全自动切边成型装置的制作方法
1.本实用新型涉及切边成型装置领域,具体地说,涉及一种全自动切边成型装置。
背景技术:
2.人们常使用切边成型装置对所使用的板材进行切边处理,目前市场上常见的切边成型装置只能在板材上形成与板材相垂直的切边,难以在板材上切出倾斜的切边;而在实际生产生活中,常出现所需板材的切边为斜面的情况。
技术实现要素:
3.针对现有技术中切边成型装置对板材进行切边处理时,不便于在板材上切割出倾斜的切边上,无法适应实际生产对切边成型装置的需求,本实用新型提出了全自动切边成型装置。
4.为了解决上述技术问题,本实用新型通过下述技术方案得以解决:
5.全自动切边成型装置,其包括工作台,工作台上设有与进料方向垂直第一丝杆,第一丝杆一端连接有第一驱动电机,第一丝杆上设置有可沿第一丝杆轴向运动的第一安装座,第一安装座上铰接有切割角度能够调节的切割刀。
6.本实用新型中的切割刀可以调节切割角度,进而在板材上切割出不同角度的切边,使本实用新型中的全自动切成型装置可以适应生活中的多种需求;其中第一驱动电机驱动第一丝杆运动的方式可以较佳实现使用切割刀对板材进行切边的目的。
7.作为优选,第一安装座上设有用于调节切割刀切割角度的角度调节装置,角度调节装置包括固定在第一安装座上且轴向垂直于工作台台面的第二丝杆,第二丝杆上设置有可沿第二丝杆轴向运动的连接座,连接座上铰接有连杆,第一安装座上设有固定座,切割刀一端铰接在连杆端部,另一端铰接在固定座上。
8.本实用新型中连接柱可以在第二丝杆的驱动下运动,进而通过连接杆切割刀端部的位置,较佳的实现了对切割刀切割角度的控制。
9.作为优选,角度调节机构包括设置在第一安装座上端面上的安装板,安装板上设有一长度方向纵向布置的滑槽,第二丝杆设置于滑槽内,连接座螺纹连接在第二丝杆上且沿滑槽内壁上下滑动,安装板上固定有与第二丝杆连接的第二驱动电机。
10.本实用新型中滑槽的设置,较佳的实现了对连接座的限位,使得第二驱动电机可以控制连接座沿第二丝杆轴向运动。
11.作为优选,连接座以及切割刀上分别设有铰接环,连杆包括两分别铰接环相铰接的铰接件,两铰接件两端部伸出铰接环,连杆还包括连接两个铰接件端部的连接件。
12.本实用新型中铰接环与相连杆相配合,较佳的实现了连杆的转动,其中连接件的设置较佳的实现了对连杆的位置限位。
13.作为优选,工作台上还设有夹持机构,夹持机构包括与进料方向相垂直设置的第三丝杆,第三丝杆一端连接有第三驱动电机,第三丝杆上设有两个螺纹相反且对称设置在
工作台上的第二安装座,两个第二安装座上分别固定有板面垂直于工作台台面的夹持板,两个夹持板之间形成夹持工位,第一安装座可运动至夹持工位外侧。
14.本实用新型中夹持板的设置,较佳的实现了对板材的固定;其中夹持板固定在两个螺纹相反的安装座上,使得第三丝杆可以同时控制两夹持板的相对或相离运动。
15.作为优选,工作台上设有用于输送板材且输送上表面与工作台台面平行的输送履带。
16.本实用新型中输送履带较佳的实现了对板材的运送。
17.作为优选,夹持板上设有上端面与输送履带上端面齐平的支撑板。
18.本实用新型中支撑板的设置提高了夹持机构对板材的夹持效果,其中支撑板与输送履带上端面平行的设置,使得输送履带上的板材可以平稳运送至夹持板上。
附图说明
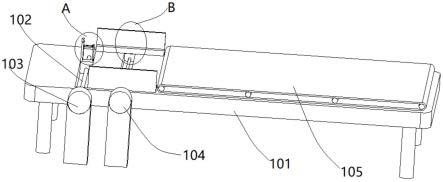
19.图1为实施例1中全自动切边成型装置的结构示意图;
20.图2为图1中a的放大图;
21.图3为图1中b的放大图;
22.图4为实施例1中连杆的结构示意图。
23.附图中各数字标号所指代的部位名称如下:
24.101、工作台;102、第一丝杆;103、第一驱动电机;104、第三驱动电机; 105、输送履带;201、第一安装座;202、切割刀;203、安装板;204、第二丝杆;205、第二驱动电机;206、连接座;207、连杆;208、固定座;209、滑槽; 210、铰接环;301、第三丝杆;302、第二安装座;303、夹持板、304、支撑板; 401、铰接件;402、连接件。
具体实施方式
25.为进一步了解本实用新型的内容,结合附图和实施例对本实用新型作详细描述。应当理解的是,实施例仅仅是对本实用新型进行解释而并非限定。
26.实施例1
27.如图1-4所示,本实施例提供了全自动切边成型装置,包括工作台101,工作台101上设有与进料方向垂直第一丝杆102,第一丝杆102一端连接有第一驱动电机103,第一丝杆102上设置有可沿第一丝杆102轴向运动的第一安装座 201,第一安装座201上铰接有切割角度能够调节的切割刀202。
28.第一安装座201上设有用于调节切割刀202切割角度的角度调节装置,角度调节装置包括固定在第一安装座201上且轴向垂直于工作台101台面的第二丝杆204,第二丝杆204上设置有可沿第二丝杆204轴向运动的连接座206,连接座206上铰接有连杆207,第一安装座201上设有固定座208,切割刀202一端铰接在连杆207端部,另一端铰接在固定座208上。
29.角度调节机构包括设置在第一安装座201上端面上的安装板203,安装板 203上设有一长度方向纵向布置的滑槽209,第二丝杆204设置于滑槽209内,连接座206螺纹连接在第二丝杆204上且沿滑槽209内壁上下滑动,安装板203 上固定有与第二丝杆204连接的第二驱动电机205。
30.连接座206以及切割刀202上分别设有铰接环210,连杆207包括两分别与铰接环
210相铰接的铰接件401,两铰接件401两端部伸出铰接环210,连杆207 还包括连接两个铰接件401端部的连接件402。
31.工作台101上设有用于输送板材且输送上表面与工作台101台面平行的输送履带105。工作台101上还设有夹持机构,夹持机构包括与进料方向相垂直设置的第三丝杆301,第三丝杆301一端连接有第三驱动电机104,第三丝杆301 上设有两个螺纹相反且对称设置在工作台101上的第二安装座302,两个第二安装座302上分别固定有板面垂直于工作台101台面的夹持板303,夹持板303上设有上端面与输送履带105上端面齐平的支撑板304,两个夹持板303之间形成夹持工位,第一安装座201可运动至夹持工位外侧。
32.本实施例中全自动切边成型装置在使用时,通过第一电机驱动第一丝杆102 转动,进而将第一安装座201移动夹持工位外侧;根据所需进行切边处理的板材宽度,使用第三驱动电机104驱动第三丝杆301,进而调节两夹持板303之间的距离;再将需要进行切边处理的板材放置在输送履带105上,板材在输送履带105的推动下经支撑板304到达指定位置;根据所需要切边的角度,通过第二电机驱动第二丝杆204运动,进而调节切割刀202的角度,当切割刀202角度与板材均调整完毕后,使用第一驱动电机103驱动第一丝杆102运动,通过切割刀202对板材进行切边处理。
33.本实施例中的切割刀202可以调节切割角度,进而在板材上切割出不同角度的切边,使本实施例中的全自动切成型装置可以适应生活中的多种需求;其中第一驱动电机103驱动第一丝杆102运动的方式可以较佳实现使用切割刀202 对板材进行切边的目的。
34.本实施例中连接柱可以在第二丝杆204的驱动下运动,进而通过连接杆切割刀202端部的位置,较佳的实现了对切割刀202切割角度的控制,其中滑槽 209的设置,较佳的实现了对连接座206的限位,使得第二驱动电机205可以控制连接座206沿第二丝杆204轴向运动;其中铰接环210与相连杆207相配合,较佳的实现了连杆207的转动,其中连接件402的设置较佳的实现了对连杆207 的位置限位。
35.本实施例中夹持板303的设置,较佳的实现了对板材的固定;其中夹持板 303固定在两个螺纹相反的安装座上,使得第三丝杆301可以同时控制两夹持板 303的相对或相离运动。
36.本实施例中输送履带105较佳的实现了对板材的运送。
37.本实施例中支撑板304的设置提高了夹持机构对板材的夹持效果,其中支撑板304与输送履带105上端面平行的设置,使得输送履带105上的板材可以平稳运送至夹持板303上。
38.总之,以上所述仅为本实施例的较佳实施例,凡依本实施例申请专利范围所作的均等变化与修饰,皆应属本实施例专利的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1