵胶废料22去除的去胶装置,本实施例中,去胶装置包括机械手;在胶辊转动并将纵胶废料22带动至上侧时,采用机械手自环形槽处对纵胶废料22进行拾取转移。
116.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1