一种锁扣装订机送料装置的制作方法
1.本技术涉及钢边箱加工设备的领域,尤其是涉及一种锁扣装订机送料装置。
背景技术:
2.钢边箱,又称为钢带箱,由若干块木质的板材组合拼接而成。在相邻板材的组合拼接处,一块板材的边缘压固有钢条包边,钢条包边沿长度方向间隔设置若干插槽,另一块板材的边缘压固有与若干插槽对应的若干舌型锁扣。通过舌型锁扣与插槽的插接,使钢带箱可以灵活地拆卸。
3.上述压固有若干舌型锁扣的板材的加工通常采用锁扣装订机来完成。按钢带进料及加工流程,锁扣装订机包括用于安置钢带卷的放卷架,输送辊组,级进模以及剪切压制装置,此外,锁扣装订机还包括带动板材进料的输送带。输送辊组驱动钢带进料,钢带在级进模处经过若干次冲压加工出舌型锁扣的形态,之后,剪切压制装置将该舌型锁扣剪切脱离钢带,与此同时,板材被输送带输送至剪切压制装置处,与钢带脱离的舌型锁扣被压制于板材上。
4.然而,本技术的发明人发现,上述锁扣装订机加工舌型锁扣的过程中,钢带容易发生偏位,从而造成舌型锁扣尺寸出现偏差,从而影响加工质量。
技术实现要素:
5.为了减轻锁扣加工过程中钢带容易发生偏位的现象,本技术提供一种锁扣装订机送料装置。
6.本技术提供的一种锁扣装订机送料装置采用如下的技术方案:
7.一种锁扣装订机送料装置,包括放卷架,放卷架包括基架以及安装于基架并用于放置钢带卷的放料卷筒,所述放卷架连接有用于将钢带从放卷架展开并输送至锁扣装订机进行锁扣的冲压及装订的级进模处的原料输送机构,原料输送机构包含底座,底座上方设置有同时作用于钢带的上表面和下表面从而将钢带向前输送的的输送辊组,输送辊组的一侧还设置有压固组件;所述压固组件包括压板,压板上连接有在级进模进行冲压过程时驱动压板下降对钢带进行压紧和稳定作用的压固驱动件。
8.本技术的发明人认为,钢带的刚性表面使其在经过级进模进行冲压时,未进入级进模并与之连接的钢带容易受影响而产生剧烈晃动,从而使得钢带出现移位,进而影响级进模内与之连接的钢带的冲压。
9.本技术通过采用上述技术方案,待加工的钢带放置于放卷架上,由原料输送机构内的输送辊组将钢带向前输送,当锁扣装订机中的板材输送至级进模的进料口,级进模准备进行冲压过程时,压固驱动件驱动压板下降将未进入级进模内在底座上的钢带固定,避免影响级进模的冲压过程;待一个冲压过程结束后,压固组件上升并解除对钢带的限制,由输送辊组将钢带继续向前输送一个工位。由于本技术中钢带不容易发生偏位,由此减轻了锁扣冲压尺寸出现偏差的现象,从而提高加工质量。
10.可选的,所述放卷架和原料输送机构之间设置有支撑钢带并防止钢带在放卷架输送至原料输送机构过程中产生晃动的导料组件。
11.通过采用上述技术方案,导料组件能够对钢带在放卷架向原料输送机构输送过程中提供支撑力,从而避免影响钢带受级进模内冲压过程的影响发生剧烈晃动,造成级进模内的钢带发生偏位,影响加工精度。
12.可选的,所述导料组件包括用于支撑钢带的导料杆,导料杆靠近放卷架的一端设置有将导料杆连接在放卷架上的安装片。
13.通过采用上述技术方案,导料杆的结构简单,支撑和稳固效果好,安装及维护方便。
14.可选的,所述导料杆连接有能够调节钢带传输高度的调节件。
15.通过采用上述技术方案,调节件能够根据实际情况调整钢带的输送高度,从而使钢带的传输状态调整至更佳。
16.可选的,所述调节件采用调节螺栓,调节螺栓穿过安装片与基架螺纹连接。
17.通过采用上述技术方案,将调节螺栓松开后可以调节安装片与放卷架的连接角度,从而改变导料杆的高度,实现导料组件的高度变化。
18.可选的,所述导料组件还包括缠绕于导料杆上用于防止钢带磨损的缠绕带。
19.通过采用上述技术方案,缠绕带能够减少钢带输送过程中的摩擦力,从而减缓钢带的磨损,同时也能使钢带的输送更平稳。
20.可选的,所述导料组件还包括设置于放卷架的基架上的环绕钢带从而限制钢带出料方向的扎带。
21.通过采用上述技术方案,扎带能够控制钢带从放卷架的固定位置输出,辅助导料杆对钢带传输路径的控制。
22.可选的,所述压固驱动件采用压固气缸。
23.通过采用上述技术方案,压固气缸的结构简单,动作迅速、反应快,环境适应性强,易于安装维护。
24.综上所述,本技术包括以下有益技术效果:
25.1、通过压固组件的设置能够使锁扣装订机的级进模内进行冲压过程时对未进入级进模的钢带进行压固,从而减轻了未进入级进模的钢带受影响而产生剧烈晃动的现象,由此减轻了锁扣冲压尺寸出现偏差的现象,从而提高加工质量;
26.2、在放卷架和原料输送机构之间增设导料组件,能够对钢带在输送过程提供支撑,提升钢带从放卷架向原料输送机构输送的平稳性,从而降低未进入级进模的钢带对正在冲压的钢带产生的影响,从而进一步提高加工质量。
附图说明
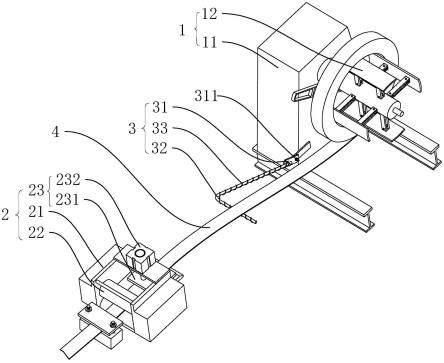
27.图1是本技术实施例的立体结构示意图;
28.图2是本技术实施例的应用结构示意图。
29.附图标记说明:1、放卷架;11、基架;12、放料卷筒;2、原料输送机构;21、底座;22、输送辊组;23、压固组件;231、压板;232、压固气缸;3、导料组件;31、安装片;311、调节螺栓;32、导料杆;33、缠绕带;4、钢带;5、锁扣装订机;51、级进模。
具体实施方式
30.以下对本技术作进一步详细说明。
31.本技术实施例公开一种锁扣装订机送料装置,如图1所示,所输送的钢带4的输送方向为加工方向。该锁扣装订机送料装置包括放卷架1,放卷架1沿加工方向的一侧设置有导料组件3,导料组件3远离放卷架1的一侧设置有原料输送机构2。
32.放卷架1包括放置于地面的基架11,基架11上设置有放料卷筒12,放料卷筒12与基架11转动连接。放卷架1沿加工方向的一侧设置有原料输送机构2。原料输送机构2包括底座21,底座21上设置有输送辊组22。输送辊组22的转动轴与加工方向垂直,输送辊组22包含两根相互平行且在竖直方向上排布的输送辊。输送辊为细长圆柱体状,每根输送辊的两端与底座21转动连接。输送辊组22靠近放卷架1的一侧设置有压固组件23。
33.压固组件23包括安装于底座21上的压固气缸232。压固气缸232的外壳与底座21固定连接,内部的活塞杆固定连接有扁平的压板231,当压固气缸232驱动压板231下压,压板231的底面压紧底座21上的钢带4,从而固定钢带4。
34.原料输送机构2与放卷架1沿加工方向之间设置有导料组件3。导料组件3包括与基架11连接的导料杆32。导料杆32为中间弯折成90
°
的杆状,一端与放卷架1的基架11连接,导料杆32上缠绕有缠绕带33。导料杆32与基架11的连接处设置有安装片31。安装片31的与导料杆32固定连接,安装片31上设置有调节螺栓311。调节螺栓311穿过安装片31与基架11螺纹连接。转动调节螺栓311,将安装片31解除与基架11的固定,即可调整安装片31的位置,从而调节导料杆32的高度。放料卷的基架11上还可以设置有环绕钢带4从而限制钢带4出料方向的扎带(附图未示出)。
35.本技术实施例的一种锁扣装订机送料装置的实施原理为:如图2所示,本技术实施例使用时,原料输送机构2安装于锁扣装订机5的级进模51的进料口处。
36.将待加工的钢带4卷放置在放卷架1的放料卷筒12上,由原料输送机构2内的输送辊组22提供动力将钢带4向前输送,输送过程中,由导料组件3提供钢带4输送过程的支撑和稳定作用,通过调节安装片31的角度可以调整导料杆32的高度,从而对钢带4的输送状态调整至较佳状态。
37.钢带4经过导料组件3后继续向前输送至原料输送机构2,当锁扣装订机5内的级进模51进行冲压过程时,压固气缸232将驱动压块下降,固定未输送进级进模51的钢带4,避免对冲压过程产生影响,待冲压过程完成后,压固气缸232驱动压块上升,解除对钢带4的限制,输送辊组22继续将钢带4向前输送一个工位,进行下一次冲压过程。由于本技术中钢带4不容易发生偏位,由此减轻了锁扣冲压尺寸出现偏差的现象,从而提高了加工质量。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1