一种超声波冲孔剪切机的制作方法
1.本实用新型涉及冲孔剪切机领域,具体涉及一种超声波冲孔剪切机。
背景技术:
2.织带作为纺织物的一种,广泛应用于纺织行业和其他日常生活中,实际加工过程中,常需要在织带上打孔,以及裁切织带,以满足客户需求。打孔和裁切两道工序常采用打孔机和剪切机两种设备分开进行,如此,打孔和裁切无法在同一设备上进行,大大增加了设备成本,加工过程中需要频繁更换设备,每次更换设备时,都需要重新装配与定位,大大拉低了工作效率。而且传统的打孔机和剪切机的冲切质量较差,切口容易出现切边不准确、变形、翘边、起毛、抽丝和皱折等不良。
技术实现要素:
3.(一)解决的技术问题
4.本实用新型提供了一种超声波冲孔剪切机,将冲孔和裁切两个功能集于一身,能够一次打孔和裁切,且冲孔和裁切使用同一套超声系统,大大节约了设备成本,还具有切口平整、无毛刺的优点,能够裁切不同宽度不同厚度的绳带。
5.(二)技术方案
6.为解决上述技术问题,本实用新型提供如下技术方案:一种超声波冲孔剪切机,包括机架、冲孔剪切双机头系统和超声系统。
7.超声系统包括超声波工具头,超声波工具头设置在机架上;
8.冲孔剪切双机头系统包括冲孔件、冲孔驱动机构、裁切件和剪切驱动机构,冲孔驱动机构和剪切驱动机构均设置在机架上,且冲孔件与冲孔驱动机构连接,裁切件和剪切驱动机构连接,冲孔件和裁切件均与超声波工具头相对设置,冲孔驱动机构驱动冲孔件对冲孔件与超声波工具头之间的材料带进行冲孔;剪切驱动机构驱动裁切件对裁切件与超声波工具头之间的材料带进行裁切。
9.进一步设置,前述的冲孔驱动机构包括冲孔气缸,机架包括机头固定板,冲孔气缸固定在机头固定板上,冲孔气缸驱动冲孔件朝超声波工具头方向运动。
10.如此设置,冲孔气缸伸缩时,带动冲孔件随之朝超声波工具头方向往复运动,冲孔件和超声波工具头配合对材料带进行冲孔。
11.进一步设置,前述的所述剪切驱动机构包括剪切气缸,机架包括机头固定板,剪切气缸固定在机头固定板上,剪切气缸驱动裁切件朝超声波工具头方向运动。
12.如此设置,剪切气缸伸缩时,带动裁切件随之朝超声波工具头方向往复运动,裁切件和超声波工具头配合对材料带进行裁切。
13.进一步设置,前述的机头固定板上对称设有滑轨,滑轨沿超声波工具头方向延伸设置;冲孔件和裁切件上均设有与滑轨滑动配合的滑块。
14.如此设置,冲孔件和裁切件通过滑块沿滑轨滑动,保证冲孔件和裁切件的下压精
度,不会偏向一侧,确保冲孔剪切装置冲孔和裁切时的稳定性,从而提高冲孔和裁切的质量,延长了裁切件与冲孔件的使用寿命,节约了耗材成本。
15.进一步设置,前述的还包括送料装置,送料装置包括限位块、对辊和驱动对辊转动送料的对辊驱动机构,机架包括工作板,限位块和对辊沿出料方向依次设置在工作板上,限位块对进入送料装置的材料带进行限位,对辊夹紧限位后的材料带并将材料带送入冲孔剪切双机头系统和超声系统之间。
16.如此设置,材料带通过限位块限位后,进入对辊之间,对辊带动材料带进入冲孔剪切双机头系统和超声系统之间。
17.进一步设置,前述的送料装置还包括分料件,对辊包括上送料辊和下送料辊,分料件与上送料辊连接,分料件使上送料辊和下送料辊相互分开,以便放置限位后的材料带。
18.如此设置,上拉分料件带动上送料辊和下送料辊相互分开,以便将限位后的材料带放置在上送料辊和下送料辊之间。
19.(三)有益效果
20.与现有技术相比,本实用新型提供的一种超声波冲孔剪切机,具备以下有益效果:
21.1、冲孔剪切双机头系统将冲孔和裁切两个功能集于一身,冲孔和裁切在同一设备上共同完成,能够一次打孔和裁切,无需重新装配与定位,提高了加工精度,节约时间成本;而且冲孔和裁切使用同一套超声系统进行冲孔和切断,大大节约了设备成本,使材料带切口平整,没有毛刺和分丝;
22.2、冲孔剪切双机头系统主动下压通过让位孔接触超声系统,使得冲孔件或裁切件与超声系统配合能够冲孔或裁切不同宽度不同厚度的材料带。
23.3、冲孔功能可以通过更换不同的冲孔件,从而实现各种打标记的功能。
24.如此,本实用新型将冲孔和裁切两个功能集于一身,能够一次打孔和裁切,且冲孔和裁切使用同一套超声系统,大大节约了设备成本,还具有切口平整、无毛刺的优点,能够裁切不同宽度不同厚度的绳带。
附图说明
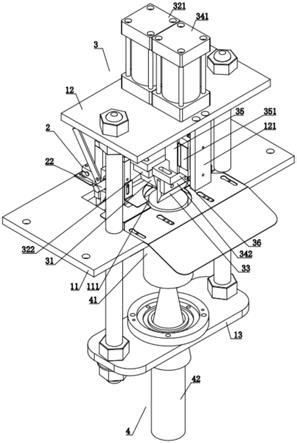
25.图1为本实用新型的结构示意图;
26.图2为工作板、送料装置和冲孔剪切装置的结构示意图;
27.图3为冲孔剪切双机头系统的结构示意图。
28.附图标号:1、机架;11、工作板;111、让位孔;12、机头固定板;121、滑轨固定块;122、滑轨;13、超声固定板;2、送料装置;21、限位块;22、对辊;221、上送料辊;222、下送料辊;23、分料件;3、冲孔剪切双机头系统;31、冲孔件;321、冲孔气缸;322、冲孔模底座;33、裁切件;341、剪切气缸;342、剪切模底座;35、气缸连接板;351、滑块;36、底座连接板;4、超声系统;41、超声波工具头;42、超声波换能器。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下
所获得的所有其他实施例,都属于本实用新型保护的范围。
30.请参阅图1、图2和图3所示,其中,图1为本实用新型的结构示意图,图2为工作板、送料装置和冲孔剪切装置的结构示意图,图3为冲孔剪切双机头系统的结构示意图。
31.本实用新型提供的一种超声波冲孔剪切机,包括机架1、冲孔剪切双机头系统3和超声系统4。
32.机架1包括工作板11,工作板11倾斜分布,能够方便送料。工作板11采用不锈钢板,相比普通板表面更光滑,能够有效地减少送料过程中材料带与工作板11面的摩擦力造成的精度误差,便于传动。
33.超声波冲孔剪切机还包括送料装置2,送料装置2包括限位块21、对辊22和驱动对辊22转动送料的对辊驱动机构。限位块21和对辊22沿出料方向依次分布在工作板11上,限位块21螺栓固定在工作板11上,位于进料口,对进入送料装置2的材料带进行限位,防止送料过程中材料带发生偏移;对辊22通过轴承转动连接于工作板11上,用于夹紧限位后的材料带并将材料带送入冲孔剪切双机头系统3和超声系统4之间。
34.送料装置2还包括分料件23,分料件23与上送料辊221连接,对辊22包括上送料辊221和下送料辊222,分料件23使上送料辊221和下送料辊222相互分开,以便放置限位后的材料带。
35.分料件23采用勾脚钣金,上拉勾脚钣金抬起上送料辊221,使上送料辊221和下送料辊222相互分开,以便将限位后的材料带放置在上送料辊221和下送料辊222之间。
36.对辊驱动机构包括步进电机、步进电机固定块、同步轮和同步带。步进电机螺栓固定在步进电机固定块上,步进电机固定块螺栓固定在机架1上,步进电机输出轴与同步轮传动连接,同步轮通过同步带与下送料辊222传动连接。如此,送料电机运行时,带动同步轮转动,同步轮通过同步带带动下送料辊222转动,从而带动对辊22转动送料。
37.机架1还包括机头固定板12和超声固定板13,机头固定板12位于工作板11上方,冲孔剪切双机头系统3安装在机头固定板12上,超声固定板13位于工作板11下方,超声系统4安装在超声固定板13上,机头固定板12、工作板11和超声固定板13两端依次通过两个牙条固定为一体,且机头固定板12、超声固定板13和工作板11平行分布,便于冲孔剪切双机头系统3与超声系统4配合冲孔和切断材料带。
38.工作板11上开有用于供超声系统4与冲孔剪切双机头系统3接触的让位孔111。如此,冲孔剪切双机头系统3通过让位孔111接触超声系统4,通过冲孔剪切双机头系统3和超声系统4配合对材料带进行冲孔和切断,具有切口平整、无毛刺、不会出现分丝的优点。
39.超声系统4包括超声波工具头41和超声波换能器42,超声波换能器42与超声固定板13通过法兰螺栓连接,超声波工具头41底部与超声波换能器42连接,超声波工具头41顶部插入让位孔111,且超声波工具头41顶端与工作板11平行。
40.冲孔剪切双机头系统3包括冲孔件31、冲孔驱动机构、裁切件33和剪切驱动机构。冲孔驱动机构和剪切驱动机构均安装在机头固定板12上,且冲孔件31与冲孔驱动机构连接,裁切件33和剪切驱动机构连接,冲孔件31和裁切件33均与超声波工具头41相对,则冲孔驱动机构驱动冲孔件31对位于冲孔件31与超声波工具头41之间的材料带进行冲孔;剪切驱动机构驱动裁切件33对位于裁切件33与超声波工具头41之间的材料带进行裁切。
41.如此,冲孔剪切双机头系统3将冲孔和裁切两个功能集于一身,冲孔和裁切在同一
设备上共同完成,能够一次打孔和裁切,无需重新装配与定位,提高了加工精度,节约时间成本,而且冲孔和裁切使用同一套超声系统4,大大减少了设备成本,使材料带切口平整,没有毛刺和分丝。
42.冲孔驱动机构包括冲孔气缸321和冲孔模底座322,剪切驱动机构包括剪切气缸341和剪切模底座342,冲孔气缸321和剪切气缸341均螺栓固定在机头固定板12顶端,冲孔气缸321和剪切气缸341的输出端穿过机头固定板12朝超声波工具头41方向延伸。冲孔气缸321和剪切气缸341的输出端均螺栓连接有气缸连接板35,气缸连接板35底部螺栓连接有底座连接板36。底座连接板36与冲孔模底座322或剪切模底座342螺栓连接。冲孔件31螺栓固定在冲孔模底座322上,如此,冲孔气缸321伸缩时,驱动冲孔模底座322和冲孔件31一同朝超声波工具头41方向升降运动,冲孔件31下降时,冲孔件31和超声波工具头41配合对材料带进行冲孔。裁切件33螺栓固定在剪切模底座342上,如此,剪切气缸341伸缩时,驱动剪切模底座342和裁切件33一同朝超声波工具头41方向升降运动,裁切件33下降时,裁切件33和超声波工具头41配合对材料带进行裁切。
43.如此,冲孔剪切双机头系统3通过冲孔气缸321和剪切气缸341主动下压,通过让位孔111与超声波工具头41压紧材料带,超声波换能器42发出超声波,使得冲孔件31或裁切件33与超声波工具头41配合能够冲孔或裁切不同宽度不同厚度的绳带。
44.裁切件33为剪切模具,冲孔件31为冲孔模具,冲孔功能可以通过更换不同的冲孔模具,从而实现各种打标记的功能。
45.机头固定板12底端两侧均对称焊有滑轨固定块121,滑轨固定块121内侧焊有滑轨122,滑轨122沿超声波工具头41方向延伸;气缸连接板35一侧焊有与滑轨122滑动配合的滑块351。如此,冲孔件31和裁切件33升降运动时,通过气缸连接板35带动滑块351沿滑轨122滑动,保证冲孔件31和裁切件33的下压精度,不会偏向一侧,确保冲孔剪切双机头系统3冲孔和裁切时的稳定性,从而提高冲孔和裁切的质量,延长了裁切件33与冲孔件31的使用寿命,节约了耗材成本。
46.本实用新型使用时,送料装置2将材料带按照程序设定的长度送入冲孔件31和超声波工具头41之间,冲孔气缸321的输出端伸长带动冲孔件31向下移动,冲孔件31和超声波工具头41配合压紧材料带,然后超声波换能器42发出超声波,冲孔件31和超声波工具头41配合完成冲孔动作,这个动作可以通过程序设定,根据不同客户需求,可以完成不同间距、不同数量以及特定大小的冲孔,冲孔结束后,冲孔气缸321的输出端缩短,带动冲孔件31上升回到原始位置;然后送料机构继续传送材料带,将材料带送入裁切件33和超声波工具头41之间,剪切气缸341的输出端伸长带动裁切件33向下移动,裁切件33和超声波工具头41配合压紧材料带,然后超声波换能器42发出超声波,裁切件33和超声波工具头41配合完成裁切动作,这个动作可以裁切不同宽度不同厚度的绳带,裁切结束后,剪切气缸341的输出端缩短,带动裁切件33上升回到原始位置。
47.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1