一种制造鼎的模具装置的制作方法
[0001]
本实用新型涉及工艺品制造领域,具体涉及一种制造鼎的模具装置。
背景技术:
[0002]
传统的鼎制造是将石膏涂在待复制的鼎表面,通常需要将鼎拆分为多个部件分开制造,然后通过后期的机械加工拼装在一起,操作繁琐。
技术实现要素:
[0003]
本实用新型的目的在于提供一种制造鼎的模具装置,避免将鼎拆分为多个部件分开制造,然后通过后期的机械加工拼装在一起,使得操作繁琐的问题。
[0004]
本实用新型通过下述技术方案实现:
[0005]
一种制造鼎的模具装置,包括上模具块和设置在上模具块下方的下模具块,所述上模具块由两块靠近方形青铜鼎两侧的第一模块和两块靠近方形青铜鼎另外两侧的第二模块组成,所述下模具块朝向方形青铜鼎的一面设置有镶嵌于方形青铜鼎鼎腔的第一凸起,所述第一凸起顶部设置有方便模型取出的气孔,所述下模具块背离方形青铜鼎的一面设置有两用于容纳方形青铜鼎两鼎耳的第二凸起。
[0006]
通过下模具朝向方形青铜鼎的一面设置的与方形鼎的鼎腔相似大小的第一凸起,方便方形青铜鼎固定,同时可形成混凝土鼎的鼎腔,通过设置下模具背离方形青铜鼎的一面的第二凸起即方形青铜鼎倒置时将两鼎耳置于第二凸起的凹腔内,避免将方形青铜鼎的鼎耳与鼎身分开制造。
[0007]
进一步地,所述第一模块与第二模块上分别设置有用于分隔方形青铜鼎四个鼎脚的凸起a和凸起b。
[0008]
减少鼎脚部位与模具之间的间隙从而减少硅胶浆液的注入量,节约制造成本。
[0009]
进一步地,所述下模具块背离方形青铜鼎的一面设置有用于支撑整个鼎模具装置的支撑机构。
[0010]
本发明所述支撑机构为:在下模具块周边上沿背离方形青铜鼎的方向设置有一圈钢围裙,防止第二凸起无法承受整个模具和方形青铜鼎的重量而产生变形。
[0011]
进一步地,所述第一模块与第二模块可拆卸式连接。
[0012]
进一步地,所述上模具块与下模具块可拆卸式连接。
[0013]
一种制造鼎的模具装置的使用方法,包括以下步骤:
[0014]
a.将上模具的内表面涂上脱模剂,然后再抹上一层地板蜡;
[0015]
b.将待复制的方形青铜鼎倒置于下模具块朝向方形青铜鼎的一面的第一凸起上,两鼎耳置于两第二凸起的凹腔体内;
[0016]
c.用两块第一模块和两块第二模块将方形青铜鼎的四边围住,使方形青铜鼎的外表面与上模具的内表面形成一个用于装填硅胶浆液的间隙腔体;
[0017]
d.制作硅胶浆液:
[0018]
d1.将硅胶与固化剂按照100∶1.5的配比混合,然后搅拌3~6分钟制得硅胶浆液;
[0019]
特定的硅胶和固化剂的比例混合能够使硅胶浆液在倒入时具有较高的流动性,同时在凝固以后保持较高的硬度。
[0020]
d2.将制得的硅胶浆液放到真空装置中排除硅胶浆液中的气体;
[0021]
e.将硅胶原液倒入步骤c所述的间隙腔体内,调整硅胶浆液的液面高度,使其液面高度低于倒置状态下方形青铜鼎的鼎脚顶部高度,静置至硅胶浆液凝固;
[0022]
倒入间隙腔体内的硅胶原液与方形青铜鼎充分接触,形成相较于该制造鼎的模具装置更加逼真的方形青铜鼎内腔,减少后期加工,同时将硅胶浆液的液面高度调整为略低于倒置状态下方形青铜鼎的鼎脚顶部高度,使硅胶浆液凝固后能够形成后期用于倒入混泥土浆液的开口。
[0023]
f.将高强度砂浆、水和聚酯纤维按照100:12:1.2的比例混合,将混合物加入到搅拌机中搅拌混合,静置3~5分钟制得浇筑混凝土浆液;
[0024]
按照步骤f中的配比制作出的砂浆混合物在凝固以后具有较好的固态整体外形即整体刚性较强,同时贴合硅胶模型内腔即细节较为精确。
[0025]
g.将上模具与下模具分离,取出方形青铜鼎,在下模具的朝向方形青铜鼎的一面涂上地板蜡,在凝固后的硅胶浆液内表面涂上脱模剂,然后重新将上模具和下模具连接在一起;
[0026]
h.将步骤f中制得的浇筑混凝土浆液倒入硅胶浆液凝固后所形成的方形青铜鼎腔体中,静置4~7天,制得混凝土鼎;
[0027]
i.拆除第一模块和第二模块,通过气孔向下模具和混凝土鼎之间充入气体,使混凝土鼎与下模具相分离。
[0028]
目前工艺品生产厂家主要以树脂为主要原材料,通过模具浇筑成型,但树脂为原材料的工艺品存在工艺复杂,使用材料存在一定的污染,成本高等问题。
[0029]
而本实用新型中,使用特制的浇筑混凝土浆液代替树胶,成本低,无污染。
[0030]
同时将硅胶与固化剂按照100∶1.5的配比混合,然后搅拌3~6分钟制得硅胶浆液,特定的硅胶和固化剂的比例混合物能够使硅胶浆液在倒入时具有较高的流动性,同时在凝固以后保持较高的硬度;倒入间隙腔体内的硅胶原液与方形青铜鼎充分接触,形成相较于该制造鼎的模具装置更加逼真的方形青铜鼎内腔,减少后期加工;将硅胶浆液的液面高度调整为略低于倒置状态下方形青铜鼎的鼎脚顶部高度,使硅胶浆液凝固后能够形成后期用于倒入混泥土浆液的开口;按照步骤f中的配比制作出的砂浆混合物在凝固以后具有较好的固态整体外形即整体刚性较强,同时贴合硅胶模型内腔即细节较为精确。
[0031]
本实用新型与现有技术相比,具有如下的优点和有益效果:
[0032]
1、本实用新型一种制造鼎的模具装置,通过下模具朝向方形青铜鼎的一面设置的与方形鼎的鼎腔相似大小的第一凸起,方便方形青铜鼎固定,同时可形成混凝土鼎的鼎腔,通过下模具背离方形青铜鼎的一面的第二凸起避免将方形青铜鼎的鼎耳与鼎身分开制造;
[0033]
2、本实用新型一种制造鼎的模具装置,特制的浇筑混凝土浆液代替树胶,成本低,无污染;
[0034]
3、本实用新型一种制造鼎的模具装置,所述第一模块与第二模块上分别设置有用于分隔方形青铜鼎四个鼎脚的凸起a和凸起b,减少硅胶浆液的注入量,节约制造成本。
附图说明
[0035]
此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本申请的一部分,并不构成对本实用新型实施例的限定。在附图中:
[0036]
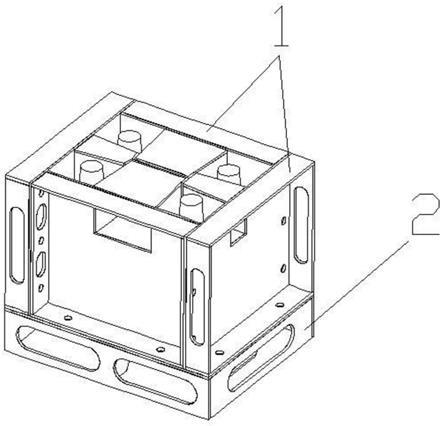
图1为本实用新型立体结构示意图;
[0037]
图2为本实用新型下模具块结构示意图a;
[0038]
图3为本实用新型下模具块结构示意图b;
[0039]
图4为本实用新型第一模块结构示意图;
[0040]
图5为本实用新型第二模块结构示意图。
[0041]
附图中标记及对应的零部件名称:
[0042]
1-上模具块,2-下模具块,11-第一模块,12-第二模块,21-第一凸起,22-第二凸起,23-支撑机构,111-凸起a,121-凸起b,211-气孔。
具体实施方式
[0043]
为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
[0044]
实施例1
[0045]
如图1-图5所示,本实用新型一种制造鼎的模具装置,包括上模具块1和设置在上模具块1下方的下模具块2,所述上模具块1由两块靠近方形青铜鼎两侧的第一模块11和两块靠近方形青铜鼎另外两侧的第二模块12组成,所述下模具块2朝向方形青铜鼎的一面设置有镶嵌于方形青铜鼎鼎腔的第一凸起21,所述第一凸起21顶部设置有方便模型取出的气孔211,所述下模具块2背离方形青铜鼎的一面设置有两用于容纳方形青铜鼎鼎耳的第二凸起22。
[0046]
通过下模具2朝向方形青铜鼎的一面设置的与方形鼎的鼎腔相似大小的第一凸起21,方便方形青铜鼎固定,同时可形成混凝土鼎的鼎腔,通过下模具2背离方形青铜鼎的一面的第二凸起22避免将方形青铜鼎的鼎耳与鼎身分开制造。
[0047]
实施例2
[0048]
基于上述实施例1,所述第一模块11与第二模块12上分别设置有用于分隔方形青铜鼎四个鼎脚的凸起a111和凸起b121。
[0049]
减少硅胶浆液的注入量,节约制造成本。
[0050]
所述下模具块2设置有用于支撑整个鼎模具装置的支撑机构23。
[0051]
所述第一模块11与第二模块12上均设置有多个相配套的用于连接的通孔,两相配套的通孔通过螺栓相连。
[0052]
所述上模具块1与下模具块2上均设置有多个相配套的用于连接的通孔,两相配套的通孔通过螺栓相连。
[0053]
实施例3
[0054]
基于上述实施例2,一种制造鼎的模具装置的使用方法,包括以下步骤:
[0055]
a.将上模具1的内表面涂上脱模剂,然后再抹上一层地板蜡;
[0056]
b.将待复制的方形青铜鼎倒置于下模具块2朝向方形青铜鼎的一面的第一凸起21
上,两鼎耳置于两第二凸起22的凹腔体内;
[0057]
c.用两块第一模块11和两块第二模块12将方形青铜鼎的四边围住,使方形青铜鼎的外表面与上模具1的内表面形成一个用于装填硅胶浆液的间隙腔体;
[0058]
d.制作硅胶浆液:
[0059]
d1.将硅胶与固化剂按照100∶1.5的配比混合,然后搅拌3~6分钟制得硅胶浆液;
[0060]
特定的硅胶和固化剂的比例混合能够使硅胶浆液在倒入时具有较高的流动性,同时在凝固以后保持较高的硬度。
[0061]
d2.将制得的硅胶浆液放到真空装置中排除硅胶浆液中的气体;
[0062]
e.将硅胶原液倒入步骤c所述的间隙腔体内,调整硅胶浆液的液面高度,使其液面高度低于倒置状态下方形青铜鼎的鼎脚顶部高度,静置至硅胶浆液凝固;
[0063]
倒入间隙腔体内的硅胶原液与方形青铜鼎充分接触,形成相较于该制造鼎的模具装置更加逼真的方形青铜鼎内腔,减少后期加工。
[0064]
f.将高强度砂浆、水和聚酯纤维按照100:12:1.2的比例混合,将混合物加入到搅拌机中搅拌混合,静置3~5分钟制得浇筑混凝土浆液;
[0065]
按照步骤f中的配比制作出的砂浆混合物在凝固以后具有较好的固态整体外形即整体刚性较强,同时贴合硅胶模型内腔即细节较为精确。
[0066]
g.将上模具1与下模具2分离,取出方形青铜鼎,在下模具2的朝向方形青铜鼎的一面涂上地板蜡,在凝固后的硅胶浆液内表面涂上脱模剂,然后重新将上模具1和下模具2连接在一起;
[0067]
h.将步骤f中制得的浇筑混凝土浆液倒入硅胶浆液凝固后所形成的方形青铜鼎腔体中,静置4~7天,制得混凝土鼎;
[0068]
i.拆除第一模块11和第二模块12,通过气孔211向下模具2和混凝土鼎之间充入气体,使混凝土鼎与下模具2相分离。
[0069]
目前工艺品生产厂家主要以树脂为主要原材料,通过模具浇筑成型,但树脂为原材料的工艺品存在工艺复杂,使用材料存在一定的污染,成本高等问题。
[0070]
而本实用新型中,使用特制的浇筑混凝土浆液代替树胶,成本低,无污染。
[0071]
同时将硅胶与固化剂按照100∶1.5的配比混合,然后搅拌3~6分钟制得硅胶浆液,特定的硅胶和固化剂的比例混合物能够使硅胶浆液在倒入时具有较高的流动性,同时在凝固以后保持较高的硬度;倒入间隙腔体内的硅胶原液与方形青铜鼎充分接触,形成相较于该制造鼎的模具装置更加逼真的方形青铜鼎内腔,减少后期加工;将硅胶浆液的液面高度调整为略低于倒置状态下方形青铜鼎的鼎脚顶部高度,使硅胶浆液凝固后能够形成后期用于倒入混泥土浆液的开口;按照步骤f中的配比制作出的砂浆混合物在凝固以后具有较好的固态整体外形即整体刚性较强,同时贴合硅胶模型内腔即细节较为精确。
[0072]
通过下模具2朝向方形青铜鼎的一面设置的与方形鼎的鼎腔相似大小的第一凸起21,方便方形青铜鼎固定,同时可形成混凝土鼎的鼎腔,通过下模具2背离方形青铜鼎的一面的第二凸起22避免将方形青铜鼎的鼎耳与鼎身分开制造;特制的浇筑混凝土浆液代替树胶,成本低,无污染;所述第一模块11与第二模块12上分别设置有用于分隔方形青铜鼎四个鼎脚的凸起a111和凸起b121,减少硅胶浆液的注入量,节约制造成本。
[0073]
以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进
一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1