一种绳带自动生产设备的制作方法
:
1.本实用新型涉及绳带生产技术领域,尤其涉及一种绳带自动生产设备。
背景技术:
2.在生活中有很多地方都会用到绳带,绳带的作用很广,可用于鞋带、运动裤带、帽绳带等,绳带包括绳带主体、分别设置于绳带主体两端上的绳扣。
3.绳带在生产过程中,需要先将绳带料按照所需绳带长度大小进行一段段切断,得到绳带的绳带主体,然后再在绳带主体的两端上分别套接绳扣,在现有技术中,大多数还是通过人工手动的方式来对绳带进行制作生产,但是通过人工手动的方式来对绳带进行制作生产,不仅操作人员工作量大,而且效率低下,不能很好地适用于大批量的绳带的生产。
技术实现要素:
4.本实用新型的目的就是针对现有技术存在的不足而提供一种绳带自动生产设备,能够替代人工手动的方式来对绳带进行自动生产,能够减少操作人员的大量工作量,能够提高绳带的生产效率,能够很好地适用于大批量的绳带的生产。
5.为了实现上述目的,本实用新型采用的技术方案是:一种绳带自动生产设备,包括工作台、绳带主体上料装置、绳扣上料装置、绳扣组装装置、绳带下料装置,所述绳带主体上料装置包括绳带主体送料模组、绳带主体牵引模组、绳带主体切断模组、绳带主体取放模组;
6.所述绳带主体牵引模组,用于对绳带主体送料模组送出的绳带料的一端进行夹紧并拉动;所述绳带主体切断模组,用于将绳带主体牵引模组拉动一定长度后的绳带料进行切断并形成组装所需长度的绳带主体;所述绳带主体取放模组,用于将切断后的绳带主体取放于绳扣组装装置中;所述绳扣上料装置,用于将组装所需绳扣输送至绳扣组装装置中;所述绳扣组装装置,用于将组装所需绳扣安装于绳带主体上;所述绳带下料装置,用于将组装好的绳带进行下料。
7.对上述方案的进一步改进为,所述绳带主体送料模组包括送料架、用于容纳放置绳带料的料桶、沿y轴方向转动连接于送料架上的送料盘、用于驱动送料盘转动的送料动力机构,送料动力机构设置于送料架上,送料动力机构的输出端驱动连接送料盘;
8.所述绳带主体送料模组还包括沿z轴方向滑动连接于送料架上的送料滑块、设置于送料滑块上的滑动被检测件、用于检测滑动被检测件的第一槽型光电开关及第二槽型光电开关,送料滑块上成型有供绳带料穿过的过料孔,第一槽型光电开关、第二槽型光电开关沿竖直方向并排设置于送料架上;
9.所述料桶内的绳带料依次绕经送料盘、过料孔后送出。
10.对上述方案的进一步改进为,所述绳带主体牵引模组包括设置于工作台上的牵引架、沿x轴方向滑动连接于牵引架上的牵引滑座、用于驱动牵引滑座滑动的牵引动力机构、设置于牵引滑座上的牵引气动夹爪,牵引动力机构设置于牵引架上,牵引动力机构的输出
端驱动连接牵引滑座。
11.对上述方案的进一步改进为,所述绳带主体牵引模组还包括牵引长度调节机构,所述牵引长度调节机构包括设置于工作台上的牵引长度调节架、沿z轴方向滑动连接于牵引长度调节架上的牵引长度调节滑座、用于驱动牵引长度调节滑座滑动的牵引长度调节动力机构、设置于牵引长度调节滑座上的若干个牵引长度调节柱,牵引长度调节动力机构设置于牵引长度调节架上,牵引长度调节动力机构的输出端驱动连接牵引长度调节滑座。
12.对上述方案的进一步改进为,所述绳带主体切断模组设置于绳带主体送料模组与绳带主体牵引模组之间,绳带主体切断模组包括设置于工作台上的切断架、沿z轴方向滑动连接于切断架上的切断滑座、用于驱动切断滑座滑动的切断动力机构、设置于切断滑座上的切刀、设置于切断架上的绳带料导向座、沿z轴方向滑动连接于绳带料导向座上方的切断压紧滑座、用于驱动切断压紧滑座滑动的切断压紧动力机构,切断动力机构设置于切断架上,切断动力机构的输出端驱动连接切断滑座,切断压紧动力机构设置于切断架上,切断压紧动力机构的输出端驱动连接切断压紧滑座。
13.对上述方案的进一步改进为,所述绳带主体取放模组包括分别用于对绳带主体的一端进行取放的第一绳带主体取放组件及第二绳带主体取放组件,第一绳带主体取放组件、第二绳带主体取放组件均包括设置于工作台上的取放架、沿x轴方向转动连接于取放架上的取放旋转座、用于驱动取放旋转座转动的取放动力机构、设置于取放旋转座上的取放气动夹爪,取放动力机构设置于取放架上,取放动力机构的输出端驱动连接取放旋转座。
14.对上述方案的进一步改进为,所述绳扣上料装置包括分别用于对绳带主体的一端进行绳扣上料的第一绳扣上料组件及第二绳扣上料组件,第一绳扣上料组件、第二绳扣上料组件均包括设置于工作台上的绳扣上料架、绳扣振动盘、绳扣上料导轨、设置于绳扣上料导轨底部的绳扣直振器、绳扣错位上料机构,绳扣上料导轨的输入端与绳扣振动盘的输出端相连接;
15.所述绳扣错位上料机构包括沿z轴方向滑动连接于绳扣上料架上的绳扣错位竖直推杆、用于驱动绳扣错位竖直推杆滑动的绳扣错位竖直动力机构、沿x轴方向滑动连接于绳扣上料架上的绳扣错位水平推杆、用于驱动绳扣错位水平推杆滑动的绳扣错位水平动力机构,绳扣错位竖直动力机构设置于绳扣上料架上,绳扣错位竖直动力机构的输出端驱动连接绳扣错位竖直推杆,绳扣错位水平动力机构设置于绳扣上料架上,绳扣错位水平动力机构的输出端驱动连接绳扣错位水平推杆。
16.对上述方案的进一步改进为,所述绳扣组装装置包括分别用于对绳带主体的一端进行绳扣组装的第一绳扣组装组件及第二绳扣组装组件,第一绳扣组装组件、第二绳扣组装组件均包括设置于工作台上的绳扣组装架、设置于绳扣组装架上的绳扣组装底座、沿z轴方向浮动设置于绳扣组装底座上的绳扣组装浮动块、沿z轴方向滑动连接于绳扣组装浮动块上方的绳扣冲压滑座、用于驱动绳扣冲压滑座滑动的绳扣冲压动力机构、设置于绳扣冲压滑座上的冲头,绳扣组装浮动块与绳扣组装底座之间设置有若干个压缩弹簧,各个压缩弹簧的一端分别向上抵住绳扣组装浮动块的底部,各个压缩弹簧的另一端分别向下抵住绳扣组装底座的顶部。
17.对上述方案的进一步改进为,所述第一绳扣组装组件、第二绳扣组装组件均还包括用于将绳带主体的一端预压至绳扣组装浮动块上的绳扣中的绳带主体预压模组、用于向
上抵住绳扣组装浮动块的浮动块限位模组、用于向上顶推绳扣组装浮动块中组装好的绳带的组装分离模组;
18.所述绳带主体预压模组包括沿z轴方向滑动连接于绳扣组装架上的预压竖直滑座、用于驱动预压竖直滑座滑动的预压竖直动力机构、沿y轴方向滑动连接于预压竖直滑座上的预压水平滑座、用于驱动预压水平滑座滑动的预压水平动力机构、设置于预压水平滑座上的预压块,预压竖直动力机构设置于绳扣组装架上,预压竖直动力机构的输出端驱动连接绳扣竖直滑座,预压水平动力机构设置于预压竖直滑座上,预压水平动力机构的输出端驱动连接预压水平滑座;
19.所述浮动块限位模组包括沿y轴方向滑动连接于绳扣组装浮动块与绳扣组装底座之间的浮动块限位块、用于驱动浮动块限位块滑动的浮动块限位动力机构,浮动块限位动力机构设置于绳扣组装底座上,浮动块限位动力机构的输出端驱动连接浮动块限位块;
20.所述绳扣组装浮动块成型有通孔,组装分离模组包括沿z轴方向滑动连接于绳扣组装浮动块通孔中的分离顶推块、用于驱动分离顶推块滑动的分离动力机构,分离动力机构设置于绳扣组装底座上,分离动力机构的输出端驱动连接分离顶推块。
21.对上述方案的进一步改进为,所述绳带下料装置包括设置于工作台上的绳带下料架、沿y轴方向滑动连接于绳带下料架上的绳带下料水平滑座、用于驱动绳带下料水平滑座滑动的绳带下料水平动力机构、沿z轴方向滑动连接于绳带下料水平滑座上的绳带下料竖直滑座、用于驱动绳带下料竖直滑座滑动的绳带下料竖直动力机构、设置于绳带下料竖直滑座上的绳带下料气动夹爪,绳带下料水平动力机构设置于绳带下料架上,绳带下料水平动力机构的输出端驱动连接绳带下料水平滑座,绳带下料竖直动力机构设置于绳带下料水平滑座上,绳带下料竖直动力机构的输出端驱动连接绳带下料竖直滑座;
22.所述绳带下料装置还包括用于放置下料后的绳带的绳带放置板、用于对下料次数进行计数的计数模块、分隔模组、推料模组;
23.所述分隔模组包括沿z轴方向滑动连接于绳带放置板上的分隔棒、用于驱动分隔棒滑动的分隔动力机构,分隔动力机构设置于绳带放置板上,分隔动力机构的输出端驱动连接分隔棒;
24.所述推料模组包括沿x轴方向滑动连接于绳带放置板上的推料板、用于驱动推料板滑动的推料动力机构,推料动力机构设置于绳带放置板上,推料动力机构的输出端驱动连接推料板。
25.本实用新型有益效果在于:本实用新型提供的一种绳带自动生产设备,包括工作台、绳带主体上料装置、绳扣上料装置、绳扣组装装置、绳带下料装置,所述绳带主体上料装置包括绳带主体送料模组、绳带主体牵引模组、绳带主体切断模组、绳带主体取放模组;
26.所述绳带主体牵引模组,用于对绳带主体送料模组送出的绳带料的一端进行夹紧并拉动;所述绳带主体切断模组,用于将绳带主体牵引模组拉动一定长度后的绳带料进行切断并形成组装所需长度的绳带主体;所述绳带主体取放模组,用于将切断后的绳带主体取放于绳扣组装装置中;所述绳扣上料装置,用于将组装所需绳扣输送至绳扣组装装置中;所述绳扣组装装置,用于将组装所需绳扣安装于绳带主体上;所述绳带下料装置,用于将组装好的绳带进行下料;
27.本实用新型的整体自动化程度较高,通过绳带主体上料装置中的绳带主体送料模
组、绳带主体牵引模组、绳带主体切断模组、绳带主体取放模组及绳扣上料装置、绳扣组装装置、绳带下料装置的配合能够实现自动生产绳带,能够替代人工手动的方式来对绳带进行生产,能够减少操作人员的大量工作量,能够提高绳带的生产效率,能够很好地适用于大批量的绳带的生产。
附图说明:
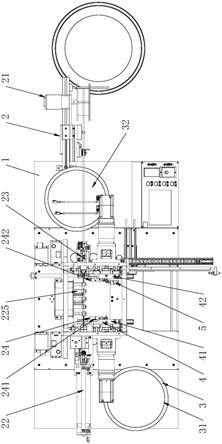
28.图1为本实用新型的结构示意图。
29.图2为本实用新型绳带主体送料模组的结构示意图。
30.图3为本实用新型绳带主体牵引模组的结构示意图。
31.图4为本实用新型牵引长度调节机构的结构示意图。
32.图5为本实用新型绳带主体切断模组的结构示意图。
33.图6为本实用新型第一绳带主体取放组件的结构示意图。
34.图7为本实用新型第一绳扣上料组件的结构示意图。
35.图8为本实用新型第一绳扣组装组件的结构示意图。
36.图9为本实用新型绳带下料装置的结构示意图。
37.附图标记说明:工作台1、绳带主体上料装置2、绳带主体送料模组21、送料架211、料桶212、送料盘213、送料动力机构214、送料滑块215、过料孔216、滑动被检测件217、第一槽型光电开关218、第二槽型光电开关219、绳带主体牵引模组22、牵引架221、牵引滑座222、牵引动力机构223、牵引气动夹爪224、牵引长度调节机构225、牵引长度调节架2251、牵引长度调节滑座2252、牵引长度调节动力机构2253、牵引长度调节柱2254、牵引长度固定柱2255、绳带主体切断模组23、切断架231、切断滑座232、切断动力机构233、切刀234、绳带料导向座235、切断压紧滑座236、切断压紧动力机构237、绳带主体取放模组24、第一绳带主体取放组件241、第二绳带主体取放组件242、取放架2411、取放旋转座2412、取放动力机构2413、取放气动夹爪2414、绳扣上料装置3、第一绳扣上料组件31、第二绳扣上料组件32、绳扣上料架311、绳扣振动盘312、绳扣上料导轨313、绳扣直振器314、绳扣错位上料机构315、绳扣错位竖直推杆316、绳扣错位竖直动力机构317、绳扣错位水平推杆318、绳扣错位水平动力机构319、绳扣组装装置4、第一绳扣组装组件41、第二绳扣组装组件42、绳扣组装架411、绳扣组装底座412、绳扣组装浮动块413、通孔414、绳扣冲压滑座415、绳扣冲压动力机构416、冲头417、压缩弹簧418、绳带主体预压模组419、预压竖直滑座4191、预压竖直动力机构4192、预压水平滑座4193、预压水平动力机构4194、预压块4195、浮动块限位模组420、浮动块限位块4201、浮动块限位动力机构4202、组装分离模组421、分离顶推块4211、分离动力机构4212、绳带下料装置5、绳带下料架51、绳带下料水平滑座52、绳带下料水平动力机构53、绳带下料竖直滑座54、绳带下料竖直动力机构55、绳带下料气动夹爪56、绳带放置板57、分隔模组58、分隔棒581、分隔动力机构582、推料模组59、推料板591、推料动力机构592。
具体实施方式:
38.下面结合附图对本实用新型作进一步的说明,如图1
‑
9所示,本实用新型包括工作台1、绳带主体上料装置2、绳扣上料装置3、绳扣组装装置4、绳带下料装置5,所述绳带主体上料装置2包括绳带主体送料模组21、绳带主体牵引模组22、绳带主体切断模组23、绳带主
体取放模组24;
39.绳带主体牵引模组22,用于对绳带主体送料模组21送出的绳带料的一端进行夹紧并拉动;所述绳带主体切断模组23,用于将绳带主体牵引模组22拉动一定长度后的绳带料进行切断并形成组装所需长度的绳带主体;所述绳带主体取放模组24,用于将切断后的绳带主体取放于绳扣组装装置4中;所述绳扣上料装置3,用于将组装所需绳扣输送至绳扣组装装置4中;所述绳扣组装装置4,用于将组装所需绳扣安装于绳带主体上;所述绳带下料装置5,用于将组装好的绳带进行下料;本实用新型的整体自动化程度较高,通过绳带主体上料装置2中的绳带主体送料模组21、绳带主体牵引模组22、绳带主体切断模组23、绳带主体取放模组24及绳扣上料装置3、绳扣组装装置4、绳带下料装置5的配合能够实现自动生产绳带,能够替代人工手动的方式来对绳带进行生产,能够减少操作人员的大量工作量,能够提高绳带的生产效率,能够很好地适用于大批量的绳带的生产。
40.绳带主体送料模组21包括送料架211、用于容纳放置绳带料的料桶212、沿y轴方向转动连接于送料架211上的送料盘213、用于驱动送料盘213转动的送料动力机构214,送料动力机构214设置于送料架211上,送料动力机构214的输出端驱动连接送料盘213;
41.绳带主体送料模组21还包括沿z轴方向滑动连接于送料架211上的送料滑块215、设置于送料滑块215上的滑动被检测件217、用于检测滑动被检测件217的第一槽型光电开关218及第二槽型光电开关219,送料滑块215上成型有供绳带料穿过的过料孔216,第一槽型光电开关218、第二槽型光电开关219沿竖直方向并排设置于送料架211上;;料桶212内的绳带料依次绕经送料盘213、过料孔216后送出;本实施例中的第一槽型光电开关218位于第二槽型光电开关219的上方,当绳带主体送料模组21对绳带料停止送出且随着绳带主体牵引模组22对绳带料的拉动,位于绳带主体送料模组21与绳带主体牵引模组22之间的绳带料会逐渐收紧并带动送料滑块215逐渐向上滑动,直至送料滑块215上的滑动被检测件217被第一槽型光电开关218检测到,绳带主体牵引模组22停止对绳带料进行拉动,绳带主体送料模组21重新对绳带料进行送出,相应地,送料滑块215会逐渐向下滑动,直至送料滑块215上的滑动被检测件217被第二槽型光电开关219检测到,通过将绳带料穿经过料孔216,通过绳带料带动送料滑块215向上或向下滑动,从而能够快速、稳定地实现绳带料的定长送料,当然,通过改变第一槽型光电开关218与第二槽型光电开关219之间的间距位置,能够对绳带料送料长度进行调节。
42.绳带主体牵引模组22包括设置于工作台1上的牵引架221、沿x轴方向滑动连接于牵引架221上的牵引滑座222、用于驱动牵引滑座222滑动的牵引动力机构223、设置于牵引滑座222上的牵引气动夹爪224,牵引动力机构223设置于牵引架221上,牵引动力机构223的输出端驱动连接牵引滑座222。
43.绳带主体牵引模组22还包括牵引长度调节机构225,牵引长度调节机构225设置于绳带主体牵引模组22与绳带主体送料模组21之间,所述牵引长度调节机构225包括设置于工作台1上的牵引长度调节架2251、沿z轴方向滑动连接于牵引长度调节架2251上的牵引长度调节滑座2252、用于驱动牵引长度调节滑座2252滑动的牵引长度调节动力机构2253、设置于牵引长度调节滑座2252上的若干个牵引长度调节柱2254,牵引长度调节动力机构2253设置于牵引长度调节架2251上,牵引长度调节动力机构2253的输出端驱动连接牵引长度调节滑座2252;本实施例中的牵引长度调节滑座2252沿x轴方向并排设置有两个牵引长度调
节柱2254,牵引长度调节架2251沿x轴方向并排设置有三个牵引长度固定柱2255;在x轴方向上,两个所述牵引长度调节柱2254分别位于三个牵引长度固定柱2255的两两之间,绳带主体送料模组21送出的绳带料随着绳带主体牵引模组22的牵引气动夹爪224的夹紧及拉动,位于三个牵引长度固定柱2255上,随着牵引长度调节滑座2252向下滑动,位于牵引长度调节滑座2252上的两个牵引长度调节柱2254对绳带料向下推动,绳带料整体呈w形,当然,在其他实施例中,还可以根据具体使用情况设置其他数量的牵引长度调节柱2254及牵引长度固定柱2255,各个牵引长度调节柱2254及各个牵引长度固定柱2255的位置也可以根据具体使用情况进行相应的调整;相较于只通过绳带牵引模组的牵引气动夹爪224夹紧及拉动绳带料,在需要较长长度的绳带主体时,需要绳带牵引模组的牵引气动夹爪224沿着x轴方向滑动较长的距离,不仅耗费时间较长,而且整台设备在x轴方向上需要占用巨大的空间,本实用新型通过牵引气动夹爪224及牵引长度调节机构225的配合能够快速、稳定地对绳带料进行牵引拉动,整体结构更加紧凑合理,能够很好地适用于长度较长的绳带主体的牵引拉动,实用性更强。
44.绳带主体切断模组23设置于绳带主体送料模组21与绳带主体牵引模组22之间,绳带主体切断模组23包括设置于工作台1上的切断架231、沿z轴方向滑动连接于切断架231上的切断滑座232、用于驱动切断滑座232滑动的切断动力机构233、设置于切断滑座232上的切刀234、设置于切断架231上的绳带料导向座235、沿z轴方向滑动连接于绳带料导向座235上方的切断压紧滑座236、用于驱动切断压紧滑座236滑动的切断压紧动力机构237,切断动力机构233设置于切断架231上,切断动力机构233的输出端驱动连接切断滑座232,切断压紧动力机构237设置于切断架231上,切断压紧动力机构237的输出端驱动连接切断压紧滑座236,通过绳带主体切断模组23的切断压紧滑座236将绳带料的一端压紧于绳带料导向座235上,通过绳带主体牵引模组22的牵引气动夹爪224对绳带料的另一端的夹紧,通过切刀234对绳带料进行切断并形成所需长度大小的绳带主体,相较于普通的切刀,本实用新型的切刀234为热熔切刀,不仅使用寿命较长,不易发生报废,能够快速、长时间地对绳带料进行切断,而且切断后的绳带料的端部之间的线头不易松散、切口较为整齐,便于后续绳扣的安装。
45.绳带主体取放模组24包括分别用于对绳带主体的一端进行取放的第一绳带主体取放组件241及第二绳带主体取放组件242,第一绳带主体取放组件241、第二绳带主体取放组件242均包括设置于工作台1上的取放架2411、沿x轴方向转动连接于取放架2411上的取放旋转座2412、用于驱动取放旋转座2412转动的取放动力机构2413、设置于取放旋转座2412上的取放气动夹爪2414,取放动力机构2413设置于取放架2411上,取放动力机构2413的输出端驱动连接取放旋转座2412,通过第一绳带主体取放组件241、第二绳带主体取放组件242能够快速地将绳带主体的两端分别取放于绳扣组装装置4的第一绳扣组装组件41及第二绳扣组装组件42中,以便后续对绳带主体的两端进行绳扣安装。
46.绳扣上料装置3包括分别用于对绳带主体的一端进行绳扣上料的第一绳扣上料组件31及第二绳扣上料组件32,第一绳扣上料组件31、第二绳扣上料组件32均包括设置于工作台1上的绳扣上料架311、绳扣振动盘312、绳扣上料导轨313、设置于绳扣上料导轨313底部的绳扣直振器314、绳扣错位上料机构315,绳扣上料导轨313的输入端与绳扣振动盘312的输出端相连接;
47.绳扣错位上料机构315包括沿z轴方向滑动连接于绳扣上料架311上的绳扣错位竖直推杆316、用于驱动绳扣错位竖直推杆316滑动的绳扣错位竖直动力机构317、沿x轴方向滑动连接于绳扣上料架311上的绳扣错位水平推杆318、用于驱动绳扣错位水平推杆318滑动的绳扣错位水平动力机构319,绳扣错位竖直动力机构317设置于绳扣上料架311上,绳扣错位竖直动力机构317的输出端驱动连接绳扣错位竖直推杆316,绳扣错位水平动力机构319设置于绳扣上料架311上,绳扣错位水平动力机构319的输出端驱动连接绳扣错位水平推杆318。
48.绳扣组装装置4包括分别用于对绳带主体的一端进行绳扣组装的第一绳扣组装组件41及第二绳扣组装组件42,第一绳扣组装组件41、第二绳扣组装组件42均包括设置于工作台1上的绳扣组装架411、设置于绳扣组装架411上的绳扣组装底座412、沿z轴方向浮动设置于绳扣组装底座412上的绳扣组装浮动块413、沿z轴方向滑动连接于绳扣组装浮动块413上方的绳扣冲压滑座415、用于驱动绳扣冲压滑座415滑动的绳扣冲压动力机构416、设置于绳扣冲压滑座415上的冲头417,绳扣组装浮动块413与绳扣组装底座412之间设置有若干个压缩弹簧418,各个压缩弹簧418的一端分别向上抵住绳扣组装浮动块413的底部,各个压缩弹簧418的另一端分别向下抵住绳扣组装底座412的顶部。
49.第一绳扣组装组件41、第二绳扣组装组件42均还包括用于将绳带主体的一端预压至绳扣组装浮动块413上的绳扣中的绳带主体预压模组419、用于向上抵住绳扣组装浮动块413的浮动块限位模组420、用于向上顶推绳扣组装浮动块413中组装好的绳带的组装分离模组421;
50.绳带主体预压模组419包括沿z轴方向滑动连接于绳扣组装架411上的预压竖直滑座4191、用于驱动预压竖直滑座4191滑动的预压竖直动力机构4192、沿y轴方向滑动连接于预压竖直滑座4191上的预压水平滑座4193、用于驱动预压水平滑座4193滑动的预压水平动力机构4194、设置于预压水平滑座4193上的预压块4195,预压竖直动力机构4192设置于绳扣组装架411上,预压竖直动力机构4192的输出端驱动连接绳扣竖直滑座,预压水平动力机构4194设置于预压竖直滑座4191上,预压水平动力机构4194的输出端驱动连接预压水平滑座4193,将放置于绳扣上的绳带主体的端部预压至绳扣内,有利于后续顺利地将绳扣冲压包裹在绳带主体的端部上,能够提高良品率;
51.浮动块限位模组420包括沿y轴方向滑动连接于绳扣组装浮动块413与绳扣组装底座412之间的浮动块限位块4201、用于驱动浮动块限位块4201滑动的浮动块限位动力机构4202,浮动块限位动力机构4202设置于绳扣组装底座412上,浮动块限位动力机构4202的输出端驱动连接浮动块限位块4201,由于绳扣组装浮动块413浮动设置于绳扣组装底座412上,通过浮动块限位块4201向后插入绳扣组装浮动块413与绳扣组装底座412之间并向上抵住绳扣组装浮动块413,能够防止绳扣组装浮动块413向下移动,从而有利于绳扣快速稳定的上料及将绳带主体端部预压至绳扣内;
52.所述绳扣组装浮动块413成型有通孔414,组装分离模组421包括沿z轴方向滑动连接于绳扣组装浮动块413通孔414中的分离顶推块4211、用于驱动分离顶推块4211滑动的分离动力机构4212,分离动力机构4212设置于绳扣组装底座412上,分离动力机构4212的输出端驱动连接分离顶推块4211,在完成绳带主体与绳扣的组装后,通过分离顶推块4211对绳扣组装浮动块413中的绳扣及绳带主体端部进行顶推,能够防止绳扣卡接于绳扣组装浮动
块413中,从而有利于后续顺利地下料及下一组装所需绳扣的顺利上料。
53.绳带下料装置5包括设置于工作台1上的绳带下料架51、沿y轴方向滑动连接于绳带下料架51上的绳带下料水平滑座52、用于驱动绳带下料水平滑座52滑动的绳带下料水平动力机构53、沿z轴方向滑动连接于绳带下料水平滑座52上的绳带下料竖直滑座54、用于驱动绳带下料竖直滑座54滑动的绳带下料竖直动力机构55、设置于绳带下料竖直滑座54上的绳带下料气动夹爪56,绳带下料水平动力机构53设置于绳带下料架51上,绳带下料水平动力机构53的输出端驱动连接绳带下料水平滑座52,绳带下料竖直动力机构55设置于绳带下料水平滑座52上,绳带下料竖直动力机构55的输出端驱动连接绳带下料竖直滑座54;
54.绳带下料装置5还包括用于放置下料后的绳带的绳带放置板57、用于对下料次数进行计数的计数模块、分隔模组58、推料模组59;
55.所述分隔模组58包括沿z轴方向滑动连接于绳带放置板57上的分隔棒581、用于驱动分隔棒581滑动的分隔动力机构582,分隔动力机构582设置于绳带放置板57上,分隔动力机构582的输出端驱动连接分隔棒581;
56.推料模组59包括沿x轴方向滑动连接于绳带放置板57上的推料板591、用于驱动推料板591滑动的推料动力机构592,推料动力机构592设置于绳带放置板57上,推料动力机构592的输出端驱动连接推料板591;
57.分隔棒581凸设于绳带放置板57上,通过预设一个数值,当下料次数达到预设数值时,分隔棒581向下缩回至绳带放置板57下方,推料动力机构592驱动推料板591滑动并将放置于绳带放置板57上的制作好的绳带进行推动,从而能够实现批量计数下料,便于后续打包。
58.工作原理:
59.绳带主体送料模组21送出的绳带料经过绳带主体切断模组23中的绳带料导向座235后被绳带主体牵引模组22的牵引气动夹爪224夹紧并拉动,待拉动至所需长度位置后,通过绳带主体切断模组23的切刀234对绳带料进行切断并形成所需长度大小的绳带主体;
60.通过绳扣上料装置3的第一绳扣上料组件31及第二绳扣上料组件32分别将组装所需的一个绳扣输送至第一绳扣组装组件41的绳扣组装浮动块413上及第二绳扣组装组件42的绳扣组装浮动块413上,完成绳扣的上料;
61.通过绳带主体取放模组24的第一绳带主体取放组件241及第二绳带主体取放组件242将切断后的绳带主体的两端分别取放于第一绳扣组装组件41及第二绳扣组装组件42的绳扣组装浮动块413上的绳扣上;
62.通过第一绳扣组装组件41及第二绳扣组装组件42的绳扣冲压动力机构416分别驱动相对应的冲头417向下对放置有绳带主体端部的绳扣进行冲压,两个绳扣分别对相对应一端的绳带主体的端部进行包裹,完成绳带主体及绳扣的组装;
63.通过绳带下料装置5进行下料,完成一个绳带自动生产的整个过程;
64.本实用新型能够替代人工手动的方式来对绳带进行生产,能够减少操作人员的大量工作量,能够提高绳带的生产效率,能够很好地适用于大批量的绳带的生产。
65.当然,以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1