高烫印质量的烫金机的制作方法
1.本技术涉及烫金设备技术领域,尤其是涉及一种高烫印质量的烫金机。
背景技术:
2.烫金机是指在一定的温度和压力下将电化铝箔烫印到承印物表面的工艺设备,烫金的质量主要取决于温度、压力和烫金速度相互配合的水平,其中烫印的压力影响着电化铝的附着牢度,在同一块承印物上烫印两种图文时,要掌握好单位压力和承印物的受力大小,一旦承印物受力不均匀,会导致烫金出现糊版或花版的现象。
3.目前,在对纸板进行批量烫印的过程中,由于纸板的厚度会存在不均匀的情况,在对纸板上多个位置进行烫印时,烫印位置容易因为厚度不均匀,从而受力不均匀,导致烫印质量不佳的情况。
技术实现要素:
4.为了能够提高烫印质量,本技术提供一种高烫印质量的烫金机。
5.本技术提供一种高烫印质量的烫金机,采用如下技术方案:
6.一种高烫印质量的烫金机,包括机箱,所述机箱内设有烫印机构,所述烫印机构包括烫印气缸和烫印板,所述烫印气缸设置在机箱上部,所述烫印板与烫印气缸的活塞杆可拆卸连接,所述机箱内设有调整机构,所述调整机构包括调整台和调整气缸,所述调整气缸架设在机箱内位于烫印机构的下方,所述调整台与调整气缸的活塞杆可拆卸连接,所述机箱内设有检测机构和送料机构,所述检测机构包括检测气缸和检测台,所述检测气缸架设在机箱内靠近调整机构处,所述检测台与检测气缸的活塞杆可拆卸连接,所述送料机构设置在机箱内靠近烫印机构处。
7.通过采用上述技术方案,设置调整机构,方便通过调整机构调整纸板上的局部位置的高度,从而实现对纸板上厚度不均匀的地方进行调节的目的,从而在烫印时,纸板上的烫印部能够受力均匀,从而提高烫印质量,设置检测机构,方便通过检测机构检测纸板上厚度不均匀的部位,设置送料机构,方便通过送料机构运送纸板,设置调整台,方便通过调整台将位于调整台上的纸板顶起,使纸板与送料机构分离,方便烫印机构进行烫印工作,设置调整气缸,方便通过调整气缸带动调整台进行升降动作,将调整台与调整气缸可拆卸连接,方便通过拆卸调整台,并进行更换,从而适应不同烫金图案的要求,设置检测台,方便通过将纸板放置在检测台进行检测,设置检测气缸,方便通过检测气缸带动检测台升降,从而实现检测机构的检测功能,将检测台与检测气缸可拆卸连接,方便通过更换检测台的方式达到检测纸板上不同位置烫印的部位的厚度的目的。
8.在一个具体的可实施方案中,所述检测机构还包括至少一个压力传感器,所述压力传感器嵌设在检测台上。
9.通过采用上述技术方案,设置多个压力传感器,方便通过将压力传感器排布在检测台上不同的位置,适应纸板的烫印部位,并通过向纸板施压,从而达到检测纸板烫印部位
的厚度的效果。
10.在一个具体的可实施方案中,所述检测机构还包括压力辊和驱动组件,所述压力辊滑动安装在机箱内位于检测台的上方,所述驱动组件驱动压力辊沿检测台长度方向移动。
11.通过采用上述技术方案,设置压力辊,方便通过压力辊对位于检测台上的纸板进行碾压,从而实现施压的效果,设置驱动组件,方便通过驱动组件驱动压力辊移动上,从而实现压力辊对纸板进行碾压的效果。
12.在一个具体的可实施方案中,所述驱动组件包括丝杆、电机和滑块,所述丝杆沿工作台长度方向转动安装在机箱内,所述电机固定安装在机箱内靠近丝杆处,所述电机的驱动轴与丝杆的一端固定连接,所述机箱内靠近丝杆处架设有滑杆,所述滑块的一端螺纹配合于丝杆上,另一端套设在滑杆上,所述压力辊朝向检测台转动安装在滑块的底壁上。
13.通过采用上述技术方案,设置丝杆,方便通过丝杆带动压力辊移动,设置电机,方便通过电机驱动丝杆转动,从而带动压力辊移动,设置滑块,方便将压力辊安装在滑块上,设置滑杆,方便对滑块的滑动进行导向,将滑块的一端螺纹配合于丝杆上,另一端套置在滑杆上,方便丝杆带动滑块移动。
14.在一个具体的可实施方案中,所述检测机构还包括限位气缸一和限位板一,所述限位气缸一固定安装在检测台的底壁的一端,所述限位板一滑动安装在检测台上靠近限位气缸一处,所述限位气缸一的活塞杆与限位板一的底壁固定连接。
15.通过采用上述技术方案,设置限位板一,方便通过限位板一对在送料机构上移动的纸板进行限位,使纸板停止在检测台上,设置限位气缸一,方便通过限位气缸一带动限位板一上下滑动,从而实现对纸板的限位。
16.在一个具体的可实施方案中,所述调整机构还包括微调组件,所述微调组件包括至少一个微调气缸和微调板,所述微调板滑动安装在调整台上,所述微调气缸固定安装在调整台内,所述微调气缸的活塞杆与微调板的底壁固定连接。
17.通过采用上述技术方案,设置微调组件,方便通过微调组件对位于调整台上的纸板的局部位置的高度进行微调,从而使纸板的烫印部位受力均匀,设置微调板,方便通过微调板的上下移动,从而实现对纸板的局部位置的高度进行微调的效果,设置微调气缸,方便通过微调气缸带动微调板上下移动,从而实现对纸板的微调的功能。
18.在一个具体的可实施方案中,所述调整机构还包括限位气缸二和限位板二,所述限位板二滑动安装在调整台的一端,所述限位气缸二固定安装在调整台内,所述限位气缸二的活塞杆与限位板二的底壁固定连接。
19.通过采用上述技术方案,设置限位板二,方便通过限位板二对位于调整台上的纸板进行限位,使纸板停止在烫印机构的下方,从而提高烫印的稳定性,设置限位气缸二,方便通过限位气缸带动限位板二上下移动,从而实现对纸板的限位的功能。
20.在一个具体的可实施方案中,所述送料机构包括至少两根架设在机箱内的送料辊,所述送料辊的两端设有送料带,所述调整机构和检测机构位于两条送料带之间。
21.通过采用上述技术方案,设置送料辊,方便安装送料机构中的部件,设置送料带,方便通过送料带运送纸板,将送料带设置在送料辊的两端,且将承印装置设置在两条送料带之间,方便承印装置的工作。
22.综上所述,本技术包括以下至少一种有益效果:
23.1. 本技术通过设置检测机构,方便对纸板上烫印部位的厚度进行检测。
24.2. 本技术通过设置调整机构,方便通过调整机构对纸板上厚度不均匀的烫印位置进行局部调整,通过垫高纸板的方式,使纸板烫印时受力均匀,从而提高烫印质量。
25.3. 本技术通过设置多组压力传感器,方便通过将纸板放置在压力传感器上,并对纸板施加压力的方式检测纸板烫印位置的厚度,从而方便调整机构对烫印位置的高度进行调节。
附图说明
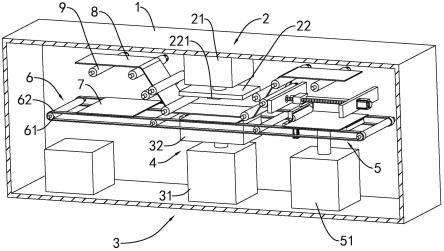
26.图1是本技术实施例的结构示意图。
27.图2是本技术实施例的剖视图。
28.图3是本技术实施例中调整机构的剖视图。
29.图4是图3中a处的放大图。
30.图5是本技术实施例中b处的放大图。
31.附图标记说明:
32.1、机箱;2、烫印机构;21、烫印气缸;22、烫印板;221、烫金版;3、调整机构;31、调整气缸;32、调整台;33、限位气缸二;34、限位板二;4、微调组件;41、微调气缸;42、微调板;5、检测机构;51、检测气缸;52、检测台;53、压力辊;54、驱动组件;541、电机;542、丝杆;543、滑杆;544、滑块;55、限位气缸一;56、限位板一;57、压力传感器;6、送料机构;61、送料辊;62、送料带;7、纸板;8、铝箔;9、铝箔辊。
具体实施方式
33.以下结合附图对本技术作进一步详细说明。
34.本技术实施例公开一种高烫印质量的烫金机,参照图1,包括机箱1,图示状态下,机箱1的左侧为出料端,右侧为进料端,出料端与进料端之间安装有工作台。参照图2,机箱1内的上部安装有烫印机构2,烫印机构2包括烫印气缸21和烫印板22,烫印气缸21固定安装在箱体的上壁,其活塞杆竖直朝下,烫印板22与烫印气缸21的活塞杆可拆卸连接,烫印板22的底壁上安装有若干烫金版221,烫金版221所在位置为烫印位置。机箱1内壁上排布有若干铝箔8辊,铝箔8辊上运送有铝箔8,靠近烫印机构2处的铝箔8位于烫印板22的下方。机箱1内位于铝箔8辊的下方安装有送料机构6,送料机构6包括两条送料带62和转动安装在机箱1内壁上的若干送料辊61,两条送料带62分别转动安装在送料辊61的两端。机箱1内位于烫印机构2的下方安装有调整机构3,机箱1内靠近调整机构3处安装有检测机构5。通过检测机构5对送料机构6运送的纸板7进行检测后,继续运送至调整机构3处,通过调整机构3对纸板7进行调整,接着通过烫印机构2将铝箔8烫印在纸板7上,最后送料机构6将烫印后的纸板7运送至下一道工序。
35.参照图3,调整机构3包括调整气缸31和调整台32,调整气缸31固定安装在机箱1内位于烫印机构2的下方,其活塞杆朝向烫印机构2,调整台32与调整气缸31的活塞杆可拆卸连接,通过调整气缸31带动调整台32上下移动。调整机构3还包括微调组件4,参照图4,微调组件4包括至少一个微调气缸41和至少一个微调板42,微调气缸41固定安装在调整台32内,
调整台32上开设有至少一个微调孔,微调孔的位置为烫印位置,微调板42滑动安装在微调孔内且其底壁与微调气缸41的活塞杆固定连接,通过微调气缸41带动微调板42在微调孔内上下滑动。调整机构3还包括限位板二34和限位气缸二33,限位气缸二33固定安装在调整台32内位于送料带62行进方向的一端,调整台32上靠近限位气缸二33处开设有限位孔二,限位板二34滑动安装在限位孔内且其底壁与限位气缸二33的活塞杆固定连接,通过限位气缸二33带动限位板二34在限位孔二内上下滑动。
36.参照图3,检测机构5包括检测气缸51和检测台52,检测气缸51固定安装在机箱1内靠近调整气缸31处,且检测气缸51的活塞杆竖直朝上,检测台52的底壁与检测气缸51的活塞杆可拆卸连接,通过检测气缸51带动检测台52沿竖直方向移动。参照图5,检测机构5还包括限位气缸一55、限位板一56和至少一个压力传感器57,限位气缸一55沿送料带62的行进方向固定安装在检测台52的底壁的一端,检测台52上靠近限位气缸一55处开设有限位孔一,限位板一56滑动安装在限位孔一内,且其底壁与限位气缸一55的活塞杆固定连接,通过限位气缸一55带动限位板一56在限位孔一内滑动,压力传感器57嵌置在检测台52上,且压力传感器57所在位置为烫印位置。
37.参照图5,检测机构5还包括驱动组件54和压力辊53,驱动组件54包括丝杆542、电机541和滑块544,丝杆542沿送料带62的行进方向转动安装在机箱1内位于检测台52的上方,电机541固定安装在机箱1内靠近丝杆542处,且其驱动轴与丝杆542固定连接,机箱1内靠近丝杆542处架置有滑杆543,滑杆543的轴线与丝杆542的轴线平行,滑块544的一端螺纹配合于丝杆542上另一端套置在滑杆543上,压力辊53朝向检测台52转动安装在滑块544的底壁上,电机541驱动丝杆542转动,带动滑块544移动,滑块544带动压力辊53沿检测台52的长度方向移动。
38.本技术实施例的工作原理为:烫印工作开始时,纸板7从进料端计入机箱1内,通过送料带62运送至检测台52处,同时,限位气缸一55带动限位板一56向上移动,使纸板7停止在检测台52上,接着检测气缸51带动检测台52向上移动,从而带动纸板7向上移动,使压力辊53压紧纸板7,再启动电机541,驱动丝杆542转动,丝杆542带动滑块544移动,滑块544带动压力辊53沿纸板7的一端碾压至另一端,同时设置在检测台52上的压力传感器57记录相应的数值,并上传至上位机中,通过上位机判断纸板7上烫印位置的厚度是否均匀,并向微调机构发送命令。
39.当检测工作完成后,检测气缸51带动检测台52向下移动,同时限位气缸一55带动限位板一56向下移动,使得送料带62带动纸板7继续行进至调整机构3处,此时限位气缸二33带动限位板二34上移,使纸板7停止在调整台32上,接着调整气缸31带动调整台32向上移动,使纸板7与送料带62分离,再通过微调气缸41带动微调板42移动,对纸板7烫印位置的高度进行微调,然后烫印气缸21带动烫印板22移动,通过烫金版221将铝箔8烫印在纸板7上,烫印完成后,调整气缸31带动调整台32向下移动,同时限位气缸二33带动限位板二34向下移动,使送料带62继续运送纸板7。
40.当同一批次的纸板7烫印完成后,可以通过拆卸并更换烫印板22的方式进行下一批次图案的烫印,同时,相对应的,通过拆卸并更换检测台52、调整台32,实现下一批次烫印图案的检测与调整。
41.以上为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的
结构、形状、原理所做的等效变化均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1