一种缓冲材宽度可调的液晶屏自动本压机的制作方法
1.本实用新型属于液晶面板本压设备领域,尤其涉及一种缓冲材宽度可调的液晶屏自动本压机。
背景技术:
2.液晶显示屏是用于数字型钟表和许多便携式计算机的一种显示器类型。lcd显示使用了两片极化材料,在它们之间是液体水晶溶液。电流通过该液体时会使水晶重新排列,以使光线无法透过它们。液晶屏在两块平行板之间填充液晶材料,通过电压来改变液晶材料内部分子的排列状况,以达到遮光和透光的目的来显示深浅不一、错落有致的图象,在液晶屏的生产过程中需要将印刷电路板贴到玻璃面板上,此道工序使用印刷电路板本压装置来完成。在本压装置中为了防止高温压头损伤印刷电路板,需要在高温压头和印刷电路板之间设有缓冲卷材,对应不同长度的印刷电路板需要用到不同宽度的缓冲卷材,但目前的缓冲卷材安装杆的宽度不能调整,只能需要更换缓冲材安装杆,操作繁琐。因此需要设置一种通过调节治具的位置进行调节缓冲材宽度的液晶屏自动本压机。
技术实现要素:
3.本实用新型的目的是为了设计通过调节治具的位置进行调节缓冲材宽度的一种缓冲材宽度可调的液晶屏自动本压机。
4.基于上述目的,本实用新型采取如下技术方案:
5.一种缓冲材宽度可调的液晶屏自动本压机,包括机身,机身底面上设置有第一气缸,第一气缸活塞杆端部设置有托盘,托盘上设置有承载块,托盘两侧面通过连接杆设置有缓冲材安装杆,缓冲材安装杆两端均匀设置有定位块,定位块侧面设置有治具,所述机身顶部设置有第二气缸,第二气缸的活塞杆端部设置有压头外壳,压头外壳侧面设置有计时器,压头外壳下方可拆卸设置有热压头,热压头内部设置有加热丝,加热丝旁边设置有温度传感器,压头外壳后方设置有导轨,所述机身外壁设置有控制箱,控制箱外壁上设置有显示屏,显示屏下方设置有功能键。
6.进一步地,所述治具包括治具前端、挡板、治具后端,所述治具前端和治具后端的中心处开设通孔,通孔直径与缓冲材安装杆直径匹配,治具前端和治具后端的通孔两侧分别开设有卡槽,治具前端中的卡槽与治具后端卡槽互相垂直,卡槽的深度与定位块的高度匹配,所述治具前端、挡板、治具后端固定连接。
7.进一步地,所述第一气缸的数量设置为两个,且规格相同。
8.进一步地,所述第一气缸、第二气缸上均连接有控制气路通断的电磁阀。
9.进一步地,所述压头外壳通过滑块可在导轨上滑动。
10.进一步地,所述缓冲材安装杆数量为两根,且分别设置在承载块的前后两侧。
11.进一步地,所述显示屏、功能键通过导线与控制箱电连接,所述加热丝、温度传感器、计时器、控制第一气缸的电磁阀、控制第二气缸的电磁阀通过导线与控制箱电连接。
12.与现有技术相比,本实用新型具有以下有益效果:
13.1、本实用新型的缓冲材安装杆上设置有定位块,并且治具前端和治具后端开设有互相垂直的卡槽。操作人员首先根据印刷电路板的长度确定缓冲材的长度,然后将治具左右旋转穿过定位块固定在缓冲材安装杆的两端,确保两个治具前端之间的距离和印刷电路板的长度相同,操作方便,适应不同宽度的缓冲卷材,适用范围广泛。在更换缓冲卷材的时候不需要在同步更换缓冲材安装杆,节省成本。
14.2、本实用新型设置有温度传感器和计时器,并通过导线与控制箱电连接,操作人员可以将印刷电路板热压需要的温度以及时间输入到控制箱中,实现自动化控制加热温度和时间,精度高,自动化程度高。
附图说明
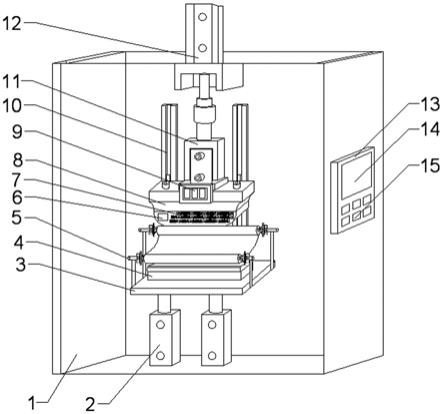
15.图1为本实用新型的空间立体图;
16.图2为本实用新型缓冲材安装杆的主视图;
17.图3为本实用新型治具的主视图。
18.1、机身;2、第一气缸;3、托盘;4、承载块;5、缓冲材安装杆;6、温度传感器;7、加热丝;8、热压头;9、计时器;10、导轨;11、压头外壳;12、第二气缸;13、控制箱;14、显示屏;15、功能键;16、治具后端;17、挡板;18、治具前端;19、定位块。
具体实施方式
19.如图1
‑
3所示,本实用新型公开了一种缓冲材宽度可调的液晶屏自动本压机,包括机身1,机身1底面上设置有第一气缸2,第一气缸2的数量设置为两个,且规格相同。第一气缸2活塞杆端部设置有托盘3,托盘3上设置有承载块4,托盘3两侧面通过连接杆设置有缓冲材安装杆5,缓冲材安装杆5数量为两根,且分别设置在承载块4的前后两侧。缓冲材安装杆5两端均匀设置有定位块19,定位块19侧面设置有治具,治具包括治具前端18、挡板17、治具后端16,治具前端18和治具后端16的中心处开设通孔,通孔直径与缓冲材安装杆5直径匹配,治具前端18和治具后端16的通孔两侧分别开设有卡槽,治具前端18中的卡槽与治具后端16卡槽互相垂直,卡槽的深度与定位块19的高度匹配,治具前端18、挡板17、治具后端16固定连接。机身1顶部设置有第二气缸12,第一气缸2、第二气缸12上均连接有控制气路通断的电磁阀。第二气缸12的活塞杆端部设置有压头外壳11,压头外壳11侧面设置有计时器9,压头外壳11下方可拆卸设置有热压头8,热压头8内部设置有加热丝7,加热丝7旁边设置有温度传感器6,压头外壳11后方设置有导轨10,压头外壳11通过滑块可在导轨10上滑动。机身1外壁设置有控制箱13,控制箱13外壁上设置有显示屏14,显示屏14下方设置有功能键15,显示屏14、功能键15通过导线与控制箱13电连接,加热丝7、温度传感器6、计时器9、控制第一气缸2的电磁阀、控制第二气缸12的电磁阀通过导线与控制箱13电连接。
20.在液晶显示屏本压过程前,操作人员首先根据印刷电路板的长度确定缓冲材的长度。操作人员将治具左右旋转穿过定位块19,当左右两端治具前端18的间距与印刷电路板的长度一致时,操作人员将缓冲材缠绕到两根缓冲材安装杆5之间,无需在更换特定长度的缓冲材安装杆5,操作简单,使用方便。
21.在液晶显示屏本压过程中,操作人员首先根据印刷电路板确定热压的温度和时
间,并通过功能键15输入到控制箱13中,控制箱13将温度参数和时间参数进行处理并存储。当机械抓手将液晶显示屏抓取放到承载块4上后,plc程序将启动信号传递给控制箱13,控制箱13接受信号并将信号处理后控制加热丝7进行加热,温度传感器6对热压头8的温度进行测量感应,当温度到达设定的参数时,温度传感器6将信息传给控制箱13,控制箱13接受信号并控制第一气缸2、第二气缸12的电磁阀启动,第一气缸2将托盘3托起,第二气缸12通过压头外壳11将热压头8沿着导轨10推向承载块4,此时热压头8和缓冲材一同压在液晶显示屏的印刷电路板上,计时器9开始计时,当热压的时间达到设定的时间参数时,计时器9将信息传给控制箱13,控制箱13接受信息并断开加热丝7,同时关闭控制第一气缸2、第二气缸12的电磁阀,此时托盘3和承载块4回归原位,待后续液晶显示屏达到时,重复上述过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1