一种汽车密封条切割装置的制作方法
1.本实用新型涉及汽车零部件加工技术领域,具体涉及一种汽车密封条切割装置。
背景技术:
2.汽车密封条是汽车的重要零部件之一,广泛用于车门、车窗、车身、天窗、发动机箱和后备箱等部件,具有隔音、防尘、防渗水和减震的功能,保持和维护车内小环境,从而保护车内乘员、机电装置和附属物品。密封条主要通过模具挤出成型,在后加工中,根据实际安装需求将密封条切割成需要的长度。传统的切割设备具有以下缺点:1)由于密封条具有易弯曲的特点,在传统加工过程中,其产品长度难以得到保证;2)由于密封条在切割过程中仍然在传送带上持续移动,从而密封条的切口往往不平,切口质量难以保证;3)每次只能对于固定规格的密封条产品进行切割,更换产品型号需换切刀且重新对刀,浪费时间,降低生产效率。
技术实现要素:
3.本实用新型的目的是提供一种汽车密封条切割装置,保证密封条长度准确一致,提高切口质量。
4.本实用新型的目的可以通过以下技术方案来实现:一种汽车密封条切割装置,包括:
5.用于牵引密封条进入切割区的入口牵引组件;
6.用于防止密封条弯曲的下压牵引组件;
7.用于测量密封条长度的编码器组件;
8.用于切割密封条的切割组件;
9.用于使切割组件随密封条共同运动的随动组件;
10.用于牵引密封条进入收料区的出口牵引组件。
11.优选地,所述入口牵引组件设于装置入口处用于牵引密封条沿着固定路径运动进入切割区;所述的下压牵引组件设于入口牵引组件上方用于压住密封条以防止密封条弯曲;所述的编码器组件设于装置入口处;所述的切割组件设于下压牵引组件后方;所述的随动组件设于装置中部且与切割组件相连使切刀随密封条共同运动而实现相对静止;所述的出口牵引组件设于装置出口处用于牵引密封条沿着固定路径运动进入收料区。
12.优选地,所述入口牵引组件包括入口牵引电机、入口主动轮、入口从动轮和入口牵引皮带;
13.所述的入口牵引电机与入口主动轮相连以提供传动动力,所述入口从动轮分散布置用以张紧入口牵引皮带,所述入口牵引皮带套在入口主动轮与入口从动轮上用以传送密封条进入切割区。
14.进一步优选地,所述入口牵引组件还包括牵引前导向块和牵引后导向块;
15.所述牵引前导向块设于装置入口处用以引导密封条沿固定方向朝切割区运动,所
述牵引后导向块设于装置的切割区前方用以引导密封条沿固定方向运动进入切割区。
16.优选地,所述下压牵引组件包括下压牵引主动轮、下压牵引从动轮、下压牵引皮带、下压牵引气缸和下压牵引支撑;
17.所述下压牵引从动轮与下压牵引主动轮平行布置用以张紧下压牵引皮带,所述下压牵引皮带套在下压牵引主动轮与下压牵引从动轮上用以传送密封条进入切割区,所述下压牵引气缸设于下压牵引皮带上方用以驱动组件向下运动压住密封条防止其弯曲或跳动,所述下压牵引支撑设于下压牵引皮带下方用以为下压动作提供支撑。
18.进一步优选地,所述下压牵引主动轮设于入口牵引皮带上方与入口牵引电机相连获得动力。
19.优选地,所述编码器组件包括编码器、编码器滚轮、编码器摆臂和编码器气缸;
20.所述编码器滚轮与密封条相接触经由密封条的带动而实现旋转,所述编码器设于编码器滚轮背面,被编码器滚轮带动而同步转动进而实现通过从动方式进行计数用以测量密封条长度,编码器摆臂与编码器滚轮相连用以调整编码器滚轮位置,所述编码器气缸与编码器摆臂相连用以提供摆臂运动动力。通过编码器组件进行计数,实现对密封条长度的准确测量。
21.进一步优选地,所述编码器滚轮设于入口牵引主动轮上方与入口牵引皮带所传送的密封条相接触。
22.优选地,所述切割组件包括冲切组件和锯切组件。进一步优选地,所述的冲切组件设于下压牵引组件后方用于切割软密封条,所述的锯切组件设于冲切组件后方,用于切割硬密封条。所述的冲切组件和锯切组件连接随动组件。
23.进一步优选地,所述冲切组件包括冲切刀、冲切气缸、冲切基座和冲切滑轨;
24.所述冲切刀设于装置中部密封条上方用于向下运动以切断软密封条,所述冲切气缸与冲切刀相连用以提供冲切动力,所述冲切基座位于密封条下方用以提供在切断密封条后冲切刀的限位,所述冲切滑轨与冲切基座相连用以调节整个冲切组件进入或撤下切割区。
25.进一步优选地,所述锯切组件包括锯切刀、锯切电机、锯切前导向、锯切导轨、锯切滑块和锯切导轨电机;
26.所述锯切刀设于装置中部密封条上方用于向下运动以切断硬密封条,所述锯切电机与锯切刀相连用以提供锯切动力,所述锯切前导向设于切割区入口用以引导密封条沿固定方向运动进入切割区,所述锯切导轨设于锯切刀后方用以提供锯切刀上下运动的轨道,所述锯切滑块与锯切导轨相连,所述锯切导轨电机与锯切滑块相连用以提供锯切刀上下运动的动力而实现调节整个锯切组件进入或撤下切割区。
27.优选地,所述随动组件包括出口随动导向板、随动电机、随动皮带、皮带夹板、随动滑轨和随动滑块;
28.所述出口随动导向板设于切割区后方用以引导切割过程中密封条沿固定方向运动,所述随动电机设于装置后部用以提供切割组件与密封条同步运动的动力,所述随动皮带与随动电机相连用以传动电机动力至皮带夹板,所述皮带夹板连接随动皮带与切割组件用以传递皮带运动,所述随动滑轨设于切割组件背面用以提供切割组件运动轨道,所述随动滑块连接随动滑轨与切割组件用以实现切割组件在随动滑轨上与密封条的同步运动。
29.优选地,所述出口牵引组件包括出口牵引电机、出口主动轮、出口从动轮、出口牵引皮带和出口固定导向板;
30.所述出口牵引电机与出口主动轮相连以提供动力,所述出口从动轮分散布置用以张紧出口牵引皮带,所述出口牵引皮带套在出口主动轮和出口从动轮上用以传送密封条进入收料区,所述出口固定导向板设于装置出口处用以引导密封条沿固定方向运动进入收料区。
31.与现有技术相比,本实用新型具有以下优点:
32.1.本实用新型通过严格的结构设计,保证了密封条长度准确一致,提高了切口质量,减少了报废,提高了产品合格率,提高了产能;
33.2.本实用新型通过下压牵引组件设计,降低密封条中部弯曲导致的长度偏差;通过编码器组件设计,实现对密封条长度的准确测量;通过随动组件设计,使切割组件在切割过程中能够随密封条同步移动,实现在相对静止条件下进行密封条切割,提高切口质量;
34.3.本实用新型通过冲切组件及锯切组件相互切换设计,实现灵活以冲切方式加工软条及以锯切方式加工硬条,提高装置对不同类型密封条的适用性,可同时适用于软密封条和硬密封条的切割加工;
35.4.本实用新型可实现汽车密封条在线自动化精准切割。
附图说明
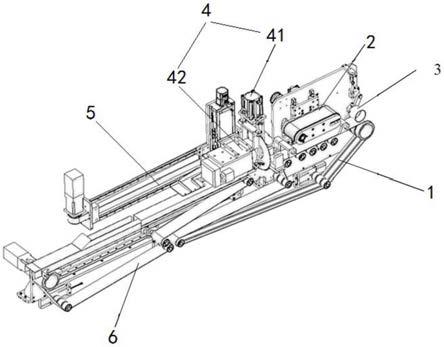
36.图1为本实用新型汽车密封条切割装置的结构示意图;
37.图2为入口牵引组件的结构示意图;
38.图3为下压牵引组件的结构示意图;
39.图4为编码器组件的结构示意图;
40.图5为冲切组件的结构示意图;
41.图6为锯切组件的结构示意图;
42.图7为随动组件的结构示意图;
43.图8为出口牵引组件的结构示意图;
44.图中:1-入口牵引组件,101-入口牵引电机,102-入口主动轮,103-入口从动轮,104-入口牵引皮带,105-牵引前导向块,106-牵引后导向块,2-下压牵引组件,201-下压牵引主动轮,202-下压牵引从动轮,203-下压牵引皮带,204-下压牵引气缸,205-下压牵引支撑,3-编码器组件,301-编码器,302-编码器滚轮,303-编码器摆臂,304-编码器气缸,4-切割组件,41-冲切组件,411-冲切刀,412-冲切气缸,413-冲切基座,414-冲切滑轨,42-锯切组件,421-锯切刀,422-锯切电机,423-锯切前导向,424-锯切导轨,425-锯切滑块,426-锯切导轨电机,5-随动组件,501-出口随动导向板,502-随动电机,503-随动皮带,504-皮带夹板,505-随动滑轨,506-随动滑块,6-出口牵引组件,601-出口牵引电机,602-出口主动轮,603-出口从动轮,604-出口牵引皮带,605-出口固定导向板。
具体实施方式
45.下面结合附图和具体实施例对本实用新型进行详细说明。以下实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新
型的保护范围不限于下述的实施例。
46.实施例1
47.一种汽车密封条切割装置,如图1所示,包括设于装置入口处的用于牵引密封条沿着固定路径运动进入切割区的入口牵引组件1、设于入口牵引组件1上方用于压住密封条以防止密封条弯曲的下压牵引组件2、设于装置入口处的用于测量密封条长度的编码器组件3、设于下压牵引组件2后方用于切割软密封条的冲切组件41、设于冲切组件41后方用于切割硬密封条的锯切组件42、设于装置中部且与冲切组件41及锯切组件42相连使切刀随密封条共同运动而实现相对静止的随动组件5、设于装置出口处的用于牵引密封条沿着固定路径运动进入收料区的出口牵引组件6。其中,冲切组件41和锯切组件42构成切割组件4。
48.具体地,如图2所示,入口牵引组件1包括入口牵引电机101、入口主动轮102、入口从动轮103、入口牵引皮带104、牵引前导向块105和牵引后导向块106。如图3所示,下压牵引组件2包括下压牵引主动轮201、下压牵引从动轮202、下压牵引皮带203、下压牵引气缸204和下压牵引支撑205。如图4所示,编码器组件3包括编码器301、编码器滚轮302、编码器摆臂303和编码器气缸304。如图5所示,冲切组件41包括冲切刀411、冲切气缸412、冲切基座413和冲切滑轨414。如图6所示,锯切组件42包括锯切刀421、锯切电机422、锯切前导向423、锯切导轨424、锯切滑块425和锯切导轨电机426。如图7所示,随动组件5包括出口随动导向板501、随动电机502、随动皮带503、皮带夹板504、随动滑轨505和随动滑块506。如图8所示,出口牵引组件6包括-出口牵引电机601、出口主动轮602、出口从动轮603、出口牵引皮带604和出口固定导向板605。
49.密封条从装置入口处进入,入口牵引电机101带动入口主动轮102转动,入口主动轮102与入口从动轮103组合带动入口牵引皮带104传动,密封条经牵引前导向块105与牵引后导向块106引导,在入口牵引皮带104上以固定方向朝前运动。入口牵引电机101同时提供下压牵引主动轮201动力使其转动,下压牵引主动轮201与下压牵引从动轮202组合带动下压牵引皮带203传动,下压牵引气缸204动作使下压牵引组件2向下压住密封条防止其产生弯曲或跳动,下压牵引支撑205给被压的密封条提供支撑。编码器气缸304动作带动编码器摆臂303运动使编码器滚轮302处在合适位置与密封条相接触,编码器滚轮302经由密封条的带动而实现旋转,编码器301被编码器滚轮302带动而同步转动进而实现通过从动方式进行密封条长度计数。
50.当进入的是软密封条时,冲切组件41沿冲切滑轨414运动到切割区,当编码器数值达到密封条的预定长度时,冲切气缸412动作带动冲切刀411向下切割密封条,冲切基座413为冲切刀411的切割过程提供限位;当进入的是硬密封条时,冲切组件41沿冲切滑轨414撤离切割区,锯切导轨电机426运转带动锯切滑块425运动,锯切组件42通过锯切滑块425沿锯切导轨424运动到切割区,锯切前导向423引导密封条沿固定方向进入切割区,当编码器数值达到密封条的预定长度时,锯切电机422运转带动锯切刀421旋转切割密封条。在冲切或锯切的同时,随动电机502运转带动随动皮带503运动,皮带夹板504将随动皮带503的动力传递至冲切组件41或锯切组件42进而切割组件通过随动滑块506沿随动滑轨505与密封条同步运动而实现在相对静止条件下进行密封条切割,出口随动导向板501引导切割过程中密封条沿固定方向运动。
51.加工好的密封条从装置出口处运送走,出口牵引电机601带动出口主动轮602转
动,出口主动轮602与出口从动轮603组合带动出口牵引皮带604传动,密封条经出口固定导向板605引导,在出口牵引皮带604上以固定方向朝前运动。
52.本装置通过下压牵引组件压住密封条,防止密封条中部弯曲或跳动;通过独立安装在从动滚轮上的编码器进行计数,实现对密封条长度的准确测量;通过可移动滑块,使切割组件在切割过程中能够随密封条同步移动,实现在相对静止条件下进行密封条切割,提高切口质量,同时保证密封条长度;通过冲切组件加工软条,通过锯切组件加工硬条,提高装置对不同类型密封条的适用性。
53.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用本实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1