混凝土预埋钢筋成型机的制作方法
[0001]
本发明属于钢筋成型技术领域涉及混凝土预埋钢筋成型机。
背景技术:
[0002]
数控弯箍机主要适用于建筑冷轧带肋钢筋、热轧三级钢筋、冷轧光圆钢筋和热轧盘圆钢筋的弯钩和弯箍。自动弯箍机,具有设备使用故障率低,弯曲钢筋速度快,耗能低不损肋,噪音小、震动轻;有高效适用、运行可靠等特点。双人操作,轻便灵活。但是现有数控弯箍机每次仅对一到两根钢筋进行弯曲,其生产产品为半成品,对混凝土预埋钢筋成型需要人工板扎或焊接,生产效率缓慢的问题,为此提出先将钢筋用数控点焊机制成钢筋网片,再将制成做好的钢筋网片通过土预埋钢筋成型机进行成形即可得到混凝土预埋钢筋的成品。配合数控点焊机使用,效率是手工板扎或电焊的10倍。
[0003]
技术实现要素:
[0004]
本发明的目的在于提供混凝土预埋钢筋成型机,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:混凝土预埋钢筋成型机,包括总成支架,所述总成支架的内侧安装有plc控制的液压站,所述总成支架的一侧面安装有油缸装配板,所述油缸装配板的下部靠近两端位置安装有三号油缸c,两只所述三号油缸c的中间位置安装有四号油缸d,所述油缸装配板的两侧安装有下折弯总成,所述下折弯总成的内侧安装有一号油缸a和二号油缸b,所述下折弯总成的内侧安装有曲轴折弯臂,所述下折弯总成的外侧安装有从动齿轮,所述下折弯总成的内侧安装有齿轮同步力矩轴,所述下折弯总成的内侧安装有上折弯总成,所述上折弯总成的一端靠上位置安装有七号油缸g,所述上折弯总成的内部安装有六号油缸f,所述上折弯总成的上部对称安装有五号油缸e,所述三号油缸c、四号油缸d、七号油缸g的伸缩端均连接有齿条滑块,其安装有所述三号油缸c、四号油缸d、七号油缸g的同一侧安装有小齿轮,所述齿条滑块与相邻的小齿轮啮合,所述下折弯总成与上折弯总成的两侧面对称安装有大齿轮,以及配合使用的齿条滑槽,所述下折弯总成和上折弯总成两侧面的小齿轮分别由穿过下折弯总成和上折弯总成的齿轮同步力矩轴相连接并两两同步转动。
[0006]
优选的,所述曲轴折弯臂、齿轮同步力矩轴与小齿轮、大齿轮在总成支架的侧面呈等腰梯形结构型分布。
[0007]
优选的,所述齿条滑块由plc控制的液压站提供动力。
[0008]
优选的,所述齿轮同步力矩轴、大齿轮和小齿轮堆叠安装,且有同一个根方键固定轴向位置,分别由三号油缸c、四号油缸d、七号油缸g分别提供动力,由齿轮同步力矩轴将动力传输到另一端的大齿轮上。
[0009]
优选的,相互啮合的所述大齿轮转动带动曲轴折弯臂转动在各个阶段实现钢筋弯
折。
[0010]
优选的,所述一号油缸a、二号油缸b、三号油缸c、四号油缸d、五号油缸e、六号油缸f、七号油缸g均由液压系统plc协调控制并动作。
[0011]
与现有技术相比,本发明的有益效果是:本发明中,先将分散的钢筋部件集中焊成钢筋网,利用液压系统提供动力,液压油缸推动齿条、齿轮、带动曲轴杠,实现成型,且整个过程中由机械完成,节约了人力成本,同时对混凝土预埋钢筋成型效率大大提高,成品率高,且混凝土预埋钢筋成型更加标准。
附图说明
[0012]
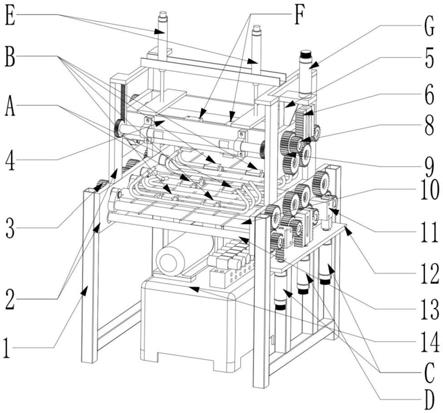
图1为本发明的立体结构示意图;图2为本发明的正面结构示意图;图3为本发明的侧面结构示意图;图4为本发明的冷拔丝箍筋与螺纹钢主筋示意图;图5为本发明的冷拔丝箍筋与螺纹钢主筋相互摆放示意图;图中:d、四号油缸;2、下折弯总成;3、从动齿轮;4、上折弯总成;a、一号油缸;6、齿条滑块;b、二号油缸;8、小齿轮;9、大齿轮;10、曲轴折弯臂;11、齿条滑槽;c、三号油缸;12、油缸装配板;13、齿轮同步力矩轴;14、液压站;g、七号油缸;f、六号油缸;e、五号油缸。
具体实施方式
[0013]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0014]
请参阅图1至图5,本发明提供一种技术方案:混凝土预埋钢筋成型机,包括总成支架1,总成支架1的内侧安装有plc控制的液压站14,总成支架1的一侧面安装有油缸装配板12,油缸装配板12的下部靠近两端位置安装有三号油缸c,两只三号油缸c的中间位置安装有四号油缸d,油缸装配板12的两侧安装有下折弯总成2,下折弯总成2的内侧安装有一号油缸a和二号油缸b,下折弯总成2的内侧安装有曲轴折弯臂10,下折弯总成2的外侧安装有从动齿轮3,下折弯总成2的内侧安装有齿轮同步力矩轴13,下折弯总成2的内侧安装有上折弯总成4,上折弯总成4的一端靠上位置安装有七号油缸g,上折弯总成4的内部安装有六号油缸f,上折弯总成4的上部对称安装有五号油缸e,三号油缸c、四号油缸d、七号油缸g的伸缩端均连接有齿条滑块6,其安装有三号油缸c、四号油缸d、七号油缸g的同一侧安装有小齿轮8,齿条滑块6与相邻的小齿轮8啮合,下折弯总成2与上折弯总成4的两侧面对称安装有大齿轮9,以及配合使用的齿条滑槽11,下折弯总成2和上折弯总成4两侧面的小齿轮8分别由穿过下折弯总成2和上折弯总成4的齿轮同步力矩轴13相连接并两两同步转动。
[0015]
进一步地,曲轴折弯臂10、齿轮同步力矩轴13与小齿轮8、大齿轮9在总成支架1的侧面呈等腰梯形结构型分布。
[0016]
进一步地,齿条滑块6由plc控制的液压站14提供动力。
[0017]
进一步地,齿轮同步力矩轴13、大齿轮9和小齿轮8堆叠安装,且有同一个根方键固
定轴向位置,分别由三号油缸c、四号油缸d、七号油缸g分别提供动力,由齿轮同步力矩轴13将动力传输到另一端的大齿轮9上。
[0018]
进一步地,相互啮合的大齿轮9转动带动曲轴折弯臂10转动在各个阶段实现钢筋弯折。
[0019]
进一步地,一号油缸a、二号油缸b、三号油缸c、四号油缸d、五号油缸e、六号油缸f、七号油缸g均由液压系统plc协调控制并动作;第一次动作,一号油缸a正向运动,对折弯位置二压紧并固定;第二次动作,二号油缸b正向运动,对折弯位置一压紧并固定;第三次动作,三号油缸c正向运动,对冷拔丝箍筋进行第一次折弯;第四次动作,三号油缸c反向运动,返回原位;第五次动作,二号油缸b反向运动,松开一号油缸a的压紧动作;第六次动作,四号油缸d正向运动,对冷拔丝箍筋进行第二次折弯,松开二号油缸b,的压紧动作;第七次动作,五号油缸e正向运动,这时折弯总成18落下,导向第三次折弯,辅助第二次折弯到位;第八次动作,六号油缸f正向运动,是用来上折弯前的压紧并固定折弯位置三;第九次动作,七号油缸g正向运动,对冷拔丝箍筋进行第三次折弯,此时预埋钢筋成型;第十次动作七号油缸g反向运动,返回原位;第十一次动作,六号油缸f反向运动,返回原位;第十二次动作,四号油缸d反向运动,返回原位;第十三次动作,五号油缸e反向运动,返回原位;第十四次动作,一号油缸a反向运动,返回原位。
[0020]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0021]
以上所述,仅用以说明本发明的技术方案而非限制,本领域普通技术人员对本发明的技术方案所做的其它修改或者等同替换,只要不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1