一种电火花线切割数控机床辅助定位工装的制作方法
[0001]
本实用新型涉及电火花线切割数控机床的技术领域,尤其是涉及一种电火花线切割数控机床辅助定位工装。
背景技术:
[0002]
目前数控电火花线切割机床是利用电火花原理,将工件与加工工具作为极性不同的两个电极,作为工具电极的金属丝穿过工件,由计算机按预定的轨迹控制工件的运动,通过两电极间的放电蚀除材料来进行切割加工的一种新型机床。
[0003]
现有授权公告号为cn207656035u的中国实用新型专利公开了一种电火花线切割机床,其包括床身、坐标位移机构、电极丝输送机构、工件固定机构、线架机构、工作液系统、机床电器和数控系统。
[0004]
通过导轮调整机构,实现对导轮x、z轴方向位置的调整,确保电极丝在相对空间位置的恒定,导电机构为单电极并行连接,组成可微调电极丝位置的单电极并行多线切割机构。
[0005]
在对金属试块进行切割试验时,如图1所示,先将定位块500放置于床身上,定位块500为磁铁,将试块700按照从下到上整齐码放在定位块500朝向电极丝一侧,利用定位件800将定位块500定位,定位件800包括螺纹连接于床身上的螺纹杆820,螺纹杆820上轴向滑动连接有压板600,螺纹杆820上螺纹连接有螺帽810, 压板600一端下端面抵接于定位块500上端面,压板600另一端下端面放置有支撑块300,将螺帽810拧紧,压板600将定位块500和支撑块300压紧。
[0006]
上述中的现有技术方案存在以下缺陷:因每次试验的试块数量不同,导致所需定位块竖直高度不同,每次更换不同高度的定位块时为保证压板稳定性,需要反复更换选择不同高度的支撑块,操作极为不便。
技术实现要素:
[0007]
针对现有技术存在的不足,本实用新型的目的是提供一种电火花线切割数控机床辅助定位工装。同时调整压板和支撑块高度,从而保持压板稳定性,操作简单方便。
[0008]
本实用新型的上述实用新型目的是通过以下技术方案得以实现的:
[0009]
一种电火花线切割数控机床辅助定位工装,包括压板和支撑块,还包括可拆卸连接于床身上的支撑架,所述支撑架上转动连接有支撑杆,所述压板螺纹连接于支撑杆上,所述压板竖直滑动连接于支撑架内,所述支撑块竖直滑动连接于支撑架内,所述支撑架上设置有驱动机构,所述支撑杆通过驱动机构驱动支撑块与压板同向滑移,所述支撑块上端面抵接于压板一端下端面,所述定位块卡接于支撑架上,所述压板另一端下端面抵触于定位块上端面。
[0010]
通过采用上述技术方案,将定位块卡接于支撑架上,转动支撑杆,压板向靠近定位块方向滑移,此时支撑块在驱动机构驱动下向靠近地面方向滑移,当压板一端下端面与定
位块上端面抵接时,支撑杆停止转动,压板一端将定位块固定在当前位置,支撑块停止滑移从而为压板另一端提供支撑,增加压板稳定性,操作简单方便。
[0011]
本实用新型在一较佳示例中可以进一步配置为:所述支撑架通过螺栓固定连接于床身上。
[0012]
通过采用上述技术方案,方便拆卸安装工装,减低劳动强度。
[0013]
本实用新型在一较佳示例中可以进一步配置为:所述支撑架上竖直开设有第一滑槽,所述压板滑动连接于第一滑槽内。
[0014]
通过采用上述技术方案,第一滑槽对压板滑移起导向作用。
[0015]
本实用新型在一较佳示例中可以进一步配置为:所述第一滑槽靠近地面一端未开通,所述第一滑槽底壁开设有凹槽,所述定位块下端卡接于凹槽内,所述定位块为磁铁,所述定位块一侧抵接于第一滑槽侧壁。
[0016]
通过采用上述技术方案,将定位块卡接于凹槽内,方便确定定位块位置,然后根据定位块位置调整压板,操作简单方便。
[0017]
本实用新型在一较佳示例中可以进一步配置为:所述支撑架侧壁开设有定位槽,所述定位槽与凹槽相对应, 所述定位槽底壁开设有多个切割槽。
[0018]
通过采用上述技术方案,将试块滑入定位槽内,试块在定位块磁力作用下被吸附在当前位置,定位槽可以帮助试块码放整齐,操作简单方便。
[0019]
本实用新型在一较佳示例中可以进一步配置为:所述第一滑槽侧壁竖直开设有第二滑槽,所述支撑块滑动连接于第二滑槽内,所述第二滑槽贯穿第一滑槽底壁。
[0020]
通过采用上述技术方案,第二滑槽对支撑块滑移起导向作用。
[0021]
本实用新型在一较佳示例中可以进一步配置为:所述支撑杆包括转动连接于第一滑槽底壁的驱动蜗杆,所述驱动机构包括转动连接于第一滑槽侧壁的驱动蜗轮,所述驱动蜗轮与驱动蜗杆啮合,所述支撑块朝向驱动蜗轮一侧固定连接有驱动齿条,所述驱动齿条和驱动蜗轮啮合。
[0022]
通过采用上述技术方案,驱动蜗杆转动驱动驱动蜗轮转动,驱动蜗轮驱动驱动齿条滑移,驱动齿条带动支撑块向靠近地面方向滑移,从而方便调整支撑块位置。
[0023]
本实用新型在一较佳示例中可以进一步配置为:所述驱动蜗杆上端面同轴固定连接有驱动丝杠,所述压板与驱动丝杠螺纹连接,所述驱动丝杠螺旋线和驱动蜗杆螺旋线方向相反。
[0024]
通过采用上述技术方案,驱动丝杠转动驱动压板向靠近定位块方向滑移,因驱动丝杠螺旋线和驱动蜗杆螺旋线方向相反,所以当压板在驱动丝杠驱动下向靠近定位块方向滑移时,支撑块向靠近地面方向滑移,从而实现压板和支撑块同向滑移,操作简单方便。
[0025]
综上所述,本实用新型包括以下至少一种有益技术效果:
[0026]
1.将定位块卡接于支撑架上,转动支撑杆,压板向靠近定位块方向滑移,此时支撑块在驱动机构驱动下向靠近地面方向滑移,当压板一端下端面与定位块上端面抵接时,支撑杆停止转动,压板一端将定位块固定在当前位置,支撑块停止滑移从而为压板另一端提供支撑,增加压板稳定性,操作简单方便;
[0027]
2.将定位块卡接于凹槽内,方便确定定位块位置,然后根据定位块位置调整压板,操作简单方便;
[0028]
3.驱动丝杠转动驱动压板向靠近定位块方向滑移,因驱动丝杠螺旋线和驱动蜗杆螺旋线方向相反,所以当压板在驱动丝杠驱动下向靠近定位块方向滑移时,支撑块向靠近地面方向滑移,从而实现压板和支撑块同向滑移,操作简单方便。
附图说明
[0029]
图1是现有技术结构示意图;
[0030]
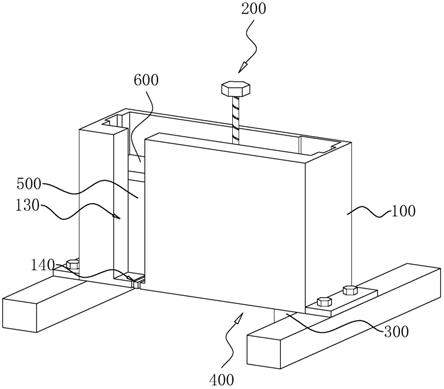
图2是本实施例整体结构示意图;
[0031]
图3是本实施例部分结构剖视示意图。
[0032]
附图标记:100、支撑架;110、第一滑槽;120、凹槽;130、定位槽;140、切割槽;150、第二滑槽;200、支撑杆;210、驱动蜗杆;220、驱动丝杠;300、支撑块;400、驱动机构;410、驱动蜗轮;420、驱动齿条;500、定位块;600、压板;700、试块;800、定位件;810、螺帽;820、螺纹杆。
具体实施方式
[0033]
以下结合附图对本实用新型作进一步详细说明。
[0034]
参照图2和图3,为本实用新型公开的一种电火花线切割数控机床辅助定位工装,包括可拆卸连接于床身上的支撑架100,支撑架100上转动连接有支撑杆200,支撑杆200上螺纹连接有压板600,压板600竖直滑动连接于支撑架100上,支撑架100上竖直滑动连接有支撑块300,支撑块300上端面抵接于压板600一端下端面,支撑架100上设置有驱动机构400,支撑杆200通过驱动机构400驱动支撑块300与压板600同向滑移,定位块500卡接于支撑架100上。
[0035]
将定位块500卡接于支撑架100上,转动支撑杆200,压板600向靠近定位块500方向滑移,此时支撑块300在驱动机构400驱动下向靠近地面方向滑移,当压板600一端下端面与定位块500上端面抵接时,支撑杆200停止转动,压板600一端将定位块500固定在当前位置,支撑块300停止滑移从而为压板600另一端提供支撑,增加压板600稳定性。
[0036]
参照图2,支撑架100通过螺栓固定连接于床身上。
[0037]
参照图3,支撑架100上竖直开设有第一滑槽110,压板600滑动连接于第一滑槽110内,第一滑槽110靠近地面一端未开通,支撑杆200转动连接于第一滑槽110底壁。第一滑槽110对压板600滑移起导向作用。
[0038]
参照图3,第一滑槽110底壁开设有凹槽120,定位块500下端卡接于凹槽120内,定位块500为磁铁,定位块500一侧抵接于第一滑槽110侧壁。将定位块500卡接于凹槽120内,方便确定定位块500位置,然后根据定位块500位置调整压板600,操作简单方便。
[0039]
参照图2和图3,支撑架100侧壁开设有定位槽130,定位槽130与凹槽120相对应,定位槽130底壁开设有多个切割槽140。将试块700滑入定位槽130内,试块700在定位块500磁力作用下被吸附在当前位置,定位槽130可以帮助试块700码放整齐,操作简单方便。
[0040]
参照图3,第一滑槽110侧壁竖直开设有第二滑槽150,支撑块300滑动连接于第二滑槽150内,第二滑槽150贯穿第一滑槽110底壁。第二滑槽150对支撑块300滑移起导向作用。
[0041]
参照图3,支撑杆200包括转动连接于第一滑槽110底壁的驱动蜗杆210,驱动蜗杆
210上端面同轴固定连接有驱动丝杠220,驱动丝杠220和驱动蜗杆210螺旋线方向相反,压板600与驱动丝杠220螺纹连接。
[0042]
参照图3,驱动机构400包括转动连接于第一滑槽110侧壁的驱动蜗轮410,驱动蜗轮410与驱动蜗杆210啮合,支撑块300朝向驱动蜗轮410一侧固定连接有驱动齿条420,驱动齿条420和驱动蜗轮410啮合。
[0043]
驱动丝杠220转动驱动压板600向靠近定位块500方向滑移,同时驱动蜗杆210转动驱动驱动蜗轮410转动,驱动蜗轮410驱动驱动齿条420滑移,驱动齿条420带动支撑块300向靠近地面方向滑移,当压板600下端面抵接于定位块500上端面,驱动丝杠220停止转动,同时驱动蜗杆210停止转动,支撑块300停止滑移。
[0044]
本实施例的实施方式为:将支撑架100通过螺栓固定在床身上,将定位块500卡接于凹槽120内,试块700滑入定位槽130内,试块700在定位块500磁力作用下被吸附在当前位置,将试块700码放整齐。
[0045]
转动驱动丝杠220,驱动丝杠220驱动压板600向靠近定位块500方向滑移,同时驱动蜗杆210转动驱动驱动蜗轮410转动,驱动蜗轮410驱动驱动齿条420滑移,驱动齿条420带动支撑块300向靠近地面方向滑移,当压板600下端面抵接于定位块500上端面,驱动丝杠220停止转动,同时驱动蜗杆210停止转动,支撑块300停止滑移。
[0046]
压板600将定位块500压紧在当前位置,支撑杆200被固定在当前位置为压板600提供支撑。
[0047]
本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1