热粘接性复合纤维、其制造方法及使用热粘接性复合纤维的无纺布与流程
[0001]
本发明涉及一种热粘接性复合纤维,更具体而言,涉及一种可获得手感优异、且也追随复杂的形状或纤维变形应力高的加工的赋形加工性优异的无纺布等的热粘接性复合纤维及其制造方法。更详细而言,涉及一种可获得适合于如下用途的、手感与赋形加工性优异的无纺布等的热粘接性复合纤维、其制造方法及使用所述热粘接性复合纤维的无纺布,所述用途为尿布、卫生巾、护垫等卫生材料用吸收性物品、医疗卫生材料、生活相关材料、一般医疗材料、床品材料、过滤器材料、护理用品、及宠物用品等用途。
背景技术:
[0002]
以前,利用热风或加热辊的热能量、并可通过热熔接而成形的热粘接性复合纤维容易获得蓬松性或柔软性优异的无纺布,因此被广泛用于尿布、卫生巾、护垫等卫生材料、或者生活用品或过滤器等产业资材等中。尤其是,卫生材料与人体肌肤直接接触、或需要快速吸收尿、经血等液体,因此蓬松性或柔软性的重要程度极高。为了获得无纺布的蓬松性或柔软性,大致有两种方法,一种是使用蓬松或柔软的纤维的方法,另外一种是在无纺布的状态下进行可获得蓬松性或柔软性的加工(赋形加工)的方法。
[0003]
例如,在专利文献1中,提出有如下方法:通过对无纺布进行作为赋形加工之一的齿轮加工来对无纺布赋予凹凸形状,从而使无纺布具备蓬松性与柔软性。在进行此种加工时,对纤维施加强的应力,此时,若使用伸长率低的纤维,则纤维会断裂而成为无纺布表面的细毛,成为使触感恶化的原因,因此需要对于加工具有追随性的高伸长率的纤维。
[0004]
在专利文献2中,提出有一种纤维,其中在比热熔接性树脂成分的主要结晶性热塑性树脂的玻璃化转变点与纤维形成性树脂成分的玻璃化转变点双方高的温度下,以0.5倍~1.3倍对热熔接性复合纤维的未延伸丝进行定长热处理,然后,在比所述定长热处理温度高5℃以上的温度下且无张力的情况下进行热处理,由此具有高伸长率、同时梳棉加工性与热尺寸稳定性优异。但是,此种纤维由于延伸倍率小,而存在纤度变高、成为手感差的无纺布的问题。
[0005]
[现有技术文献]
[0006]
[专利文献]
[0007]
[专利文献1]日本专利特开2017-043853号公报
[0008]
[专利文献2]日本专利特开2007-204901号公报
技术实现要素:
[0009]
[发明所要解决的问题]
[0010]
如此,高伸长率与低纤度为取舍关系,且仍未获得兼具高伸长率与低纤度的纤维、即、兼具对于复杂的形状或纤维变形应力高的加工的追随性与手感的无纺布用的纤维。
[0011]
本发明的目的是以所述现有技术为背景而成,在于提供一种兼具高伸长率与低纤
度的热粘接性复合纤维、及所述热粘接性复合纤维的制造方法。另外,通过使用所述热粘接性复合纤维,而提供一种手感优异、且也追随复杂的形状或纤维变形应力高的加工的赋形加工性优异的无纺布。
[0012]
[解决问题的技术手段]
[0013]
本发明人为了解决所述课题而反复进行了努力研究。结果,发现通过制成包含含有聚酯系树脂的第一成分、以及含有聚烯烃系树脂的第二成分的具有同心鞘芯型结构的复合纤维,并在适当的延伸条件、热处理条件下进行制造,可获得兼具高伸长率与低纤度的热粘接性复合纤维,从而完成了本发明。
[0014]
即,本发明是如下那样构成。
[0015]
[1]一种热粘接性复合纤维,包括:包含聚酯系树脂的第一成分、以及包含具有比所述聚酯系树脂的熔点低15℃以上的熔点的聚烯烃系树脂的第二成分,并且具有在与纤维的长度方向正交的纤维剖面中所述第二成分占据纤维外周的同心鞘芯型结构,所述热粘接性复合纤维中,
[0016]
断裂伸长率为350%以上,且断裂伸长率与纤度的比为80%/dtex以上。
[0017]
[2]根据[1]所述的热粘接性复合纤维,其中纤度为2.0dtex~6.1dtex。
[0018]
[3]根据[1]或[2]所述的热粘接性复合纤维,其中120℃下的干热收缩率为0%~20%。
[0019]
[4]根据[1]至[3]中任一项所述的热粘接性复合纤维,其中145℃下的料片热收缩率为0%~30%。
[0020]
[5]一种热粘接性复合纤维的制造方法,包括:对于包含聚酯系树脂的第一成分、以及包含具有比所述聚酯系树脂的熔点低15℃以上的熔点的聚烯烃系树脂的第二成分,以成为所述第二成分占据纤维外周的同心鞘芯型剖面形状的方式进行熔融纺丝而获得未延伸纤维的工序;使所述未延伸纤维延伸而获得延伸纤维的工序;对所述延伸纤维赋予卷曲的工序;以及对所述赋予了卷曲的延伸纤维进行热处理的工序,所述热粘接性复合纤维的制造方法中,
[0021]
下述式子所表示的延伸效率为40%~75%,
[0022]
延伸效率(%)={未延伸纤维的纤度(dtex)/延伸倍率(倍)/热粘接性复合纤维的纤度(dtex)}
×
100。
[0023]
[6]根据[5]所述的热粘接性复合纤维的制造方法,其中所述获得延伸纤维的工序为使未延伸纤维以延伸倍率1.5倍以上延伸的工序。
[0024]
[7]根据[5]或[6]所述的热粘接性复合纤维的制造方法,其中所述进行热处理的工序是在构成第一成分的聚酯系树脂的玻璃化转变温度的10℃~70℃以上的高温、且小于构成第二成分的聚烯烃系树脂的熔点的温度范围内进行热处理的工序。
[0025]
[8]一种无纺布,其是使用根据[1]至[4]中任一项所述的热粘接性复合纤维而获得。
[0026]
[发明的效果]
[0027]
本发明的热粘接性复合纤维兼具高伸长率与低纤度,因此可制作手感优异、且也追随复杂的形状或纤维变形应力高的加工的赋形加工性优异的无纺布。
附图说明
[0028]
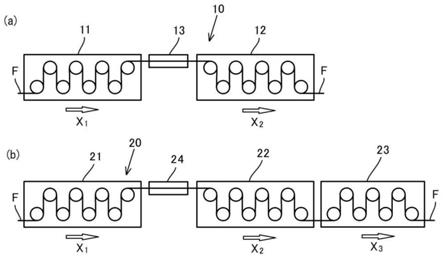
图1是表示本发明的热粘接性复合纤维所使用的延伸机的概略图。
[0029]
符号的说明
[0030]
10:延伸机
[0031]
11:第一并条机
[0032]
12:第二并条机
[0033]
13:蒸汽腔室
[0034]
20:延伸机
[0035]
21:第一并条机
[0036]
22:第二并条机
[0037]
23:第三并条机
[0038]
24:蒸汽腔室
[0039]
f:纤维
具体实施方式
[0040]
本发明的热粘接性复合纤维包括:包含聚酯系树脂的第一成分、以及包含具有比所述聚酯系树脂的熔点低15℃以上的熔点的聚烯烃系树脂的第二成分,并且具有在与纤维的长度方向正交的纤维剖面中所述第二成分占据纤维外周的同心鞘芯型结构,所述热粘接性复合纤维的特征在于:断裂伸长率为350%以上,且断裂伸长率与纤度的比为80%/dtex以上。通过使用此种纤维,可制作手感优异、且也追随复杂的形状或纤维变形应力高的加工的赋形加工性优异的无纺布。
[0041]
(第一成分)
[0042]
构成本发明的第一成分的聚酯系树脂并无特别限定,可例示:聚对苯二甲酸乙二酯或聚对苯二甲酸三亚甲基酯、聚对苯二甲酸丙二酯、聚对苯二甲酸丁二酯等聚对苯二甲酸亚烷基酯类,聚乳酸、聚琥珀酸丁二酯、聚乙醇酸等的生物降解性聚酯,及这些与其他酯形成成分的共聚物。其他酯形成成分并无特别限定,可例示:二乙二醇、聚亚甲基二醇等二醇类,间苯二甲酸、六氢对苯二甲酸等芳香族二羧酸。在为与其他酯形成成分的共聚物的情况下,所述共聚组成并无特别限定,优选为并不大幅损及结晶性的程度,就所述观点而言,更优选为:共聚成分为10质量%以下,更优选为5质量%以下。这些可单独使用,组合使用两种以上也无任何问题。
[0043]
其中,若考虑到原料成本、所获得的纤维的热稳定性等,作为聚酯系树脂,优选为选自由聚对苯二甲酸乙二酯、聚对苯二甲酸丙二酯、聚对苯二甲酸丁二酯、聚乳酸、聚琥珀酸丁二酯所组成的群组中的至少一种,更优选为仅由聚对苯二甲酸乙二酯构成的未改性聚合物。
[0044]
若在第一成分中包含聚酯系树脂,则并无特别限定,优选为包含80质量%以上的聚酯系树脂,更优选为包含90质量%以上的聚酯系树脂。在不妨碍本发明的效果的范围内,视需要也可适宜地进而添加抗氧化剂、光稳定剂、紫外线吸收剂、中和剂、成核剂、环氧稳定剂、润滑剂、抗菌剂、阻燃剂、抗静电剂、颜料及塑化剂等添加剂。
[0045]
(第二成分)
[0046]
构成本发明的第二成分的聚烯烃系树脂只要满足如下条件、即具有比构成第一成分的聚酯系树脂的熔点低15℃以上的熔点这一条件,则并无特别限定,可例示:低密度聚乙烯、直链状低密度聚乙烯、高密度聚乙烯、这些乙烯系聚合物的马来酸酐改性物、乙烯-丙烯共聚物、乙烯-丁烯-丙烯共聚物、聚丙烯、丙烯系聚合物的马来酸酐改性物、聚4-甲基戊烯-1。这些可单独使用,组合使用两种以上也无任何问题。
[0047]
其中,就抑制如下现象、即纤维表面所露出的聚烯烃系树脂彼此在纺丝时未完全冷却固化而熔接的现象的观点而言,优选为选自由低密度聚乙烯、直链状低密度聚乙烯、高密度聚乙烯、及聚丙烯所组成的群组中的至少一种,更优选为仅由高密度聚乙烯构成。
[0048]
另外,可适宜地使用的聚烯烃系树脂的熔体质量流动速率(以下,简称为mfr(melt mass flow rate))若为可纺丝的范围,则并无特别限定,优选为1g/10分钟~100g/10分钟,更优选为5g/10分钟~70g/10分钟。所述mfr以外的聚烯烃的物性、例如q值(重量平均分子量/数量平均分子量)、洛氏硬度(rockwell hardness)、分支甲基链数等物性若满足本发明的必要条件,则并无特别限定。
[0049]
若在第二成分中包含聚烯烃系树脂,则并无特别限定,优选为包含80质量%以上的聚烯烃系树脂,更优选为包含90质量%以上的聚烯烃系树脂。在不妨碍本发明的效果的范围内,视需要也可适宜地包含所述第一成分中所例示的添加剂。
[0050]
(热粘接性复合纤维)
[0051]
本发明的复合纤维中的第一成分与第二成分的组合只要满足如下条件、即构成第二成分的聚烯烃系树脂具有比构成第一成分的聚酯系树脂的熔点低15℃以上的熔点这一条件,则并无特别限定,可自所述说明的第一成分及第二成分中选择使用。再者,在第一成分为两种以上的聚酯系树脂的混合物、和/或第二成分为两种以上的聚烯烃系树脂的混合物的情况下,所谓“构成第二成分的聚烯烃系树脂具有比构成第一成分的聚酯系树脂的熔点低15℃以上的熔点”,是指构成第二成分的聚烯烃系树脂的混合物中具有最高熔点的树脂具有比构成第一成分的聚酯系树脂的混合物中具有最低熔点的树脂的熔点低15℃以上的熔点。
[0052]
作为具体的第一成分/第二成分的组合,可例示:聚对苯二甲酸乙二酯/聚丙烯、聚对苯二甲酸乙二酯/高密度聚乙烯、聚对苯二甲酸乙二酯/直链状低密度聚乙烯、聚对苯二甲酸乙二酯/低密度聚乙烯。其中,更优选的组合为聚对苯二甲酸乙二酯/高密度聚乙烯。
[0053]
本发明的复合纤维具有在与纤维的长度方向正交的纤维剖面中所述第二成分占据纤维外周的同心鞘芯型结构。同心鞘芯型结构可为同心鞘芯实心型复合纤维,也可为同心鞘芯中空型复合纤维。
[0054]
另外,芯的剖面形状不仅可设为圆形,也可设为特异形状,例如可列举:星形、椭圆形、三角形、四边形、五边形、多叶形、阵列形、t字形及马蹄形等特异形状。
[0055]
本发明的复合纤维优选为在与其长度方向正交的纤维剖面中,将第一成分(芯成分)与第二成分(鞘成分)的复合比设为以容量分率计为10/90~90/10,更优选为30/70~70/30,特别优选为60/40~50/50。复合比率影响未延伸纤维的伸长率及加工成无纺布时的纤维粘接强力。通过增加第一成分的比率,可适宜地残留未延伸纤维的伸长率,可增加延伸工序中所获得的延伸纤维的伸长率,因此可适宜地获得无纺布的赋形加工性。另外,通过增加第二成分的比率,可提高加工成无纺布时的纤维粘接强力,可适宜地获得不易断裂的无
纺布。
[0056]
本发明的复合纤维的纤度并无特别限定,优选为2.0dtex~6.1dtex,具体而言,对于卫生材料资材中所使用的那样的纤维,更优选为2.6dtex~5.5dtex,进而优选为3.5dtex~4.5dtex。若复合纤维的纤度为2.0dtex以上,则容易获得高伸长率的复合纤维,因此优选,若为6.1dtex以下,则可获得手感良好的无纺布,因此优选。通过设为所述范围的纤度,可兼具高伸长率与低纤度,容易达成优异的手感与无纺布加工时的手感的良度及赋形加工中的追随性的并存。
[0057]
本发明的复合纤维的断裂伸长率为350%以上,优选为400%以上,更优选为500%以上。通过将复合纤维的断裂伸长率设为350%以上,可在制成无纺布的状态下不切断纤维地延展纤维,可获得也追随复杂的形状的赋形加工性优异的无纺布。断裂伸长率的上限并无特别限定,现实中为700%以下。
[0058]
本发明中所述的断裂伸长率是依据日本工业标准(japanese industrial standards,jis)l 1015,使用拉伸试验机,将试样的握持间隔设为20mm来进行拉伸试验,并将断裂时的伸长度设为所述纤维的断裂伸长率。
[0059]
本发明的复合纤维的断裂伸长率与纤度的比为80%/dtex以上,优选为90%/dtex以上,进而优选为105%/dtex以上,特别优选为130%/dtex以上。若复合纤维的断裂伸长率与纤度的比为80%/dtex以上,则可获得赋形加工性与手感的平衡良好的无纺布,若为105%/dtex以上,则可获得赋形加工性与手感的平衡优异的无纺布,若为130%/dtex以上,则可获得以高水平兼顾赋形加工性与手感的无纺布。
[0060]
本发明的复合纤维的断裂强度并无特别限定,例如,对于卫生材料资材中所使用的那样的纤维而言,优选为0.5cn/dtex~1.5cn/dtex的范围,更优选为0.7cn/dtex~1.0cn/dtex的范围。在断裂强度低的情况下,在搬送制造工序中的纤维时有可能产生纤维断开或缠绕,若复合纤维的断裂强度为0.5cn/dtex以上,则强力充分,可抑制纤维断开或缠绕。另外,通常,断裂强度与伸长率成反比,因此,若为1.5cn/dtex以下,则可在制成无纺布时的加工中残留充分的伸长率。通过设为所述范围的断裂强度,可制成残留伸长率、同时也不会引起各工序中的故障的纤维。
[0061]
本发明的复合纤维的断裂强度与断裂伸长率的比(断裂强度[cn/dtex]/断裂伸长率[%])并无特别限定,优选为小于0.005,进而优选为小于0.0024。断裂强度与断裂伸长率的比大,是指高强度-低伸长率,断裂强度与断裂伸长率的比小,是指低强度-高伸长率。在对使用所述纤维的无纺布进行赋形加工时,适宜的是无纺布中的纤维追随加工,若所述比小于0.005,则在对无纺布进行赋形加工时,可在不引起单丝断开的情况下顺利地进行加工,若小于0.0024,则可获得更高水平的加工追随性,因此适宜。
[0062]
本发明的复合纤维的120℃下的干热收缩率并无特别限定,优选为0%~20%,更优选为0%~10%,进而优选为0%~5%。若干热收缩率为0%以上,则伴随收缩而纤维的伸长率提高,因此优选,若干热收缩率为20%以下,则可对使用本发明的复合纤维的料片进行热处理,可确保加工成无纺布时的热尺寸稳定性,因此优选。通过设为所述范围的热收缩率,可兼顾充分水平的赋形加工追随性与热尺寸稳定性。干热收缩率的算出方法将在后述的实施例中进行说明。
[0063]
将本发明的复合纤维制成料片片材时的145℃下的料片热收缩率并无特别限定,
优选为0%~30%,更优选为0%~8%,进而优选为0%~5%。若料片热收缩率为0%以上,则伴随收缩而纤维的伸长率提高,对无纺布进行赋形加工时的赋形追随性提高,因此优选。另一方面,就对无纺布进行热处理时的热尺寸稳定性的观点而言,优选为30%以下。通过设为所述范围的料片热收缩率,可兼顾无纺布的热尺寸稳定性与赋形追随性。料片热收缩率的算出方法将在后述的实施例中进行说明。
[0064]
本发明的复合纤维的卷曲数并无特别限定,优选为9峰顶/2.54cm~20峰顶/2.54cm,更优选为11峰顶/2.54cm~18峰顶/2.54cm。若卷曲数为9峰顶/2.54cm以上,则梳棉通过性为充分水平,若为11峰顶/2.54cm以上,则可获得进而适宜的梳棉通过性。另外,若为20峰顶/2.54cm以下,则可抑制形成料片时的棉结(nep)的产生,若为18峰顶/2.54cm以下,则可进而适宜地抑制棉结的产生。
[0065]
本发明的复合纤维的卷曲率并无特别限定,优选为5%~15%,更优选为6%~12%。若卷曲率为5%以上,则梳棉通过性为充分水平,若为6%以上,则可获得进而适宜的梳棉通过性。另外,若卷曲率为15%以下,则可获得形成料片时的质地均匀性,若为12%以下,则可获得更适宜的质地均匀性,因此优选。
[0066]
本发明的复合纤维的卷曲弹性模量并无特别限定,优选为85%~100%。通过卷曲弹性模量为85%以上,可在无纺布化工序中维持卷曲的形态稳定性,由此,获得无纺布的工序中的梳棉通过性变良好。
[0067]
另外,在本发明的复合纤维中,在不妨碍本发明的效果的范围内,视需要也可适宜地添加无机微粒子,以便赋予源自自重的垂坠感或光滑的触感,获得由生成孔隙或裂缝等纤维内外的空隙带来的柔软性优异的纤维。无机微粒子的添加量在纤维中优选为0质量%~10质量%,更优选为0.1质量%~10质量%,进而优选为1质量%~5质量%的范围。
[0068]
关于所述无机微粒子,若为比重高、难以引起熔融树脂中的凝聚的物质,则并无特别限定,若列举一例,则可列举:氧化钛(比重3.7~4.3)、氧化锌(比重5.2~5.7)、钛酸钡(比重5.5~5.6)、碳酸钡(比重4.3~4.4)、硫酸钡(比重4.2~4.6)、氧化锆(比重5.5)、硅酸锆(比重4.7)、氧化铝(比重3.7~3.9)、氧化镁(比重3.2)或具备与这些大致同等的比重的物质,其中,优选为使用氧化钛。通常已知这些无机微粒子是以隐蔽性、抗菌性或除臭性等为目的而添加到纤维中来使用。所使用的无机微粒子优选为在纺丝工序或延伸工序中不会产生丝断开等不良情况的粒径或形状。
[0069]
作为无机微粒子的添加方法,可列举:在第一成分或第二成分中直接添加无机微粒子的粉末的方法;或者在树脂中混入无机微粒子,进行母料化,并添加到第一成分或第二成分中的方法等。母料化中使用的树脂最优选为使用与第一成分、第二成分相同的树脂,若满足本发明的必要条件,则并无特别限定,也可使用与第一成分、第二成分不同的树脂。
[0070]
(复合纤维的制造方法)
[0071]
本发明的复合纤维的制造方法包括:对于包含聚酯系树脂的第一成分、以及包含具有比所述聚酯系树脂的熔点低15℃以上的熔点的聚烯烃系树脂的第二成分,以成为所述第二成分占据纤维外周的同心鞘芯型剖面形状的方式进行熔融纺丝而获得未延伸纤维的工序(以下,有时称为纺丝工序);使所述未延伸纤维在特定条件下延伸而获得延伸纤维的工序(以下,有时称为延伸工序);对所述延伸纤维赋予卷曲的工序(以下,有时称为卷曲工序);以及对所述赋予了卷曲的延伸纤维进行热处理的工序(以下,有时称为热处理工序),
此时,可通过按照下述式子所表示的延伸效率成为40%~75%的范围的方式进行调整来制造。
[0072]
延伸效率(%)={未延伸纤维的纤度(dtex)/延伸倍率(倍)/热粘接性复合纤维的纤度(dtex)}
×
100
[0073]
自以前起便已知:通过在比玻璃化转变点高的温度下使聚酯系未延伸纤维延伸(流动延伸),可获得伸长率比较高的纤维,但由于纤维刚性低、卷曲的形状稳定性低,因此梳棉通过性差,进而热收缩大、热尺寸稳定性低。然而,本发明人发现,通过对流动延伸后的复合纤维进一步进行热处理,从而进一步高伸长率化,同时显著改善梳棉通过性、热尺寸稳定性。虽然不受特定理论的约束,但认为原因在于:通过在流动延伸后进行热处理,构成第一成分的聚酯系树脂自低结晶、高取向的状态,通过热而取向缓和,由此,高伸长率化且低收缩化,进而构成第二成分的聚烯烃系树脂取向结晶化,由此,纤维刚性提高。认为所述效果是基于如下现象:通过流动延伸后的热处理,纤度上升,且纤维在长度方向上收缩。例如,热处理后的延伸纤维的纤度相对于热处理前的延伸纤维的纤度而为120%以上,优选为130%以上,更优选为140%以上。其上限并无特别限定,现实中为200%以下。另外,热处理后的延伸纤维的长度相对于热处理前的延伸纤维的长度而为90%以下,优选为85%以下,更优选为80%以下。其下限并无特别限定,现实中为50%以上。即,以40%~75%、更优选为50%~70%、进而优选为55%~66%的延伸效率获得的复合纤维兼具高伸长率与低纤度,进而梳棉通过性良好,热尺寸稳定性优异,因此,可容易地制作手感优异、且也追随复杂的形状或纤维变形应力高的加工的赋形加工性优异的无纺布。所述那样的效果在现有技术中是无法预测的,是本发明中所发现的新颖的效果。
[0074]
延伸效率可通过适宜地选择后述的纺丝温度、纺丝速度、延伸倍率、延伸温度、热处理温度等来进行控制。
[0075]
(纺丝工序)
[0076]
在纺丝工序中,对于所述第一成分与第二成分,分别使用公知的同心鞘芯型用的纺丝喷嘴,以成为同心鞘芯型剖面形状的方式进行熔融纺丝,由此获得未延伸纤维。作为熔融纺丝时的温度(以下,有时称为纺丝温度),只要为可熔解第一成分及第二成分的温度,则并无特别限制,优选为第一成分的熔点以上,更优选为第一成分的熔点+30℃以上,进而优选为第一成分的熔点+50℃以上。若纺丝温度为第一成分的熔点+30℃以上,则可获得减少纺丝时的断丝次数、且容易残留延伸后的伸长率的未延伸丝,因此优选,若为+50℃以上,这些效果变得更显著,因此优选。温度的上限只要为可适宜地进行纺丝的温度即可,并无特别限定。另外,作为纺丝速度,也是若为可获得未延伸纤维的范围,则并无特别限制,优选为300m/min~1500m/min,更优选为550m/min~1000m/min。若纺丝速度为300m/min以上,则可使想要获得任意纤度的未延伸纤维时的单孔喷出量增多,可获得令人满意的生产性,因此优选。
[0077]
未延伸纤维的纤度并无特别限定,优选为5dtex~12dtex,更优选为6dtex~11dtex,进而优选为7dtex~10dtex。若未延伸纤维的纤度为5dtex以上,则可在延伸后的纤维中确保充分的伸长率,可适宜地获得加工成无纺布时的赋形加工性。另外,若为12dtex以下,则可充分降低延伸后的纤维的纤度,在加工成无纺布时,可确保充分的手感,因此优选。通过设为所述范围的纤度,可兼顾无纺布的赋形加工性与手感。
[0078]
(延伸工序)
[0079]
在延伸工序中,对通过所述条件而获得的未延伸纤维进行延伸处理。在延伸工序中,通过变更温度或延伸倍率、控制第一成分和/或第二成分的分子链的取向性或结晶性,可控制复合纤维的强度或伸长率、耐热性等物性。
[0080]
本发明的延伸工序中的延伸倍率并无特别限定,优选为1.5倍以上,更优选为2倍~5倍的范围,进而优选为2.5倍~4倍的范围。若延伸倍率为1.5倍以上,则可降低纤度,因此优选,若为5倍以下,则可增大伸长率,因此优选。另外,延伸温度并无特别限定,优选为构成第一成分的聚酯系树脂的玻璃化转变温度的10℃~70℃以上的高温、且小于构成第二成分的聚烯烃系树脂的熔点的温度范围,更优选为构成第一成分的聚酯系树脂的玻璃化转变温度的35℃~60℃以上的高温、且构成第二成分的聚烯烃系树脂的熔点的5℃以下的温度范围,进而优选为构成第一成分的聚酯系树脂的玻璃化转变温度的40℃~50℃以上的高温、且构成第二成分的聚烯烃系树脂的熔点的10℃以下的温度范围。若延伸温度为构成第一成分的聚酯系树脂的玻璃化转变温度的+10℃以上、更优选为+35℃以上、进而优选为+40℃以上,则即便以高倍率延伸,也可获得高伸长率的纤维,因此优选,若为+70℃以下、更优选为+60℃以下、进而优选为+50℃以下,则可抑制由作为第二成分的聚烯烃系树脂彼此的熔接所致的延伸工序的不稳定化,因此优选。
[0081]
关于本发明的延伸工序,在无损本发明的效果的范围内,并无特别限定,可为1段延伸,也可为对进行了一次延伸处理的纤维再次进行延伸处理的2段延伸,也可为通过进一步重复相同的程序而进行的多段延伸。在进行2次以上的延伸处理时,可连续地进行。
[0082]
以下,基于图1,更详细地说明1段延伸及2段延伸,但本发明并不限定于此。
[0083]
如图1的(a)所示,1段延伸是利用延伸机10来进行,所述延伸机10具有包含多个辊的第一并条机(draw frame)11、以及包含多个辊的第二并条机12。具体而言,使由第二并条机12拉拽的纤维的速度大于由第一并条机11送出的纤维的速度,并通过由第二并条机12拉拽纤维f而进行延伸。通过如此进行延伸而控制分子链的取向性或结晶性,由此可控制复合纤维的强度或伸长率、耐热性等物性。再者,也可在第一并条机11及第二并条机12之间设置蒸汽腔室13。
[0084]
在此种图1的(a)的延伸机10中,在将第一并条机11的速度设为x1、将第二并条机12的速度设为x2来进行延伸的情况下,所述纤维f的延伸倍率是由x2/x1表示。另外,延伸温度是指延伸开始位置处的纤维的温度。即,在所述延伸机10中,是指第一并条机11中的纤维的温度。
[0085]
如图1的(b)所示,2段延伸是利用延伸机20来进行,所述延伸机20具有第一并条机21、包含多个辊的第二并条机22、以及包含多个辊的第三并条机23。具体而言,使由第二并条机22拉拽的纤维的速度x2大于由第一并条机21送出的纤维的速度x1,进而,使由第三并条机23拉拽的纤维的速度x3大于由第二并条机22送出的纤维的速度x2,由此进行延伸。即,在第一并条机21与第二并条机22之间进行第一次延伸,进而在第二并条机22与第三并条机23之间进行第二次延伸。再者,符号24为蒸汽腔室。另外,例如,也可将两个图1的(a)的延伸机10独立地排列来延伸2次。
[0086]
关于各次的延伸倍率,在将基于上游侧的并条机的纤维的速度设为xn、将基于下游侧的并条机的纤维的速度设为xn+1来进行延伸的情况下,所述纤维的延伸倍率是由xn+
1/xn表示。而且,2段延伸的整体延伸倍率是由第一次的延伸倍率与第二次的延伸倍率的积来表示。另外,延伸温度是指最初的延伸开始位置处的纤维的温度。即,在所述延伸机20中,是指第一并条机21中的纤维的温度。
[0087]
(卷曲工序)
[0088]
继而,在卷曲工序中,利用卷缩机(crimper)等对延伸纤维赋予机械性卷曲。通过对延伸纤维赋予卷曲,可提高梳棉通过性。此种机械卷曲具有平面锯齿结构(弯曲形状)等二维卷曲形状。
[0089]
卷曲工序中赋予的卷曲数并无特别限定,优选为9峰顶/2.54cm~20峰顶/2.54cm,例如,可通过适宜地变更压入型卷缩机中的填料箱(stuffing box)压力等来进行调整。
[0090]
(热处理工序)
[0091]
继而,对赋予了卷曲的延伸纤维进行热处理,缓和构成第一成分的聚酯系树脂的取向,提高复合纤维的伸长率,进而降低热收缩率以及提高构成第二成分的聚烯烃系树脂的结晶化度,获得梳棉通过性良好的纤维。
[0092]
本发明的热处理工序并无特别限定,可为利用加热空气或蒸汽进行的热处理,也可为利用与热辊等的接触进行的热处理。另外,可为纤维被约束为规定长度的状态下的热处理,也可为松弛状态下的热处理。热处理温度并无特别限定,优选为构成第一成分的聚酯系树脂的玻璃化转变温度的10℃~70℃以上的高温、且小于构成第二成分的聚烯烃系树脂的熔点的温度范围,更优选为构成第一成分的聚酯系树脂的玻璃化转变温度的30℃~60℃以上的高温、且构成第二成分的聚烯烃系树脂的熔点的5℃以下的温度范围。若热处理温度为构成第一成分的聚酯系树脂的玻璃化转变温度的+10℃以上、优选为+30℃以上,则不仅可获得高伸长率的纤维,而且抑制热收缩,容易调整无纺布物性,因此优选,若为+70℃以下、优选为+60℃以下,则可抑制由作为第二成分的聚烯烃系树脂彼此的熔接所致的延伸过程的不稳定化,因此优选。另外,热处理温度优选为高于延伸温度。进而,热处理的时间也无特别限定,优选为在无损操作性的范围内长,具体而言,为5秒以上,更优选为30秒以上,进而优选为3分钟以上。
[0093]
(纤维处理剂的附着工序)
[0094]
另外,关于本发明的复合纤维,其表面可经各种纤维处理剂处理,由此,可赋予亲水性、拨水性、抗静电性、表面平滑性、耐磨耗性等功能。
[0095]
关于纤维处理剂的附着工序,可例示:在未延伸纤维的取回时利用吻合辊附着纤维处理剂的方法、或在延伸时和/或延伸后利用接触辊法、浸渍法、喷雾法等附着纤维处理剂的方法。
[0096]
(切割工序)
[0097]
经热处理的复合纤维也可被切割成短纤维。切割长可根据用途来选择,并无特别限定,在进行梳棉处理时,优选为20mm~102mm的范围,更优选为30mm~51mm的范围。
[0098]
(无纺布)
[0099]
本发明的无纺布因使用兼具高伸长率与低纤度的复合纤维,因此手感、与也追随复杂的形状或纤维变形应力高的加工的赋形加工性优异。无纺布的加工条件并无特别限定,例如可列举如下方法:在第二成分的熔点以上对使用辊梳棉机获得的梳棉料片进行热处理加工,从而制成无纺布。热处理方法并无特别限定,就可使无纺布的柔软性良好地进行
加工的方面而言,优选为热风(through air)加工法等。
[0100]
使用本发明的复合纤维制造的无纺布例如可在如下用途中利用:尿布、卫生巾、失禁护垫等吸收性物品、罩衣(gown)、手术衣等医疗卫生材料、壁用片材、窗户纸、地板材料等室内内装材料、帐篷布(cover cloth)、清扫用擦拭巾、生活垃圾用覆盖物等生活相关材料、一次性卫生间、卫生间用覆盖物等卫生间用品(toiletry)制品、宠物垫(pet sheet)、宠物用尿布、宠物用毛巾等宠物用品、擦拭材料、过滤器、缓冲材料、油吸附材料、墨水罐用吸附材料等产业资材、一般医疗材料、床品材料、护理用品等要求蓬松性或柔软性的各种纤维制品中的用途。
[0101]
[实施例]
[0102]
以下,利用实施例来记述本发明,但本发明不受这些实施例的任何限定。再者,各例中的物性评价是利用以下所示的方法来进行。
[0103]
<聚烯烃系树脂的mfr>
[0104]
依据jis k 7210进行测定。
[0105]
<纤度、断裂强度、断裂伸长率、断裂伸长率与纤度的比>
[0106]
依据jis l 1015,进行未延伸纤维的纤度、复合纤维的纤度、断裂强度及断裂伸长率的测定。另外,通过用断裂伸长率[%]除以纤度[dtex],来算出断裂伸长率与纤度的比。
[0107]
<干热收缩率>
[0108]
将收缩性纤维以成为约500mm的长度的方式切出,将其在120℃的循环烘箱中热处理5分钟,并由以下式子进行算出。
[0109]
干热收缩率(%)=(热处理前纤维长-热处理后纤维长)
÷
热处理前纤维长
×
100
[0110]
<料片热收缩率>
[0111]
将热粘接性复合纤维悬挂于辊梳棉机上,采集单位面积重量为约200g/m2的料片片材,以约25cm见方切出,测定纤维的流向上的长度a0。在加热为145℃的热风循环干燥机中放置5分钟而进行热处理,测定收缩处理后的片材中的纤维的流向上的长度a1,由以下式子算出料片热收缩率。
[0112]
料片热收缩率(%)=[(a0-a1)/a0]
×
100
[0113]
<手感的评价>
[0114]
将热粘接性复合纤维悬挂于辊梳棉机上,对于对所获得的料片进行热处理而获得的无纺布,将机械方向设为长边,并以15cm
×
5cm的大小切出。利用岛津制作所股份有限公司制造的奥拓古拉夫(autograph)ags-j对切出的无纺布样品进行延伸处理。设为试样长10cm、拉伸速度100m/min,并进行15cm的延伸处理,制作手感评价用的样品。按照以下4阶段判定所获得的样品的手感。
[0115]
〔评价基准〕
[0116]
◎
:无纺布表面无细毛,触感非常良好。
[0117]
○
:无纺布表面无细毛,触感良好。
[0118]
△
:无纺布表面可见细毛,或触感差。
[0119]
×
:无纺布表面有细毛,且触感差。
[0120]
<追随性的评价>
[0121]
与所述手感的评价同样地,制作追随性评价用的样品。按照以下4阶段评价所获得
的样品的追随性。
[0122]
〔评价基准〕
[0123]
◎
:无纺布经整体延伸,也未见无纺布的部分断裂。
[0124]
○
:无纺布经局部延伸,也未见无纺布的部分断裂。
[0125]
△
:无纺布中的纤维可见部分断裂。
[0126]
×
:无纺布在延伸处理中断裂。
[0127]
[实施例1~实施例5、比较例1~比较例3]
[0128]
<热粘接性复合纤维的制造>
[0129]
将固有密度为0.64、玻璃化转变温度为70℃、熔点为255℃的聚对苯二甲酸乙二酯(略记符号为pet)配设于芯侧,将密度为0.96g/cm3、mfr(190℃,负荷21.18n)为16g/10min、熔点为130℃的高密度聚乙烯(略记符号为pe)配设于鞘侧,使用同心鞘芯喷嘴,将这些以第一成分(芯)/第二成分(鞘)=60/40(容量分率)的剖面形态复合化,在纺丝速度600m/min的条件下获得8.0dtex的未延伸纤维。继而,对于所获得的未延伸纤维,在表1所示的条件下进行延伸、机械卷曲处理、及热处理,获得热粘接性复合纤维。在表2中示出实施例1~实施例5、比较例1~比较例3中所获得的复合纤维的物性。
[0130]
[表1]
[0131][0132]
[表2]
[0133][0134]
如由以上的结果所示那样,本发明的实施例1~实施例4具有386%~597%的高断裂伸长率、88%/dtex~132%/dtex的高断裂伸长率与纤度的比,因此,利用此种复合纤维制作的无纺布的手感与追随性优异。另外,由热所致的收缩率小,容易控制单位面积重量或宽度等。实施例5中,虽具有低纤度与高伸长率,且无纺布的手感、追随性可令人满意,但由热所致的收缩率稍大,稍微难以控制单位面积重量或宽度等。
[0135]
比较例1、比较例3的复合纤维中,断裂伸长率小于350%,无纺布的伸长率小,追随性差。
[0136]
比较例1~比较例3的复合纤维中,断裂伸长率与纤度的比小,无纺布的手感与追随性的平衡无法令人满意。
[0137]
[产业上的可利用性]
[0138]
本发明的热粘接性复合纤维兼具高伸长率与低纤度,因此可制作手感优异、且也追随复杂的形状或纤维变形应力高的加工的赋形性优异的无纺布。可有效利用此种特征,适宜地在尿布、卫生巾、护垫等卫生材料用吸收性物品、医疗卫生材料、生活相关材料、一般医疗材料、床品材料、过滤器材料、护理用品、及宠物用品等用途中使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1
- 一种改良型风速仪的制作方法
- 一种带风速仪的路灯的制作方法
- 一种风速仪用三端输出双660nm与808nm波长光纤激光器的制造方法
- 一种风速仪用三端输出532nm与1319nm与808nm三波长光纤激光器的制造方法
- 一种风速仪用四端输出808nm与532nm与双1319nm波长光纤激光器的制造方法
- 一种风速仪用四端输出双808nm与660nm与1319nm波长光纤激光器的制造方法
- 一种风速仪用四端输出808nm与1319nm与双532nm波长光纤激光器的制造方法
- 一种风速仪用四端输出808nm与660nm与双1064nm波长光纤激光器的制造方法
- 一种风速仪用四端输出双808nm与532nm与1064nm波长光纤激光器的制造方法
- 一种风速仪用三端输出532nm与660nm与808nm三波长光纤激光器的制造方法