船舶主机余热利用钎焊式热交换器的铜箔冲切装置的制作方法
1.本实用新型涉及一种船舶主机余热利用钎焊式热交换器的铜箔冲切装置。
背景技术:
2.船舶换热器作为现代船舶中广泛应用的换热设备,它的性能好坏直接影响到船上能源的消耗。目前,它已广泛作为大型舰船主机缸套水、滑油冷却器以及中央冷却器,尤其近几年,有了很大的发展。船舶主机及辅机的滑油冷却、低温淡水冷却、燃油温度控制或者制淡装置,蒸汽冷凝等过程都要用到换热器,所以换热器成为现代船舶不可或缺的重要装备之一,对船只的运行安全起到关键性作用的存在。
3.船舶主机换热器余热利用系统可充分利用船舶主机运行过程中产生的余热,大大提高主机的能量利用效率并降低排放,是一种先进的船舶节能措施。在能源资源日益紧张、航运成本逐渐增长的今天,综合利用好船上的各类能量,提高船舶的能量利用效率,不仅可以节省航运成本,而且能够降低主机污染物排放。目前船舶余热回收的传统热交换器都是采用板式换热器,但其体积较大、安装复杂、传热性能不高,因此会选用钎焊式热交换器来作为船舶余热回收的换热设备。
4.钎焊式热交换器中的铜箔在生产时需要通过压机来进行压制成型,以往的铜箔的加工过程中需要人工向压机中放入剪切好的铜箔,压机冲压完成后再取出,首先需要多一步铜箔带的剪切工序,并且铜箔冲压时一直需要人工辅助进行操作,安全性不高,还导致铜箔的生产连续性受到影响,生产效率不高。
技术实现要素:
5.本实用新型的目的在于克服上述不足,提供一种船舶主机余热利用钎焊式热交换器的铜箔冲切装置,它可以实现铜箔的自动连续化剪切、冲压,并且将剪切、冲压同时进行,节约了生产时间,也大大减少了人工参与度,提高了铜箔的生产效率。
6.本实用新型的目的是这样实现的:
7.船舶主机余热利用钎焊式热交换器的铜箔冲切装置,它由送料机、压机、吸盘机械手组成,所述送料机位于压机的左侧,送料机的左侧放置有铜箔带卷的放卷装置,送料机上设置有前后两个送料机械手,两个送料机械手的后端分别通过一个移动支架与支架轨道滑动配合,两个支架轨道在送料机的顶部前后并排设置,送料机械手可以沿支架轨道左右移动,所述压机上设置有前后两个铜箔模具,压机在每个铜箔模具的上方分别设置一个冲压头,每个冲压头底部的左侧设置有切刀;
8.所述压机的前侧设置有吸盘机械手,吸盘机械手底部的前侧固定有滑动支架,滑动支架底部与机械手轨道滑动配合,滑动支架通过履带带动,履带通过电机驱动进而进行来回移动,所述吸盘机械手底部的后侧设置有两组吸盘,两组吸盘前后布置。
9.所述送料机和压机之间设置有托架和夹持头,铜箔带从托架顶部,以及夹持头中间穿过,并送到压机上。
10.所述切刀位于夹持头的右侧。
11.与现有技术相比,本实用新型的有益效果是:
12.本实用新型通过将铜箔冲切、压制都通过设备自动完成,大大减少了人工参与度,安全性较高,并且可以同时进行两组铜箔带的冲切、压制,这样便大大提高了铜箔生产的自动化程度,优化了铜箔的生产连续性,提高了铜箔的生产效率。
附图说明
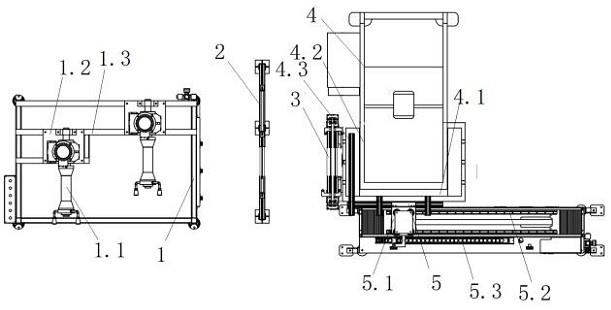
13.图1为本实用新型船舶主机余热利用钎焊式热交换器的铜箔冲切装置的俯视结构示意图。
14.其中:送料机1、送料机械手1.1、移动支架1.2、支架轨道1.3、托架2、夹持头3、压机4、铜箔模具4.1、冲压头4.2、切刀4.3、吸盘机械手5、滑动支架5.1、机械手轨道5.2、履带5.3。
具体实施方式
15.参见图1,本实用新型涉及船舶主机余热利用钎焊式热交换器的铜箔冲切装置,它主要由送料机1、压机4、吸盘机械手5组成。
16.所述送料机1位于压机4的左侧,送料机1的左侧放置有铜箔带卷的放卷装置,送料机1上设置有前后两个送料机械手1.1,两个送料机械手1.1的后端分别通过一个移动支架1.2与支架轨道1.3滑动配合,两个支架轨道1.3在送料机1的顶部前后并排设置,送料机械手1.1可以沿支架轨道1.3左右移动,从而将铜箔通过吸盘吸附后向右拉送。
17.所述送料机1和压机4之间设置有托架2和夹持头3,铜箔带从托架2顶部,以及夹持头3中间穿过,并送到压机4上,所述托架2用于对铜箔带起到支撑作用,防止铜箔带垂落到地上被弄脏或磨损,夹持头3用于在铜箔带被压机4冲压时进行夹紧,防止铜箔带出现晃动而影响冲切。
18.所述压机4上设置有前后两个铜箔模具4.1,压机4在每个铜箔模具4.1的上方分别设置一个冲压头4.2,每个冲压头4.2底部的左侧设置有切刀4.3,切刀4.3位于夹持头3的右侧,前后两个冲压头4.2分别对前后两个铜箔带进行冲压和切割。当铜箔带被输送到铜箔模具4.1上后,冲压头4.2向下压,带着切刀4.3下压将铜箔带的后侧切断,冲压头4.2再将铜箔表面冲压出通孔、凹槽等结构。
19.所述压机4的前侧设置有吸盘机械手5,吸盘机械手5底部的前侧固定有滑动支架5.1,滑动支架5.1底部与机械手轨道5.2滑动配合,并且滑动支架5.1通过履带5.3带动,履带5.3通过电机驱动进而进行来回移动,所述吸盘机械手5底部的后侧设置有两组吸盘,两组吸盘前后布置。吸盘机械手5同时吸附前后两个铜箔带后,将铜箔带向右拉到前后两个铜箔模具4.1的上方,吸盘随后放开铜箔带,吸盘机械手5向右移动,让两个冲压头4.2对铜箔带进行冲压、切割,完成铜箔的冲切后,吸盘机械手5向左移动,吸盘再次将两个冲切完成的铜箔向右运送。
20.本实用新型船舶主机余热利用钎焊式热交换器的铜箔冲切装置工作时,首先由送料机械手1.1吸住放卷装置放出的铜箔带,并向右运送,铜箔带经过托架2,穿过夹持头3后,被吸盘机械手5吸附着送到压机4的铜箔模具4.1上,吸盘机械手5放下铜箔带后,夹持头3夹
住铜箔带3位于铜箔模具4.1的左侧处,吸盘机械手5向右移动离开铜箔模具4.1上方,随后冲压头4.2带着切刀4.3下压,从而将铜箔带切断后在铜箔模具4.1中压制成铜箔半成品,接着吸盘机械手5向左移动到铜箔模具4.1上方,将铜箔吸附后收走。
技术特征:
1.船舶主机余热利用钎焊式热交换器的铜箔冲切装置,其特征在于:它由送料机、压机、吸盘机械手组成,所述送料机位于压机的左侧,送料机的左侧放置有铜箔带卷的放卷装置,送料机上设置有前后两个送料机械手,两个送料机械手的后端分别通过一个移动支架与支架轨道滑动配合,两个支架轨道在送料机的顶部前后并排设置,送料机械手可以沿支架轨道左右移动,所述压机上设置有前后两个铜箔模具,压机在每个铜箔模具的上方分别设置一个冲压头,每个冲压头底部的左侧设置有切刀;所述压机的前侧设置有吸盘机械手,吸盘机械手底部的前侧固定有滑动支架,滑动支架底部与机械手轨道滑动配合,滑动支架通过履带带动,履带通过电机驱动进而进行来回移动,所述吸盘机械手底部的后侧设置有两组吸盘,两组吸盘前后布置。2.根据权利要求1所述船舶主机余热利用钎焊式热交换器的铜箔冲切装置,其特征在于:所述送料机和压机之间设置有托架和夹持头,铜箔带从托架顶部,以及夹持头中间穿过,并送到压机上。3.根据权利要求2所述船舶主机余热利用钎焊式热交换器的铜箔冲切装置,其特征在于:所述切刀位于夹持头的右侧。
技术总结
船舶主机余热利用钎焊式热交换器的铜箔冲切装置,它由送料机、压机、吸盘机械手组成,所述送料机位于压机的左侧,送料机的左侧放置有铜箔带卷的放卷装置,送料机上设置有前后两个送料机械手,所述压机上设置有前后两个铜箔模具,压机在每个铜箔模具的上方分别设置一个冲压头,每个冲压头底部的左侧设置有切刀。本实用新型通过将铜箔冲切、压制都通过设备自动完成,大大减少了人工参与度,安全性较高,并且可以同时进行两组铜箔带的冲切、压制,这样便大大提高了铜箔生产的自动化程度,优化了铜箔的生产连续性,提高了铜箔的生产效率。提高了铜箔的生产效率。提高了铜箔的生产效率。
技术研发人员:张晓瑜 张泽阳 缪亚君 陈烈
受保护的技术使用者:江阴市哈格诺换热设备有限公司
技术研发日:2021.04.29
技术公布日:2022/2/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1