汽车后尾门流水槽拉延成型表面质量控制工艺的制作方法
:
[0001]
本发明属于汽车零部件加工技术领域,特指一种汽车后尾门流水槽拉延成型表面质量控制工艺。
背景技术:
:
[0002]
流水槽安装的位置是打开后背门以后肉眼可见的区域,所以该类零件的表面质量要求是按外观件的等级去开发制作的。所有拉延类的模具在拉延过程中,有产品流料经过凹模型腔位置的r角处时都会产生硬化,显示出不可消除的痕迹,称为冲击线。所有外观类零件不允许冲击线进入到产品区域,所以流水槽零件必须要满足这个要求,否则判定制品不合格。
技术实现要素:
:
[0003]
本发明的目的是提供一种可以使汽车后尾门流水槽达到外观件要求的汽车后尾门流水槽拉延成型表面质量控制工艺。
[0004]
本发明是这样实现的:
[0005]
汽车后尾门流水槽拉延成型表面处理工艺,包括以下步骤:
[0006]
第一工序,拉延预成型:将平板料通过抓手置于传递模的拉伸模内进行拉延预成型处理,所述拉伸模的凸模、凹模根据零件加工需要调整,使得经过拉伸模拉延成型的坯料转动20
°
,获得的坯料的侧壁与水平面之间的夹角变小;
[0007]
第二工序,修边、侧修边、冲孔:通过抓手夹住拉伸模预成型的坯料送至传递模的修边冲孔模进行进一步加工,对第一工序预成型的坯料的a端、b端进行修边;
[0008]
在坯料中部的凸起与凹槽进行修边;
[0009]
对坯料上的第一冲击线进行70
°
侧修边、第二冲击线进行40
°
侧修边;
[0010]
在坯料的四个角冲定位孔;
[0011]
第三工序:修边、侧修边、侧冲孔、切除:通过抓手夹住修边冲孔模中加工后的坯料置于传递模的修边冲孔切除模,通过定位孔对坯料进行定位,将坯料的周圈的废料区进行切除,分别形成第一切除区、第二切除区、第三切除区、第四切除区、第五切除区、第六切除区、第七切除区、第八切除区、第九切除区;
[0012]
对坯料的中部的废料区进行切除,分别是第十切除区与第十一切除区,凸起位于第十切除区与第十一切除区之间,每个切除区的两端均留有废料;
[0013]
对第九切除区边沿进行修边;
[0014]
对第四切除区边沿、第五切除区边沿进行40
°
侧修边;
[0015]
对第四切除区、第五切除区之间的第一废料区进行修边;
[0016]
对中部的凸起进行修边;
[0017]
对第一切除区、第二切除区之间的第二废料区及第二切除区与第三切除区之间的第三废料区上的第一冲击线与第二冲击线进行70
°
侧修边;
[0018]
对第一切除区边沿进行35
°
侧修边;
[0019]
在汽车后尾门上对应于第三切除区的位置做30
°
侧冲孔;
[0020]
第四工序,切除、整形:通过抓手夹住第三工序的修边冲孔切除模中的坯料,运送至切除整形模,在放入传递模的切除整形模之前,夹手带动坯料在第一工序的位置的基础上转动,使得坯料绕x轴转20
°
;
[0021]
通过定位孔进行定位,将两汽车后尾门之间的废料全部切除,将两汽车后尾门外侧的废料进行切除,在坯料上做上模分模线,根据上模分模线进行整形;
[0022]
第五工序,修边、侧修边、侧冲孔、翻边:抓手保持第四工序的角度,将经过第四工序的坯料运动至修边侧冲孔翻边模,对坯料的内侧边沿进行翻边,并在两汽车后尾门上对应位置进行20
°
侧冲孔、70
°
侧冲孔、25
°
侧冲孔,对汽车后尾门的尾端进行修边,在汽车后尾门首端的三个面交接处的废料区做 40
°
侧修边,并切除剩余废料获得汽车后尾门;
[0023]
第六工序,成品:通过抓手夹取修边侧冲孔翻边模上的成品送至收料区。
[0024]
在上述的汽车后尾门流水槽拉延成型表面处理工艺中,在第五工序翻边时,加三个水滴储料再翻边。
[0025]
在上述的汽车后尾门流水槽拉延成型表面处理工艺中,在第五工序时,三个面交接处的废料区追加凹包吸料。
[0026]
在上述的汽车后尾门流水槽拉延成型表面处理工艺中,第三工序时,在第十一切除区设置有凸沿,在凸沿上印有钢印。
[0027]
本发明相比现有技术突出的优点是:
[0028]
1、本发明可使冲击线位于废料区上,进而使流水槽达到外观件的要求,产品合格率高,质量好;
[0029]
2、本发明在翻边时加三个水滴储料,可以避免翻边开裂;
[0030]
3、本发明在三个面交接处的废料区追加凹包吸料,防止褶皱。
附图说明:
[0031]
图1是本发明的平板料的示意图;
[0032]
图2是第一工序的示意图;
[0033]
图3是本发明的第二工序的示意图;
[0034]
图4是本发明的第三工序的示意图;
[0035]
图5是本发明的第四工序的示意图;
[0036]
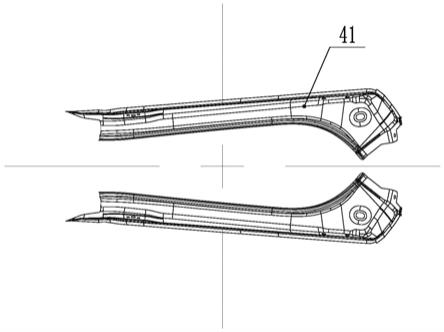
图6是本发明的第五工序的示意图;
[0037]
图7是本发明的第六工序的示意图;。
[0038]
图中:1、平板料;2、料边线;3、拉伸后边线;4、分模线;5、重力线; 6、到底标记;7、凹槽;8、凸起;9、a端;10、b端;11、第一冲击线;12、第二冲击线;13、定位孔;14、第一切除区;15、第二切除区;16、第三切除区;17、第四切除区;18、第五切除区;19、第六切除区;20、第七切除区; 21、第八切除区;22、第九切除区;23、第十切除区;24、第十一切除区;25、第九切除区边沿;26、第四切除区边沿;27、第五切除区边沿;28、第一废料区;29、第二废料区;30、第三废料区;31、第一切除区边沿;32、30
°
侧冲孔;33、凸沿;34、上模分模线;35、内侧边沿;36、20
°
侧冲孔;37、70
°
侧冲孔;38、25
°
侧冲孔;39、汽车后尾门的尾端;40、三个面交接处的废料
区;41、汽车后尾门。
具体实施方式:
[0039]
下面以具体实施例对本发明作进一步描述,参见图1—7:
[0040]
汽车后尾门流水槽拉延成型表面质量控制工艺,本工艺基于仿真模拟软件 autoform对流水槽拉延工艺进行模拟仿真,通过对流水槽拉延工艺进行仿真模拟,从而确定合理的拉延工艺参数,确保冲击线不在可视范围内,提高后尾门外观质量。
[0041]
本发明所用的拉延模可以同时加工两个汽车后尾门,具体步骤如下:
[0042]
如图1、2所示,第一工序,将平板料1通过抓手置于传递模的拉伸模内进行拉延预成型处理,所述拉伸模的凸模、凹模根据零件加工需要,使得经过拉伸模拉延成型的坯料转动20
°
,也就是凸模、凹模合模时,坯料的侧壁与水平面之间的夹角变小,可以避免合模时刮伤产品,减少侧壁上的冲击线;
[0043]
拉伸:将平板料1置于拉延模内进行拉伸处理,经过拉伸模的作用,平板料1产生塑性形变,获得料边线2、拉伸后边线3、分模线4、重力线5及到底标记6,通过到底标记6压入制件的深度来检查坯料拉延深度是否到位。
[0044]
拉伸模由凸模、凹模、压边圈组成,凹模与凸模之间的间隙大于平板料1 的厚度。在拉延开始时,凹模首先行程往下压至压边圈,将平板料1压紧在压边圈的压料面上,继续行程往下,此时,拉延开始,平板料1通过凹模圆角经凸模拉入凹模,直至下死点,拉延成凸模形状。
[0045]
拉伸后的坯料(两个汽车后尾门之间的部分)的中部形成有凹槽7与凸起 8。
[0046]
如图3所示,第二工序,修边、侧修边、冲孔:过抓手夹住拉伸模预成型的坯料送至传递模的修边冲孔模进行进一步加工,修边冲孔模对第一工序预成型的坯料的a端9、b端10进行修边;在坯料中部的凸起8与凹槽7进行修边;对坯料上的第一冲击线11进行70
°
侧修边、第二冲击线12进行40
°
侧修边;在坯料的四个角冲定位孔13;
[0047]
如图4所示,第三工序:修边、侧修边、侧冲孔、切除:通过抓手夹住修边冲孔模中加工后的坯料置于传递模的修边冲孔切除模,通过定位孔13对坯料进行定位,将坯料的周圈的废料区进行切除,分别形成第一切除区14、第二切除区15、第三切除区16、第四切除区17、第五切除区18、第六切除区19、第七切除区20、第八切除区21、第九切除区22;对坯料的中部的废料区进行切除,分别是第十切除区23与第十一切除区24,凸起8位于第十切除区23与第十一切除区24之间,每个切除区的两端均留有废料;对第九切除区边沿25进行修边;对第四切除区边沿26、第五切除区边沿27进行40
°
侧修边;对第四切除区17、第五切除区18之间的第一废料区28进行修边;对中部的凸起8进行修边;对第一切除区14、第二切除区15之间的第二废料区29及第二切除区15与第三切除区16之间的第三废料区30上的第一冲击线与第二冲击线进行70
°
侧修边;对第一切除区边沿31进行35
°
侧修边;在汽车后尾门上对应于第三切除区16的位置做30
°
侧冲孔32。在第十一切除区24设置有凸沿33,在凸沿33 上印有钢印。钢印上印有编码。
[0048]
如图5所示,第四工序,切除、整形:通过抓手夹住第三工序的修边冲孔切除模中的坯料,运送至切除整形模,在放入传递模的切除整形模之前,夹手带动坯料在第一工序的位置的基础上转动,使得坯料绕x轴转20
°
,转动后,侧壁与水平面的夹角变大;
[0049]
通过定位孔13进行定位,将两汽车后尾门之间的废料区进行切除,将两汽车后尾门外侧的废料区进行切除;在坯料上做上模分模线34,根据上模分模线 34进行整形。
[0050]
如图6所示,第五工序,修边、侧修边、侧冲孔、翻边:抓手保持第四工序的角度,将经过第四工序的坯料运动至修边侧冲孔翻边模,对坯料的内侧边沿35进行翻边,为了防止翻边开裂,本发明在拉延模上加三个水滴储料再翻边。并在两汽车后尾门上对应位置进行20
°
侧冲孔36、70
°
侧冲孔37、25
°
侧冲孔 38,对汽车后尾门的尾端39进行修边,在汽车后尾门首端的三个面交接处的废料区40做40
°
侧修边,为了防止三个面交接处起皱,三个面交接处的废料区追加凹包吸料。切除剩余废料获得汽车后尾门41。
[0051]
如图7所示,第六工序,成品:通过抓手夹取修边侧冲孔翻边模上的成品送至收料区。
[0052]
通过上述工艺流程,可使汽车后尾门流水槽达到外观件的要求,提高了产品的合格率及质量。
[0053]
上述实施例仅为本发明的较佳实施例之一,并非以此限制本发明的实施范围,故:凡依本发明的形状、结构、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1