一种金属箱体自动输送与激光焊接成型设备的制作方法
[0001]
本发明涉及机激光焊接领域,尤其涉及一种金属箱体自动输送与激光焊接成型设备。
背景技术:
[0002]
目前在对金属箱体进行生产的过程中,需要准备金属板件,并需要生产金属箱体的框架,随后在框架基础上焊接底部,而在金属箱体的生产过程中,需要人工先将板材之间保持90度,并需要频繁的搬运金属板件,和频繁的翻动焊接完成的部分,人工手持金属板件使其连接边贴合稳定,在进行焊接,而在目前焊接的过程中,采用这样的方式存在手持焊接枪易导致触电的发生,并且在目前焊接作业时,因为金属箱体的特性,容易发生周围漏电的用电器使人工触电,并且金属锋利的边角易割伤人工,导致安全难以得到保障,因为需要频繁操作的原因,导致工序重复且繁琐,降低了生产效率,使得人工作业过程费时费力。
[0003]
因此可知,采用现有的方式已难以满足现今的生产需要,亟需设计一种能够提高生产作业安全性、提高生产效率、工序简单自动化程度高的金属箱体自动输送与激光焊接成型设备。
技术实现要素:
[0004]
本发明的目的在于提供一种金属箱体自动输送与激光焊接成型设备,主要解决现有的生产过程安全性低、生产效率低、工序重复且繁琐的问题。
[0005]
本发明的目的可以通过以下技术方案实现:
[0006]
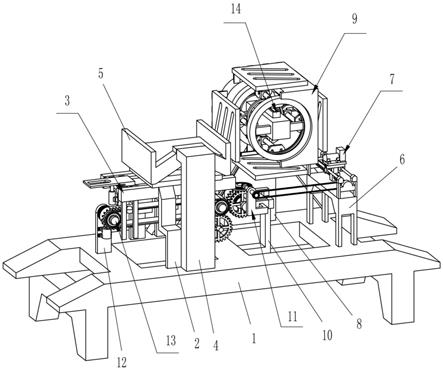
一种金属箱体自动输送与激光焊接成型设备,包括底架,所述底架上侧左方连接有第一固定架,所述第一固定架上侧之间设有推进装置,所述推进装置用于推进成型金属箱体的板材,所述底架上侧左方前侧连接有第二固定架,所述第二固定架上侧后方连接有放置架,所述底架上侧右方连接有支撑架,所述支撑架上侧设有焊接装置,所述焊接装置用于焊接推进后的金属板材,所述底架上侧右方后侧连接有第三固定架,所述第三固定架上侧前方设有旋转装置,所述旋转装置用于装载推进后的金属板材并对其进行定位,所述底架右侧中部连接有第四固定架,所述第四固定架上侧设有传动装置,所述传动装置与所述焊接装置连接,所述传动装置用于带动所述焊接装置进行工作,所述底架上侧左方和中部均连接有第五固定架,所述第五固定架上侧之间设有控制装置,所述控制装置与所述推进装置和传动装置配合,所述控制装置用于驱动并控制所述推进装置和所述传动装置以及所述焊接装置的运动及其运动状态。
[0007]
作为本发明的进一步方案:所述推进装置包括第一移动副,所述第一固定架上侧均连接有第一移动副,所述第一移动副为导轨导套,所述第一移动副的移动件之间连接有移动架,所述移动架上连接有两组第二移动副,所述第二移动副为导轨导套,所述第二移动副的移动件上侧之间连接有推板,所述移动架左侧连接有电动推杆,所述电动推杆的移动件与所述推板下侧连接,所述移动架前侧连接有推进架,所述推进架与所述控制装置配合。
[0008]
作为本发明的进一步方案:所述焊接装置包括第三移动副,所述支撑架上侧连接有两组第三移动副,所述第三移动副为导轨导套,所述支撑架上侧转动式连接有丝杆副,所述丝杆副为丝杆及其配合的螺母组合,所述第三移动副的移动件与所述丝杆副的移动件连接,所述第三移动副的移动件上侧连接有焊接枪,所述丝杆副与所述传动装置之间连接有第一带传动组件,所述第一带传动组件为皮带传动。
[0009]
作为本发明的进一步方案:所述旋转装置包括旋转架,所述第三固定架前侧上方转动式连接有旋转架,所述旋转架上连接有连接环,所述连接环外侧连接有方形架,所述方形架为中空结构,所述方形架后侧均连接有隔板。
[0010]
作为本发明的进一步方案:所述传动装置包括第一转轴,所述第四固定架上侧左方转动式连接有两组第一转轴,所述第一转轴为横置,所述第一转轴上均连接有第一传动齿轮,所述第一传动齿轮均与所述控制装置配合,所述第四固定架上侧转动式连接有第二转轴,所述第二转轴为竖置,所述第二转轴与两个所述第一转轴之间连接有第一齿轮传动组件,所述第一齿轮传动组件为三个锥齿轮传动,所述第四固定架上侧前方转动式连接有第三转轴,所述第三转轴为横置,所述第三转轴与所述第二转轴之间连接有第二齿轮传动组件,所述第二齿轮传动组件为两个锥齿轮传动,所述第二转轴与所述第一带传动组件连接。
[0011]
作为本发明的进一步方案:所述控制装置包括第四转轴,所述第五固定架前侧上方均转动式连接有第四转轴,所述第四转轴之间连接有第二带传动组件,所述第二带传动组件为皮带传动,左侧所述第五固定架上连接有驱动电机,所述驱动电机与相邻的第四转轴之间连接有第三齿轮传动组件,所述第三齿轮传动组件为两个锥齿轮传动,所述第二带传动组件外周前侧连接有推进齿带,所述推进齿带与前侧所述第一传动齿轮配合,所述第二带传动组件外周后侧连接有复位齿带,所述复位齿带与后侧所述第一传动齿轮配合,所述第二带传动组件外周前侧连接有推块,所述推块位于所述推进架之间。
[0012]
作为本发明的进一步方案:所述方形架内设有撤出装置,所述撤出装置用于快速撤出焊接成型完成的金属箱体框架,所述方形架内壁四周连接有第四移动副,所述第四移动副为导轨导套,所述第四移动副的移动件上均连接有撤出架,所述方形架四周均开有矩形孔,所述撤出架伸出所述矩形孔,所述旋转架上侧连接有电动滑轨,所述电动滑轨移动件与所述第四移动副的移动件连接。
[0013]
作为本发明的进一步方案:后侧所述第五固定架上转动式连接有第五转轴,所述第五转轴与所述旋转架之间连接有第三带传动组件,所述第三带传动组件为皮带传动,所述第五转轴前侧连接有第二传动齿轮,所述第二带传动组件外周中部连接有驱动齿带,所述驱动齿带位于所述推进齿带和所述复位齿带之间,驱动齿带与所述第二传动齿轮配合。
[0014]
作为本发明的进一步方案:该设备的使用方法具体如下:
[0015]
当需要对金属箱体进行自动生产时,可以将多组金属板材放置于所述放置架上,金属板材将与所述推进装置接触,此时可以启动所述控制装置,所述控制装置将先带动所述推进装置进行工作,所述控制装置将带动所述推进装置向右移动,使所述推进装置向右推进放置于所述放置架上的最底层金属板材,使该金属板材推进至所述旋转装置内,当该金属板材被推进至所述旋转装置内后,所述控制装置也将带动所述推进装置向左移动进行复位,此时所述控制装置将与所述传动装置配合,使所述传动装置带动所述焊接装置进行
工作,使所述焊接装置向前侧移动,此时可以不需要启动所述焊接装置,当所述焊接装置向前侧移动至端点后,可以逆时针转动所述旋转装置90度,使所述旋转装置带动进入其内的金属板材进行逆时针旋转,在所述控制装置继续运行时,所述控制装置又将通过所述传动装置带动所述焊接装置向后侧移动进行复位,所述控制装置带动所述焊接装置复位完成后,所述控制装置又将带动所述推进装置向右移动推进下一块金属板材,使该金属板材进入到所述旋转装置中,在所述控制装置再次与所述传动装置配合时,所述传动装置将再次带动所述焊接装置向前侧移动,此时可以启动所述焊接装置,所述焊接装置将在向前侧移动的过程中对两个金属板材的接触位置进行焊接,当所述焊接装置向前侧移动至端点时,可以关闭所述焊接装置,并再次逆时针转动所述旋转装置90度,所述控制装置将在运行的过程中再次带动所述焊接装置进行复位;在所述推进装置向右推进四次后,所述旋转装置中的金属板材放置完成,所述焊接装置也在所述控制装置继续运行中对金属板材的接触边进行三次焊接,此时可以使所述控制装置继续运行,并控制所述推进装置进行工作,使所述推进装置不会接触到所述放置架的底部,此时所述推进装置将空载运行,在运行过程中将带动所述焊接装置做第四次焊接工作,从而使金属箱体的整体框架进行焊接成型,此时可以关闭控制装置,并控制所述推进装置进行复位,撤出焊接成型完成的金属箱体整体框架;若需要对下一个金属箱体进行焊接成型,可以继续启动所述控制装置,并重复上述操作;
[0016]
将金属板材放置于所述放置架内时,金属板材将与所述第一移动副的上侧接触,当所述推进装置进行工作时,所述推进装置将带动所述推进架进行左右移动,从而带动所述移动架、推板和电动推杆通过所述第一移动副进行左右移动,从而使所述推板带动金属板材进行向右移动,所述推板在移动的过程中,所述推板将拖住上一层的金属板材,并在向右推进最下层金属板材时不会带动上一层金属板材进行移动,所述推板在向左移动进行复位脱离该金属板材时,上一层的金属板材将落下,与所述第一移动副上侧进行接触,使所述推板下一次运行时可以推送该金属板材;当所述推板向右移动四次后,可以启动所述电动推杆,使所述电动推杆带动所述推板通过所述第二移动副向下移动,使所述推板的高度低于所述第一移动副,从而使所述推板不会接触到金属板材,使其空载;
[0017]
当所述控制装置运行至与所述传动装置配合时,所述控制装置将通过所述传动装置和所述第一带传动组件带动所述丝杆副进行工作,使所述丝杆副带动所述第三移动副的移动件向前侧移动,从而带动所述焊接枪向前侧移动,当所述控制装置带动所述传动装置进行复位工作时,所述传动装置将通过所述第一带传动组件带动所述丝杆副进行反转,从而带动所述第三移动副的移动件向后侧移动进行复位,从而带动所述焊接枪向后侧移动进行复位,可以启动所述焊接枪,使所述焊接枪对金属板材的接触边进行焊接;
[0018]
可以逆时针转动所述旋转架,所述旋转架将通过所述连接环和所述连接架进行逆时针旋转;所述推板将金属板材推进至所述隔板与所述方形架之间的位置处,使所述隔板和方形架对金属板材进行夹持,使金属板材能够快速成型;
[0019]
当所述控制装置带动所述推进架向右移动使金属板材进入方形架与所述隔板之间时,所述控制装置此时将带动前侧所述第一传动齿轮旋转,使前侧所述第一传动齿轮通过所述第一齿轮传动组件和第二齿轮传动组件带动所述第三转轴旋转,从而通过所述第一带传动组件带动所述丝杆副进行旋转,使所述焊接枪向前侧移动,当所述控制装置继续运行,所述控制装置将脱离与前侧所述第一传动齿轮的配合,当所述控制装置继续运行,所述
控制装置将与后侧所述第一传动齿轮配合,从而带动所述第三转轴反转,从而带动所述丝杆副反转,使所述焊接枪向后侧移动进行复位;
[0020]
可以启动所述驱动电机,所述驱动电机将通过所述第三齿轮传动组件带动所述第二带传动组件进行逆时针旋转,所述第二带传动组件将带动所述推进齿带、复位齿带和推块进行逆时针旋转,所述推块将带动所述推进架进行左右移动,从而带动所述推板左右移动进行金属板材的推进,当所述推块位于右侧第四转轴右方时,所述第二带传动组件将开始带动所述推块向左移动,从而带动所述推板向左移动进行复位,此时所述推进齿带将开始与前侧所述第一传动齿轮配合,从而带动所述丝杆副进行旋转,从而带动所述焊接枪向前侧移动,此时所述推板将继续向左移动,当所述推进齿带旋转至不与前侧所述第一传动齿轮配合时,所述第二带传动组件将进行运行,直至运行至使所述复位齿带与后侧所述第一传动齿轮配合,所述复位齿带将带动后侧所述第一传动齿轮旋转,从而使所述丝杆副反转,从而带动所述焊接枪向后侧移动进行复位;
[0021]
可以启动电动滑轨,所述电动滑轨将带动其移动件向前侧移动,从而带动所述第四移动副的移动件向前侧移动,从而带动所述撤出架向前侧移动推出焊接成型完成的金属箱体框架,随后可以控制电动滑轨使其向后侧移动,从而使所述撤出架向后侧移动进行复位;
[0022]
当所述推进齿带旋转至不与前侧所述第一传动齿轮配合时,所述驱动齿带将开始与所述第二传动齿轮配合,所述驱动齿带将带动所述第二传动齿轮逆时针旋转90度,所述第二传动齿轮将通过所述第三带传动组件带动所述旋转架进行逆时针旋转,从而使所述方形架自动逆时针旋转90度。
[0023]
本发明的有益效果:
[0024]
1、本设备通过采用推板对金属板材进行自动推进的方式,使金属板材自动进入到方形架与隔板之间,能够使金属板材的进给过程不需要人工进行,避免人工受到金属板材边角的割伤,避免金属板材放置于周围漏电的用电器附近导致的漏电安全事故,并且能够解放人工,提高自动化程度。
[0025]
2、本设备通过采用第二带传动组件运行过程中单独带动推板进行移动、焊接枪进行移动和方形架进行旋转的方式,并且使推板、焊接枪和方向架进行独立工作的方式,能够使金属箱体的焊接成型过程具有自动化,进一步的解放了人工,提高了生产效率,且不需要人工手持焊接枪,能够使焊接形成的焊缝平直度高和均匀,提高产品质量,并且进一步的提高了安全性。
附图说明
[0026]
下面结合附图对本发明作进一步的说明。
[0027]
图1为本发明的第一种立体结构示意图。
[0028]
图2为本发明的第二种立体结构示意图。
[0029]
图3为本发明的第三种立体结构示意图。
[0030]
图4为本发明的第四种立体结构示意图。
[0031]
图5为本发明推进装置的立体结构示意图。
[0032]
图6为本发明推进装置的第一种局部立体结构示意图。
[0033]
图7为本发明推进装置的第二种局部立体结构示意图。
[0034]
图8为本发明放置架部分的立体结构示意图。
[0035]
图9为本发明焊接装置的立体结构示意图。
[0036]
图10为本发明传动装置的立体结构示意图。
[0037]
图11为本发明传动装置的左视结构示意图。
[0038]
图12为本发明旋转装置的第一种立体结构示意图。
[0039]
图13为本发明旋转装置的第二种立体结构示意图。
[0040]
图14为本发明旋转装置的第一种局部剖切立体结构示意图。
[0041]
图15为本发明旋转装置的第二种局部剖切立体结构示意图。
[0042]
图16为本发明控制装置的第一种立体结构示意图。
[0043]
图17为本发明控制装置的第二种立体结构示意图。
[0044]
图18为本发明控制装置的第三种立体结构示意图。
[0045]
图中1、底架:2、第一固定架:3、推进装置:4、第二固定架:5、放置架:6、支撑架:7、焊接装置:8、第三固定架:9、旋转装置:10、第四固定架:11、传动装置:12、第五固定架:13、控制装置:31、第一移动副:32、移动架:33、第二移动副:34、推板:35、电动推杆:36、推进架:71、第三移动副:72、丝杆副:73、焊接枪:74、第一带传动组件:91、旋转架:92、连接环:93、方形架:94、隔板:111、第一转轴:112、第一传动齿轮:113、第二转轴:114、第一齿轮传动组件:115、第三转轴:116、第二齿轮传动组件:131、第四转轴:132、第二带传动组件:133、驱动电机:134、第三齿轮传动组件:135、推进齿带:136、复位齿带:137、推块:14、撤出装置:141、第四移动副:142、撤出架:143、矩形孔:144、电动滑轨:151、第五转轴:152、第三带传动组件:153、第二传动齿轮:154、驱动齿带。
具体实施方式
[0046]
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0047]
如图1-18所示,一种金属箱体自动输送与激光焊接成型设备,包括有底架1、第一固定架2、推进装置3、第二固定架4、放置架5、支撑架6、焊接装置7、第三固定架8、旋转装置9、第四固定架10、传动装置11、第五固定架12和控制装置13,具体为:
[0048]
所述底架1上侧左方连接有第一固定架2,所述第一固定架2上侧之间设有推进装置3,所述推进装置3用于推进成型金属箱体的板材,所述底架1上侧左方前侧连接有第二固定架4,所述第二固定架4上侧后方连接有放置架5,所述底架1上侧右方连接有支撑架6,所述支撑架6上侧设有焊接装置7,所述焊接装置7用于焊接推进后的金属板材,所述底架1上侧右方后侧连接有第三固定架8,所述第三固定架8上侧前方设有旋转装置9,所述旋转装置9用于装载推进后的金属板材并对其进行定位,所述底架1右侧中部连接有第四固定架10,所述第四固定架10上侧设有传动装置11,所述传动装置11与所述焊接装置7连接,所述传动装置11用于带动所述焊接装置7进行工作,所述底架1上侧左方和中部均连接有第五固定架12,所述第五固定架12上侧之间设有控制装置13,所述控制装置13与所述推进装置3和传动
装置11配合,所述控制装置13用于驱动并控制所述推进装置3和所述传动装置11以及所述焊接装置7的运动及其运动状态。
[0049]
上述实施例在进行操作时,当需要对金属箱体进行自动生产时,可以将多组金属板材放置于所述放置架5上,金属板材将与所述推进装置3接触,此时可以启动所述控制装置13,所述控制装置13将先带动所述推进装置3进行工作,所述控制装置13将带动所述推进装置3向右移动,使所述推进装置3向右推进放置于所述放置架5上的最底层金属板材,使该金属板材推进至所述旋转装置9内,当该金属板材被推进至所述旋转装置9内后,所述控制装置13也将带动所述推进装置3向左移动进行复位,此时所述控制装置13将与所述传动装置11配合,使所述传动装置11带动所述焊接装置7进行工作,使所述焊接装置7向前侧移动,此时可以不需要启动所述焊接装置7,当所述焊接装置7向前侧移动至端点后,可以逆时针转动所述旋转装置990度,使所述旋转装置9带动进入其内的金属板材进行逆时针旋转,在所述控制装置13继续运行时,所述控制装置13又将通过所述传动装置11带动所述焊接装置7向后侧移动进行复位,所述控制装置13带动所述焊接装置7复位完成后,所述控制装置13又将带动所述推进装置3向右移动推进下一块金属板材,使该金属板材进入到所述旋转装置9中,在所述控制装置13再次与所述传动装置11配合时,所述传动装置11将再次带动所述焊接装置7向前侧移动,此时可以启动所述焊接装置7,所述焊接装置7将在向前侧移动的过程中对两个金属板材的接触位置进行焊接,当所述焊接装置7向前侧移动至端点时,可以关闭所述焊接装置7,并再次逆时针转动所述旋转装置990度,所述控制装置13将在运行的过程中再次带动所述焊接装置7进行复位;在所述推进装置3向右推进四次后,所述旋转装置9中的金属板材放置完成,所述焊接装置7也在所述控制装置13继续运行中对金属板材的接触边进行三次焊接,此时可以使所述控制装置13继续运行,并控制所述推进装置3进行工作,使所述推进装置3不会接触到所述放置架5的底部,此时所述推进装置3将空载运行,在运行过程中将带动所述焊接装置7做第四次焊接工作,从而使金属箱体的整体框架进行焊接成型,此时可以关闭控制装置13,并控制所述推进装置3进行复位,撤出焊接成型完成的金属箱体整体框架;若需要对下一个金属箱体进行焊接成型,可以继续启动所述控制装置13,并重复上述操作。
[0050]
所述推进装置3包括有第一移动副31、移动架32、第二移动副33、推板34、电动推杆35和推进架36,具体为:
[0051]
所述第一固定架2上侧均连接有第一移动副31,所述第一移动副31为导轨导套,所述第一移动副31的移动件之间连接有移动架32,所述移动架32上连接有两组第二移动副33,所述第二移动副33为导轨导套,所述第二移动副33的移动件上侧之间连接有推板34,所述移动架32左侧连接有电动推杆35,所述电动推杆35的移动件与所述推板34下侧连接,所述移动架32前侧连接有推进架36,所述推进架36与所述控制装置13配合。
[0052]
上述实施例在进行操作时,将金属板材放置于所述放置架5内时,金属板材将与所述第一移动副31的上侧接触,当所述推进装置3进行工作时,所述推进装置3将带动所述推进架36进行左右移动,从而带动所述移动架32、推板34和电动推杆35通过所述第一移动副31进行左右移动,从而使所述推板34带动金属板材进行向右移动,所述推板34在移动的过程中,所述推板34将拖住上一层的金属板材,并在向右推进最下层金属板材时不会带动上一层金属板材进行移动,所述推板34在向左移动进行复位脱离该金属板材时,上一层的金
属板材将落下,与所述第一移动副31上侧进行接触,使所述推板34下一次运行时可以推送该金属板材;当所述推板34向右移动四次后,可以启动所述电动推杆35,使所述电动推杆35带动所述推板34通过所述第二移动副33向下移动,使所述推板34的高度低于所述第一移动副31,从而使所述推板34不会接触到金属板材,使其空载。
[0053]
所述焊接装置7包括有第三移动副71、丝杆副72、焊接枪73和第一带传动组件74,具体为:
[0054]
所述支撑架6上侧连接有两组第三移动副71,所述第三移动副71为导轨导套,所述支撑架6上侧转动式连接有丝杆副72,所述丝杆副72为丝杆及其配合的螺母组合,所述第三移动副71的移动件与所述丝杆副72的移动件连接,所述第三移动副71的移动件上侧连接有焊接枪73,所述丝杆副72与所述传动装置11之间连接有第一带传动组件74,所述第一带传动组件74为皮带传动。
[0055]
上述实施例在进行操作时,当所述控制装置13运行至与所述传动装置11配合时,所述控制装置13将通过所述传动装置11和所述第一带传动组件74带动所述丝杆副72进行工作,使所述丝杆副72带动所述第三移动副71的移动件向前侧移动,从而带动所述焊接枪73向前侧移动,当所述控制装置13带动所述传动装置11进行复位工作时,所述传动装置11将通过所述第一带传动组件74带动所述丝杆副72进行反转,从而带动所述第三移动副71的移动件向后侧移动进行复位,从而带动所述焊接枪73向后侧移动进行复位,可以启动所述焊接枪73,使所述焊接枪73对金属板材的接触边进行焊接。
[0056]
所述旋转装置9包括有旋转架91、连接环92、方形架93和隔板94,具体为:
[0057]
所述第三固定架8前侧上方转动式连接有旋转架91,所述旋转架91上连接有连接环92,所述连接环92外侧连接有方形架93,所述方形架93为中空结构,所述方形架93后侧均连接有隔板94。
[0058]
上述实施例在进行操作时,可以逆时针转动所述旋转架91,所述旋转架91将通过所述连接环92和所述连接架进行逆时针旋转;所述推板34将金属板材推进至所述隔板94与所述方形架93之间的位置处,使所述隔板94和方形架93对金属板材进行夹持,使金属板材能够快速成型。
[0059]
所述传动装置11包括有第一转轴111、第一传动齿轮112、第二转轴113、第一齿轮传动组件114、第三转轴115和第二齿轮传动组件116,具体为:
[0060]
所述第四固定架10上侧左方转动式连接有两组第一转轴111,所述第一转轴111为横置,所述第一转轴111上均连接有第一传动齿轮112,所述第一传动齿轮112均与所述控制装置13配合,所述第四固定架10上侧转动式连接有第二转轴113,所述第二转轴113为竖置,所述第二转轴113与两个所述第一转轴111之间连接有第一齿轮传动组件114,所述第一齿轮传动组件114为三个锥齿轮传动,所述第四固定架10上侧前方转动式连接有第三转轴115,所述第三转轴115为横置,所述第三转轴115与所述第二转轴113之间连接有第二齿轮传动组件116,所述第二齿轮传动组件116为两个锥齿轮传动,所述第二转轴113与所述第一带传动组件74连接。
[0061]
上述实施例在进行操作时,当所述控制装置13带动所述推进架36向右移动使金属板材进入方形架93与所述隔板94之间时,所述控制装置13此时将带动前侧所述第一传动齿轮112旋转,使前侧所述第一传动齿轮112通过所述第一齿轮传动组件114和第二齿轮传动
组件116带动所述第三转轴115旋转,从而通过所述第一带传动组件74带动所述丝杆副72进行旋转,使所述焊接枪73向前侧移动,当所述控制装置13继续运行,所述控制装置13将脱离与前侧所述第一传动齿轮112的配合,当所述控制装置13继续运行,所述控制装置13将与后侧所述第一传动齿轮112配合,从而带动所述第三转轴115反转,从而带动所述丝杆副72反转,使所述焊接枪73向后侧移动进行复位。
[0062]
所述控制装置13包括有第四转轴131、第二带传动组件132、驱动电机133、第三齿轮传动组件134、推进齿带135、复位齿带136和推块137,具体为:
[0063]
所述第五固定架12前侧上方均转动式连接有第四转轴131,所述第四转轴131之间连接有第二带传动组件132,所述第二带传动组件132为皮带传动,左侧所述第五固定架12上连接有驱动电机133,所述驱动电机133与相邻的第四转轴131之间连接有第三齿轮传动组件134,所述第三齿轮传动组件134为两个锥齿轮传动,所述第二带传动组件132外周前侧连接有推进齿带135,所述推进齿带135与前侧所述第一传动齿轮112配合,所述第二带传动组件132外周后侧连接有复位齿带136,所述复位齿带136与后侧所述第一传动齿轮112配合,所述第二带传动组件132外周前侧连接有推块137,所述推块137位于所述推进架36之间。
[0064]
上述实施例在进行操作时,可以启动所述驱动电机133,所述驱动电机133将通过所述第三齿轮传动组件134带动所述第二带传动组件132进行逆时针旋转,所述第二带传动组件132将带动所述推进齿带135、复位齿带136和推块137进行逆时针旋转,所述推块137将带动所述推进架36进行左右移动,从而带动所述推板34左右移动进行金属板材的推进,当所述推块137位于右侧第四转轴131右方时,所述第二带传动组件132将开始带动所述推块137向左移动,从而带动所述推板34向左移动进行复位,此时所述推进齿带135将开始与前侧所述第一传动齿轮112配合,从而带动所述丝杆副72进行旋转,从而带动所述焊接枪73向前侧移动,此时所述推板34将继续向左移动,当所述推进齿带135旋转至不与前侧所述第一传动齿轮112配合时,所述第二带传动组件132将进行运行,直至运行至使所述复位齿带136与后侧所述第一传动齿轮112配合,所述复位齿带136将带动后侧所述第一传动齿轮112旋转,从而使所述丝杆副72反转,从而带动所述焊接枪73向后侧移动进行复位。
[0065]
还包括有撤出装置14,所述撤出装置14包括有第四移动副141、撤出架142和电动滑轨144,具体为:
[0066]
所述方形架93内设有撤出装置14,所述撤出装置14用于快速撤出焊接成型完成的金属箱体框架,所述方形架93内壁四周连接有第四移动副141,所述第四移动副141为导轨导套,所述第四移动副141的移动件上均连接有撤出架142,所述方形架93四周均开有矩形孔143,所述撤出架142伸出所述矩形孔143,所述旋转架91上侧连接有电动滑轨144,所述电动滑轨144移动件与所述第四移动副141的移动件连接。
[0067]
上述实施例在进行操作时,可以启动所述电动滑轨144,所述电动滑轨144将带动其移动件向前侧移动,从而带动所述第四移动副141的移动件向前侧移动,从而带动所述撤出架142向前侧移动推出焊接成型完成的金属箱体框架,随后可以控制电动滑轨144使其向后侧移动,从而使所述撤出架142向后侧移动进行复位。
[0068]
还包括有第五转轴151、第三带传动组件152、第二传动齿轮153和驱动齿带154,具体为:
[0069]
后侧所述第五固定架12上转动式连接有第五转轴151,所述第五转轴151与所述旋转架91之间连接有第三带传动组件152,所述第三带传动组件152为皮带传动,所述第五转轴151前侧连接有第二传动齿轮153,所述第二带传动组件132外周中部连接有驱动齿带154,所述驱动齿带154位于所述推进齿带135和所述复位齿带136之间,所述驱动齿带154与所述第二传动齿轮153配合。
[0070]
上述实施例在进行操作时,当所述推进齿带135旋转至不与前侧所述第一传动齿轮112配合时,所述驱动齿带154将开始与所述第二传动齿轮153配合,所述驱动齿带154将带动所述第二传动齿轮153逆时针旋转90度,所述第二传动齿轮153将通过所述第三带传动组件152带动所述旋转架91进行逆时针旋转,从而使所述方形架93自动逆时针旋转90度。
[0071]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0072]
以上内容仅仅是对本发明结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1